

挤出工艺:定义、工作原理、类型、应用、优缺点[PDF注释]
在机械工程领域,挤压工艺 工程师广泛使用它来形成具有固定横截面积的物体。为了制造物体,将原材料推入模具中,使其具有所需的形状。
该工艺的主要功能是脆性材料可以很容易地转化为所需的产品,因为在挤压的情况下,该过程中只会遇到剪切应力和压缩应力。
可以说,挤压是一种半连续甚至连续的过程,可以用来形成热的甚至是冷的材料。
什么是挤压?
挤压是一种金属成型操作,其中模具用于借助具有压缩性质的外力来改变金属件的形状。通过这个过程,我们可以很容易地制作任何类型的复杂形状。
挤压工作原理:
挤压过程中所需的力由柱塞或活塞提供,以产生压缩力。以下是挤压工艺的工作原理:
- 首先由制造商开发标准尺寸的铸锭或钢坯。
- 然后在热挤压过程中将坯料加热到更高的温度,并在室温下长时间储存以将其推入压力机。
- 钢坯被安装在压力机中的柱塞推向模具以提供压缩力。
- 模具预先制造成所需的形状,以便将材料开发成所需的形状。高压缩力有助于材料达到所需的形状。
- 最后,材料从压力机中取出,然后需要通过精加工工艺以增强其机械性能。
挤压类型:
挤压可大致分为两种,一种是热挤压 另一种是冷挤压 .上述这些类别又细分为类别,分别如下:
热挤压
- 正向挤压
- 向后挤压
冷挤压
- 正向挤压
- 静压挤压
- 胡克挤压
- 后向挤压
- 冲击挤压
- 冷挤压锻造
因此,让我们详细了解这些类别。
热挤压:
我希望你已经被这种类型的名称“热挤压”。在此过程中,工件或钢坯被加热到再结晶温度以上,然后将其装载到容器中,然后冲压对其施加力。
由于工件已经被加热到再结晶温度以上,它很容易流过模具,并且非常准确有效地再成型。
此类挤压常用的材料有镁、铜、钢、铝、镍等。
冷挤压:
在这个过程中,工件保持在正常的室温下,或者可以说低于再结晶温度。用这个过程挤出任何产品都需要很大的力。
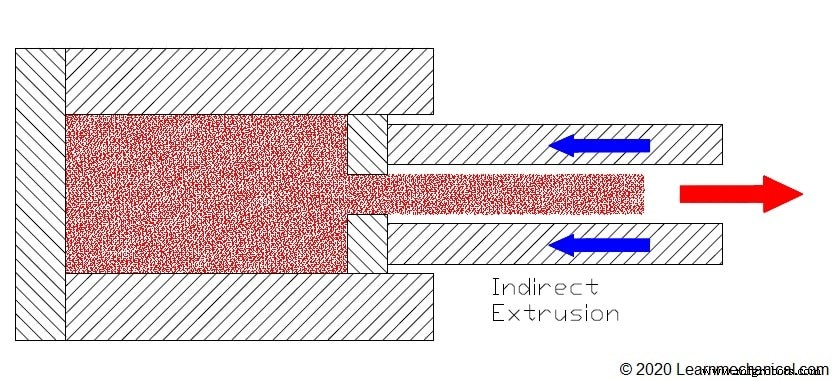
间接挤压:
在此过程中,柱塞施加的力的方向与挤压金属的方向相反。这种挤压也称为反向挤压。
这种挤压方式的主要优点是摩擦力比较小。同样通过这个过程,我们可以挤出直径相对较小的金属。
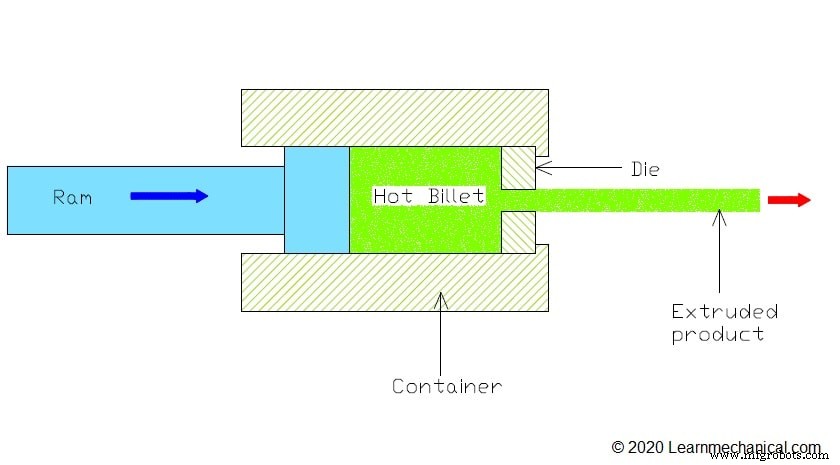
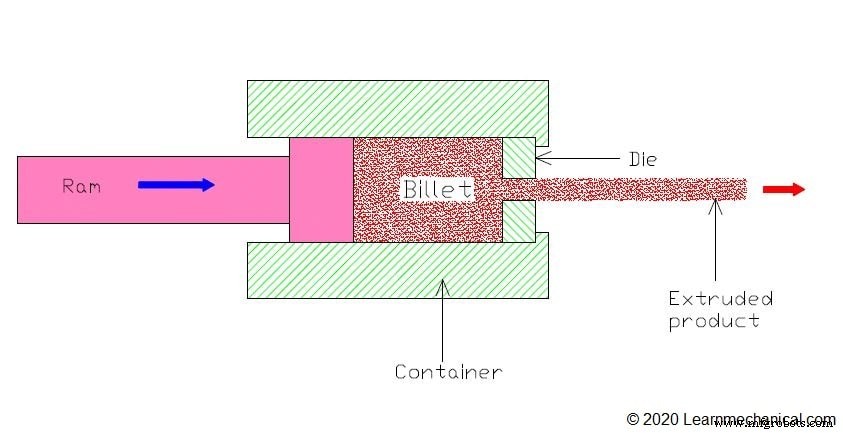
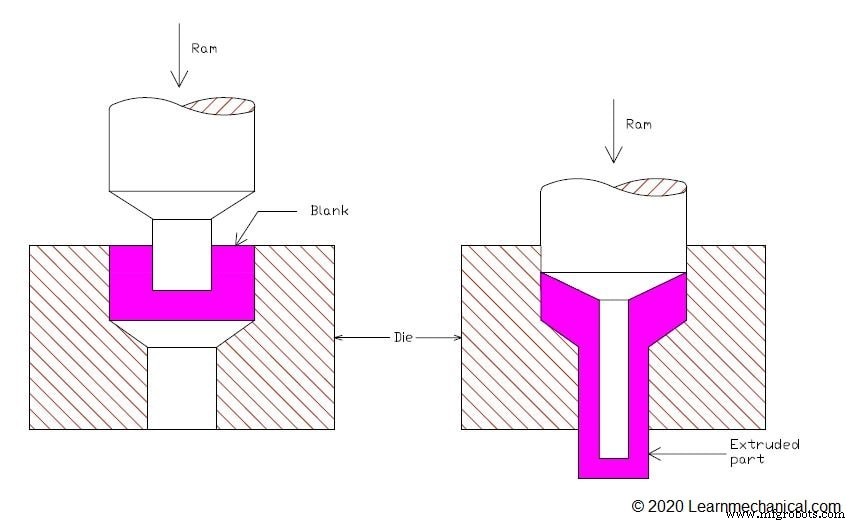
直接挤压:
在这种挤压过程中,柱塞的方向与挤压金属的方向是相同的。这种挤压方式也称为前向挤压。
这种工艺的主要优点是,通过这种类型,我们可以挤出更长的工件。
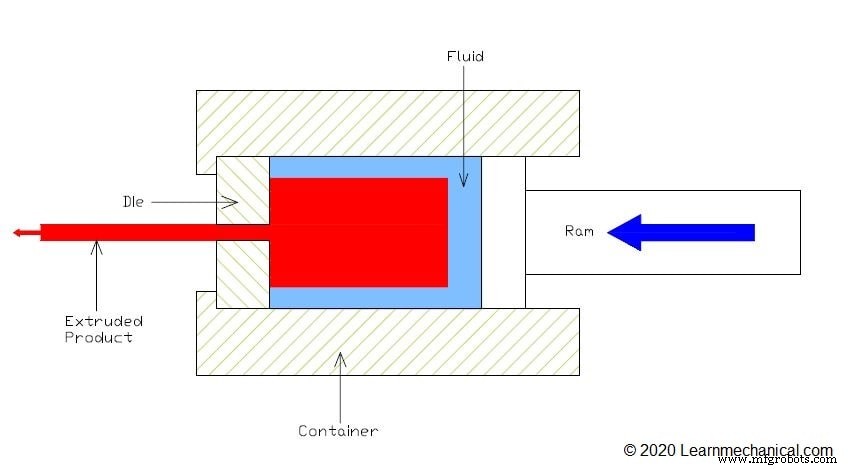
静压挤压:
在这种类型的挤压中,我们使用流体对坯料加压。首先将钢坯装载到容器中,然后我们用流体通常为蓖麻油填充容器,然后容器被封闭,除了容器的一侧,其中包含一个柱塞和活塞。
为了保持操作顺畅,坯料的形状保持为锥形,以便轻松通过模具。
因此,当我们启动机器时,柱塞会对流体施加很大的压力,然后将其转移到钢坯上。由于高压流体,坯料发生塑性变形,并从模具的另一侧出来并获得模具的形状。
该工艺的主要优势在于,由于容器壁和坯料之间没有接触,因此产生的摩擦力非常小。
静压挤压通常在室温下进行。
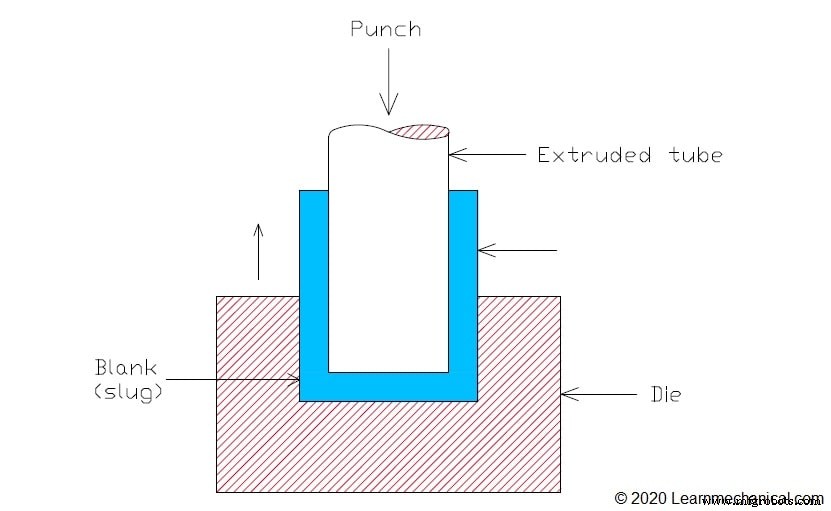
妓女挤压:
这是一种非常流行的挤压工艺,可以生产出薄壁无缝铜管或铝管。
首先将坯料或毛坯放入容器中,用冲头对工件施力,使工件成杯形。
下一步,较长的冲头再次将力施加到杯子中,使其成为长圆柱状产品,厚度也照常减少。
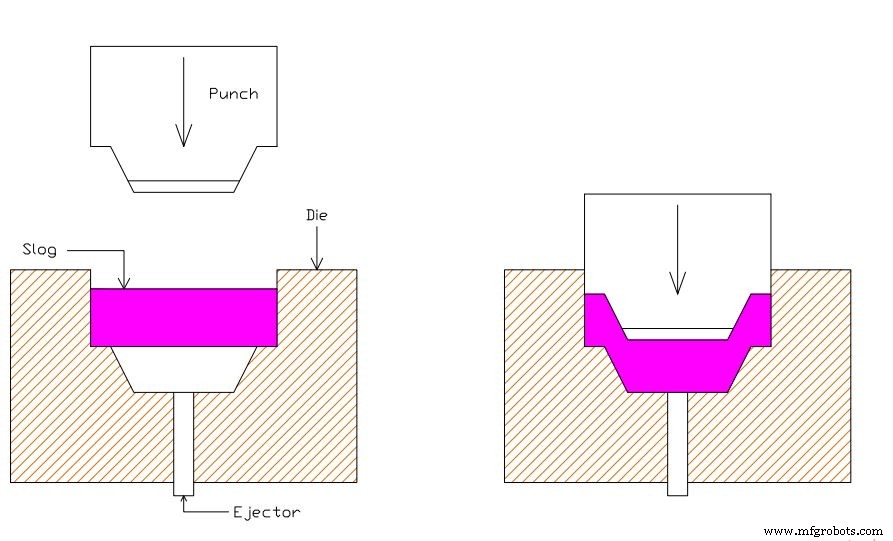
冲击挤压:
在此过程中,冲头以非常高的速度撞击工件以产生冲击载荷。它可以是任何类型,例如向前、向后,甚至两者兼而有之。
它通常在室温下进行,即冷挤压。
如果我们需要杯子、牙膏盖或任何空心型材等产品,我们通常会进行反向冲击挤压,这是一种非常流行的冲击挤压工艺。
冷挤压锻造:
冷挤压锻造是一种反向挤压工艺。冷挤压锻造的过程与冲击挤压相同。在这个过程中,冲头或柱塞的运动比冲击挤压慢一点。随着施加在坯料上的力逐渐增大,挤压出来的产品的长度很短,但厚度却越来越大。
挤压工艺的应用:
- 挤压工艺主要用于中空管的成型 并可用于生产行业。除此之外,制造商还考虑制造方便食品和零食类产品的挤压工艺。在食品加工的情况下,挤出工艺用于加热产品并形成产品的液体阶段。此外,在烹饪中,现在使用的挤压工艺包括混合、剪切、分离、冷却、加热等。为了去除产品中的水分以及封装材料,生产商还考虑了挤出工艺。
- 然而,开发即食材料使用冷挤压工艺 .例如,面食类产品是通过冷挤压工艺制造的。这些类型的产品加入了低水分,从而增加了产品的生命周期,也更方便为客户服务。
- 此外,药品也是借助挤压工艺开发的 .聚合物过滤器、纳米多孔制品是通过挤出工艺形成的。药物的制造过程既有热挤压过程也有冷挤压过程。为了增加产品的溶解度和生物利用度,使用了热挤压工艺。在此过程中,制造商会考虑大量的压力、热量和搅拌。
- 除此之外,在结构工作中,使用铝挤压工艺 .该工艺包括门窗等。在汽车行业,挤压工艺也用于通过使用脆性材料形成所需类型的材料。
- 最后,可以说挤出工艺被广泛用于制造塑料材料 .
挤压工艺的优点:
挤压包括以下几个优点;
- 与其他金属成型工艺相比,挤压工艺广泛用于在最短的时间内制造出复杂的材料轮廓。
- 挤压工艺对于处理脆性和延展性材料非常有用。
- 可通过挤压工艺开发的机械性能非常精确,可延长产品的生命周期。
挤压工艺的缺点:
下面列出了挤压的一些缺点:
- 这个过程的时间消耗非常高。
- 初期的设置成本也很高。
- 挤压过程所需的压力量也很大,因此操作人员需要确保柱塞在压力机中适当地固定。
结论:
这就是关于挤压工艺的详细信息。
我希望你觉得这篇文章很有趣。
如果是这样,请随时在您的朋友或您最喜欢的社交媒体组之间分享此资源。你的一份真的很可观。
工业技术
- 珩磨工艺:定义、零件或结构、工作原理、优点、应用[PDF注释]
- 研磨工艺:定义、工作原理、类型、材料、优点、应用[PDF注释]
- 前角:定义、重要性和类型(正、负、零)[PDF 注释]
- 快速返回机制:定义、类型、工作原理、应用、优点、缺点[PDF注释]
- 电子束焊接:定义、构造、工作、应用、优点和缺点 [PDF 注释]
- 等离子弧焊:原理、工作、设备、类型、应用、优缺点
- 固态焊接工艺:原理、类型、应用、优缺点
- 爆炸焊接:原理、工作、类型、应用、优缺点
- 摩擦焊:原理、工作、类型、应用、优缺点
- MIG 焊接:原理、工作、设备、应用、优缺点
- 什么是 TIG 焊接:原理、工作、设备、应用、优缺点
- 离心铸造:工作原理、类型、应用、优缺点