

电化学加工:定义、零件或结构、工作原理、优点、缺点、应用
在本文中,我们将详细研究电化学加工的定义、零件或结构、工作原理、优点、缺点、应用。
让我们先从定义开始,
电化学加工定义:
电化学加工 (ECM) 的特点是非传统加工,是一种先进的加工、非接触、反向电镀工艺(ECM 去除材料而不是沉积材料)。在 ECM 中,高电流通过导电流体在工具和工件之间传递。大电流和导电流体用于电离和去除工件的金属原子,从而产生无毛刺的表面。
在传统或传统的加工过程中,刀具材料必须比工件材料更硬。但电化学加工的显着特点是不受工件材料强度、硬度和韧性的影响,适用于任何导电材料的加工,也适用于高强度材料中复杂型腔的加工。
电解过程是ECM基于“电解(电镀)定律的最基本活动 ”法拉第在 1833 年制定的。
电解是两根浸入适当溶液的导体之间通过电流时发生的化学现象。
在固体导体中,电流由电子携带。
在电解质中,电流由原子或一组原子承载。当原子分别在失去或获得电子时获得正电荷或负电荷时,原子称为离子。正离子(阳离子)被阴极吸引,正电流通过电解液的方向,负离子(阴离子)被吸引到阳极。
这种由电极和电解质组成的装置称为电解槽。
电化学加工零件或结构:
电化学加工由以下主要部分组成:
- 电源
- 电解质
- 工件
- 工具
- 饲料单位
- 坦克
- 工件夹持台
- 压力表
- 流量计
- 流量控制阀
- 减压阀
- 泵
- 水箱
- 过滤器
- 污泥容器
- 离心机
- 抽油烟机
- 外壳
电源:
必须保持低电压以避免短路,因为工具和工件之间的间隙很小,以实现高音调的正确性
材料去除率∝电流密度。因此,ECM工艺采用大电流值。
以下是ECM工艺的供电参数:
- ECM 中的电源是电动的
- 类型:直流
- 电流容量:50 至 40,000 A
- 保持小电压(以防止短路 ) :2- 35 V
电解液:
电解质是导电流体,其选择与电极相同。部分电解质-电极组合如下:
- 浓度为 20% 的氯化钠 (NaCl) 用于铁合金。
- 硝酸钠 (NaNO3) 用于铁合金。
- 盐酸 (HCl) 用于镍合金。
氯化钠 (NaCl) 和硫酸 (H2SO4) 的混合物可用于镍合金。
钛适用10%氢氟酸(HF)、10%盐酸(HCl)、10%硝酸(HNO3)的混合物。
氢氧化钠(NaOH)用于碳化钨(WC)。
电解质必须具有以下特性:
- 高导电率
- 低粘度
- 低毒性和腐蚀性
- 化学和电化学稳定性可提高材料去除率。
电解液的3个功能是:
- 在工具和工件之间传输电流
- 从内部电极间隙中取出产品
- 带走因电流通过而产生的热量。
ECM 中的电解液参数如下:
- 温度:20 °C – 50 °C
- 流量:每 100 A 电流 20 升/分钟
- 压力:0.5 到 20 巴
- 稀释度:100 g/l 至 500 g/l
工件:
工件是需要加工的对象,材料从该对象进入解决方案。工件在 ECM 中成为阳极。材料去除率或加工仅取决于工作材料的原子量和化合价。
工件可以是任何导电材料,并且与系统绝缘,不会漏电或短路。
工具:
该工具用于从工件上去除材料。它被制成阴极并连接到电源的负极端子。选择和制造该工具时要牢记以下属性:
- 良好的电导体。
- 足够坚固以承受负载和流体压力。
- 对电解质具有化学惰性。
- 易于成型和加工成所需的形状。
- 应以高精度制造
在工件中获得的型腔是工具形状的复制品。因此,加工后工件的精度直接受刀具形状精度的影响。
可用于制作工具的材料 :铜、黄铜、钛、铜钨、不锈钢、铝、石墨、青铜、铂、碳化钨。
材料在 ECM 过程中沉积在工具中。然而,对于机械加工的工业目的,不鼓励材料沉积,并且溶液中的材料被电解液带走。
工具与系统绝缘,不会漏电或短路。
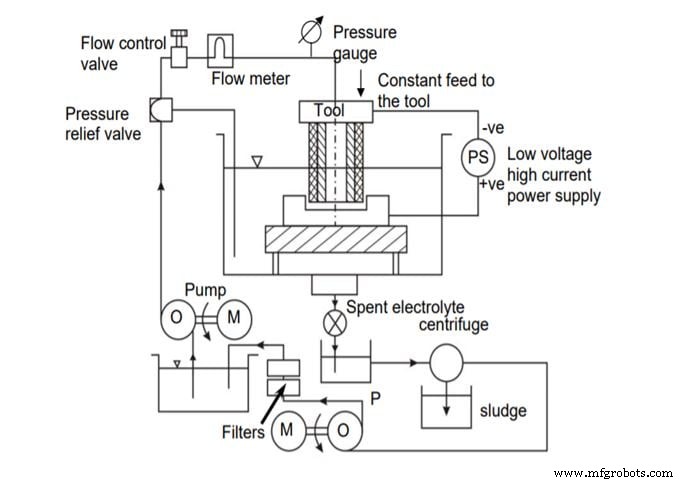
饲料单位:
伺服电机用于向刀具提供受控进给,以便从工件上去除材料。进给速度为 0.5 mm/min 到 15 mm/min。
- 坦克 :它容纳浸入工具和工件的电解液。
- 工件夹持台 :工件夹持台牢固地夹持工件。
- 压力表 :显示向工具供应电解液的压力。
- 流量计 :这显示了电解液流向加工区域的速率。
- 流量控制阀 :有助于控制电解质的流速。
- 减压阀: 如果供应管线中的压力升高,泄压阀会打开并绕过电解液进入油箱。
泵:
泵有助于循环电解液。应根据工艺的应用或要求事先确定泵送速度和泵送电解质的压力。
因此,应据此决定泵送电解液的泵。
水箱 :储存电解液。
过滤器:
过滤器有助于过滤电解质中存在的可能阻塞供应管线的杂质。
过滤器用于实现高性价比的精密ECM,保持电解液质量恒定,去除电解液中残留的有毒离子,以达到健康和环境保护的目的。
污泥容器 :储存加工过程中产生的油泥。
离心机 :离心机是利用离心力将污泥与电解液分离的装置。
抽油烟机 :排烟机是一种利用负风向风扇将油烟和灰尘抽出外壳的设备。
外壳 :ECM 的整个系统被放置在一个外壳中,因此在加工过程中产生的任何有毒烟雾都不会影响环境和操作人员。
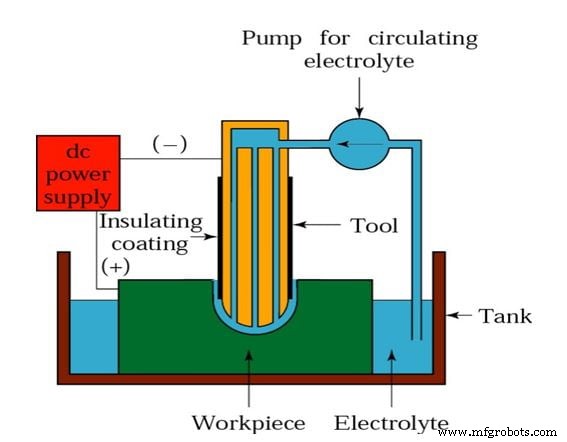
电化学加工工作原理:
让我们举一个铁工件加工的例子。铁制工件组装在工件夹持台上。
工具靠近工件。将两电极浸入NaCl电解液(普通盐溶液)中。
阴极(工具)和阳极(铁工件)分别接电源的正负极(一般为10V左右)。
在循环泵的帮助下,储液罐中的电解液通过工具上的孔不断地泵入工具和工件之间的间隙中。
刀具进给系统将刀具推向工件。
阳极上的反应称为阳极反应。阴极反应称为阴极反应。
氯化钠电解质的基本反应:
- 氯化钠解离:NaCl ————→ Na + + 氯 -
- 水的解离:H2O————→H + + 哦 –
阴极反应:氢离子带走阴极(工具)的电子,形成氢气。
- 2H + + 2e – ————→ H2↑
在阴极仅放出 H2 气体。电解过程中电极形状保持不变,这是ECM工艺最显着的特点。
阳极反应:
- 铁以铁离子的形式从工件(阳极)中排出
- Fe ————→ Fe ++ + 2e –
- 氯化钠电解液中的反应
- Na + + 哦 – ————→ 氢氧化钠
- 铁 ++ + 2OH - ————→ Fe(OH)2 ↓
- 铁 ++ + 2Cl – ————→ Fe(Cl)2 ↓
Fe(OH)2、Fe(Cl)2 作为污泥沉淀。由于这种在原子水平上受控的阳极溶解过程,工件逐渐得到加工,以获得优异的表面光洁度和无应力表面。
工具形状的几何形状没有限制。最初,工具和工件之间的间隙是不均匀的。加工后,间隙在整个工件长度上是均匀的(0.1 mm 到 2 mm),并通过适当的刀具或工件前进速度保持。
间隙的宽度逐渐趋向于一个稳态值,在这种情况下,得到的型腔就是刀具形状的复制品。
使用离心机将罐中的污泥从电解液中取出并分离出来。
电解液在过滤器中经过过滤过程后,再次输送到储液罐中泵送用于加工过程。
这就是电化学加工的工作原理。下面我们来研究一下优点。
电化学加工优势:
以下电化学加工的优点 是:
- 使用凹凸工具可以轻松生产复杂和凹曲的零件。
- 可以使用单个连接的 CNC 机床生产更复杂的几何形状。
- 由于刀具磨损可以忽略不计,同一刀具可用于生产无限数量的组件。
- 由于工具和工作材料之间没有直接接触,因此没有力和残余应力。
- 产生出色的表面光洁度,不会因原子级溶解而造成热损伤
- 产生的热量更少。
电化学加工缺点:
以下电化学加工的缺点 是:
- 含盐(酸性)电解液会腐蚀工具、工件和设备。
- 比能耗高。
- ECM 只能加工导电工件。
- 不能用于软质材料。
- 需要大型生产车间。
- ECM 带来健康和环境问题。
电化学加工应用:
以下电化学加工的应用 是:
- 电化学加工用于模具加工和孔轮廓加工。
- 磨削,通过结合磨削工艺(使用带负电荷的砂轮)去除材料。该过程也称为电化学研磨。
- 在复杂结构(如喷气发动机涡轮叶片)中切割空腔、钻更深甚至不规则形状的孔。
- 由于 ECM 提供无应力和良好的表面光洁度,在纳米加工和纳米技术中具有广泛的应用,因此使用开孔(通过使用带腔的工具电极)和微加工来制造微型部件。
- 在封闭范围内对蒸汽涡轮叶片等复杂型材进行仿形加工和加工。
电化学加工视频:
工业技术