

有哪些不同类型的电弧焊? 【优势与应用】
在本文中,您将了解什么是弧焊? 以及它如何工作 ? 不同类型的电弧焊 他们的优点 和应用程序 .此外,您可以下载 PDF 版本 文末文件。
弧焊和类型
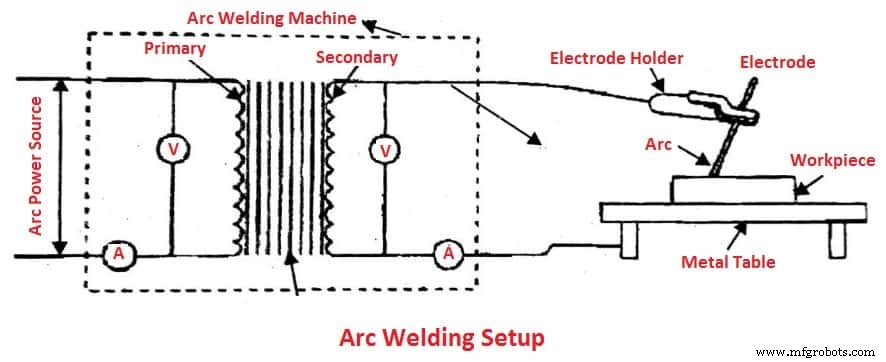
什么是电弧焊?
电弧焊是一种熔焊工艺,其中焊接热量来自工件(或母材)和电极之间的电弧。
当电路的两个导体接触然后分开很短的距离时产生电弧,使得电路具有足够的电压来维持电流通过空气。
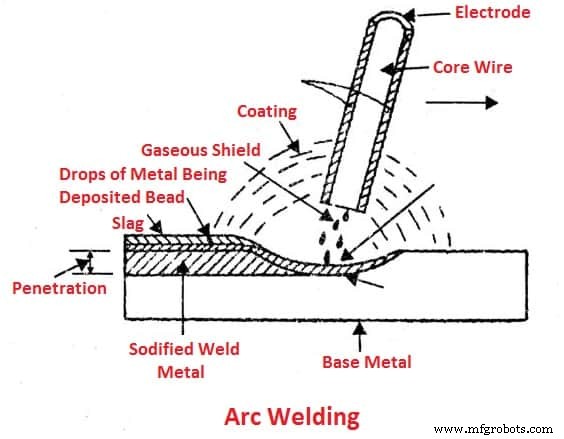
电弧产生的热量的温度在6000°到7000°之间。
最常见的电弧焊方法是使用提供填充金属的金属电极。焊接是先用工件与电极接触,然后将电极分开适当的距离以产生电弧。
弧焊的种类
以下是不同类型的电弧焊 进程:
- 保护金属电弧焊
- 药芯电弧焊
- 埋弧焊
- 电渣焊
- 电弧螺柱焊
#1 屏蔽金属电弧焊
它也被称为手工金属电弧焊、焊剂保护电弧焊, 或粘焊。 在这种焊接中,是在金属棒或电极(涂有助焊剂的)与工件之间引弧,使棒和工件的表面都熔化形成熔池的过程。
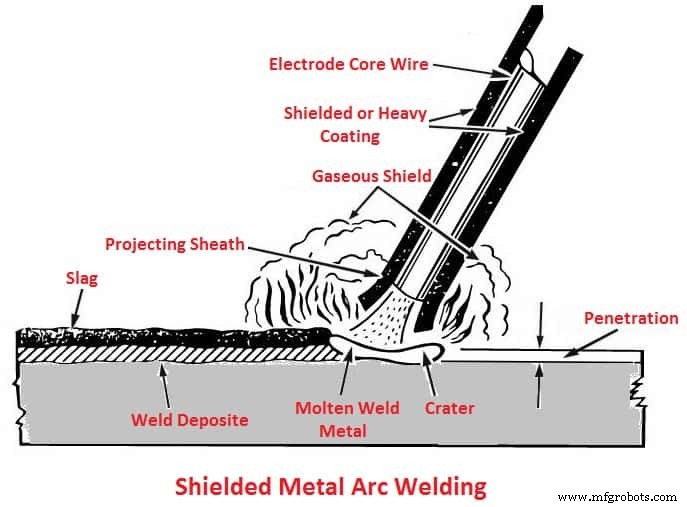
焊条上的焊剂涂层同时熔化会产生气体和熔渣,从而保护焊缝免受周围环境的影响。 保护金属电弧焊 是一种多样化的工艺,非常适合在所有位置连接具有材料厚度的黑色金属和有色金属材料。
#2 药芯电弧焊
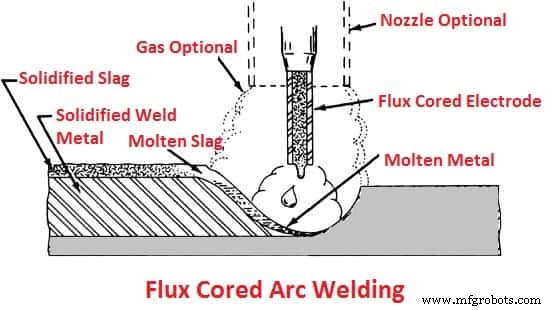
这种类型的弧焊工艺使用连续供给的药芯电极和恒压电源,提供恒定的电弧长度。此过程使用保护气体或仅使用助焊剂制成的气体来防止污染。
#3 埋弧焊
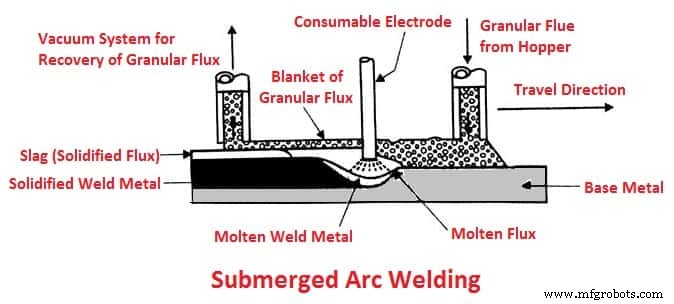
在埋弧焊 ,这是一个过程,其中连续供给的电极和易熔焊剂层在熔化时变得导电,并在零件和电极之间提供电流路径。这种助焊剂还有助于防止飞溅和火花,同时抑制烟雾和紫外线辐射。
#4 电渣焊
电渣焊 作为一种垂直工艺,一次焊接厚板(25 毫米以上)。在额外的电流开始熄灭电弧之前,ESW 依赖于电弧。当焊丝材料被送入熔池时,助焊剂熔化,在熔池上方形成熔渣。
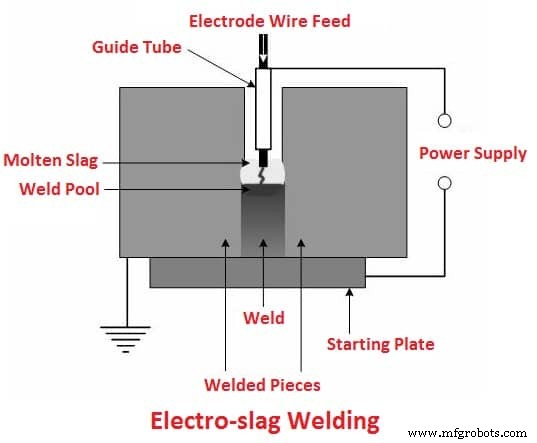
熔化焊丝和板端的热量是通过熔渣电阻对电流的通过产生的。两个水冷铜靴跟随工艺进程,防止任何熔渣闭合。
#5 弧形螺柱焊接
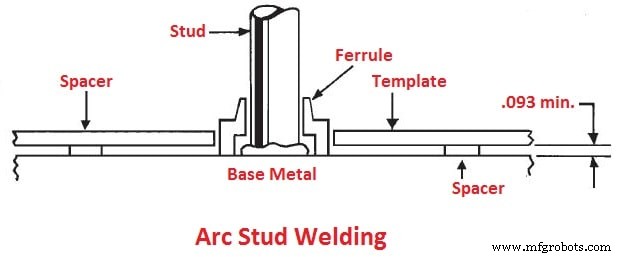
电弧螺柱焊接 类似于闪光焊接,螺柱焊接连接一个螺母或紧固件,通常是一个带有小块的法兰,该小块熔化以连接到另一个金属件上。
另请阅读:水下焊接如何工作?水下焊接的种类和种类
弧焊工艺
当获得电弧时,如此产生的强烈热渗透会迅速熔化电弧下的工件,形成熔融金属池,该金属池似乎被电弧的冲击力从熔池中挤出。
工件中形成一个小的凹陷,熔融金属沉积在这个凹陷的边缘周围,称为电弧发生器。焊缝冷却后清理炉渣。
它们一旦开始,就应该沿着所需的焊接线以均匀的速度前进。熔化应该在要连接的金属件的原始表面下方达到足够的深度,以获得所需的焊缝。这被称为获得适当的渗透。
直流电或交流电可用于弧焊,但对于大多数用途,直流电是优选的。当工件连接到直流电焊机的 +ve 端子,而将 -ve 端子连接到电极粗体时,则称焊接设置为正极性。
然而,当工件连接到 -ve 并且电极连接到 +ve 端子时,则称焊接设置具有相反的极性。正极性对于某些焊缝更有用,而对于其他焊缝,应使用反极性。
弧焊安全注意事项
如果采取适当的预防措施,焊接基本上不是危险职业。这需要焊工不断意识到危险的可能性和习惯性的安全预防措施。
- 确保弧焊设备安装正确、接地良好且工作状况良好。
- 始终穿着适合焊接的防护服,
- 在焊接时始终佩戴适当的护目镜。
- 保持工作区域清洁,并确保工作区域内或附近没有易燃或易爆材料。
- 如果没有特别的预防措施,请勿在装有可燃物的封闭空间和密封容器上进行焊接。
- 在焊接铅、铬、锰、青铜、黄铜、镉、锌或镀锌钢时,在焊接点使用自动排气。
- 当需要在潮湿或潮湿的区域进行焊接时,请站在干燥的绝缘平台上,或穿上胶靴。
- 如果需要将焊接电缆的长度切割在一起,请确保所有电气连接均已绝缘。
- 不使用电极架时,将其挂在提供的支架上。
- 将电极头放在适当的容器中,因为地板上的电极头存在安全隐患。
- 请勿在脱脂操作附近进行焊接。
- 在地面上工作时,确保脚手架、梯子或工作台面牢固。
另请阅读:TIG 和 MIG 焊接之间的区别
弧焊设备
以下是弧焊中使用的不同设备:
- 交流电或直流机
- 电极
- 电极架
- 电缆、电缆连接器
- 电缆插头
- 凿锤
- 接地夹
- 钢丝刷
- 头盔
- 护目镜
- 手套
- 围裙、袖子;等
弧焊工艺被广泛接受的一个原因是必要设备的简单性。该设备由以下项目组成。
- 焊接电源
- 电极架
- 地线夹
- 焊接电缆和连接器
- 辅助设备(凿锤、钢丝刷)
- 防护装备(头盔、手套等)
1。焊接电源

这种焊接使用交流或直流,但无论哪种情况,选择的电源都必须是恒流类型的。无论操作者的电弧长度如何变化,这种类型的电源都将提供相对恒定的安培数或焊接电流。
2。电极架
电极支架连接到焊接电缆并打开电极。绝缘手柄用于将电极引导至焊接接头。

并将焊条送入焊缝上方,并将焊条送入熔池。电极支架有多种尺寸可供选择,并根据其电流承载能力进行额定。
3。接地夹
接地线夹用于将接地线连接到直接连接到工件上的工件或放置工件的工作台或夹具上。

作为焊接电路的一部分,接地夹能够传导焊接电流而不会因电阻而过热。
4。焊接电缆
电极电缆和接地电缆是焊接电路的重要组成部分。它们必须非常灵活,并具有坚固的耐热绝缘材料。
电极支架、接地夹和电源上的连接必须焊接或压接良好,以确保低电阻。

电缆的横截面积必须足够大,以允许焊接电流具有最小的电压降。增加电缆长度需要增加电缆直径以降低电阻和电压降。
5.附属设备(凿锤、钢丝刷)
现在大多数焊工都同意有必要从焊缝金属中去除熔渣。您可能想知道如何去除炉渣。这个过程非常简单,只需几秒钟。

熔渣的设计不是为了与焊缝紧密结合,所需要的只是诸如凿锤或钢丝刷之类的东西。我们应该说焊缝越好,它与熔渣的结合就越少。所以如果你的焊缝很好,那么你只需要敲击它。
6。防护装备(头盔、手套等)
来自金属电弧的射线具有高红外线和紫外线辐射。这些对焊工的眼睛、面部和皮肤非常危险。应该保护他免受这些射线以及电弧的亮度。


手屏和头盔有助于保护操作员的面部和眼睛免受弧光的伤害。它们由轻质材料制成。手屏或头盔的重量不应超过 600 克。它们应该足够大,以保护整个面部和眼睛免受反射光线的影响。
7。电弧焊用电极
非自耗电极和自耗电极均用于电弧焊。非自耗电极可以由在焊接操作过程中不消耗的碳、石墨或钨制成。

消耗性电极可以由各种金属制成,具体取决于它们的用途和待焊接金属的化学成分。这些自耗电极可分为裸电极和涂层电极。
弧焊的优点
以下是电弧焊的优点:
- 低成本焊接设备。
- 与气焊工艺相比,焊接操作更快。
- 焊接操作成本低。
- 相对简单且用途广泛的技术。
- 它需要的电极种类相对较少。
- 电极上的覆盖物可以以相对较低的成本提供保护气体、合金元素和其他基本材料。
- 焊接设备易于管理且易于维护。
弧焊的缺点
以下是电弧焊的缺点:
- 热量输入和填充材料沉积不能分开。
- 电极材料以未使用的末端、熔渣和气体的形式被浪费。
- 珠子中夹渣的可能性更大。
- 如果没有对电极进行适当的干燥,水分可能会降低焊接金属的质量。
- 金属飞溅和电弧吹是这个过程的普遍问题。
- 尺寸小于 3 毫米的薄工件很难焊接。
弧焊的应用
以下是电弧焊的应用:
- 此工艺通常用于造船、管道和维护工作的一般施工和制造,因为该设备易于携带且易于维护。
- 对于在偏远地区工作非常有用,在该地区使用便携式燃料发电机作为电源。
- 该工艺最适合厚度为 3 至 19 毫米的工件,但熟练的操作员可以使用多道技术轻松扩展此范围。
下载本文的 PDF
现在下载结论
所以现在,我们希望我们能消除您对弧焊工艺的所有疑虑。如果您对“弧焊的种类仍有疑问 ”您可以联系我们或在评论中询问。
就是这样,感谢阅读。如果您喜欢我们的文章,请与您的朋友分享。如果您对任何主题有任何疑问,可以在评论部分提出。
订阅我们的时事通讯,以便在我们上传新帖子时收到通知。
工业技术