

铣削公式和定义 [举例说明] PDF
在本文中,您将了解铣削操作中使用的不同铣削公式 以示例。下载 PDF 文件 在本文底部。
铣削操作公式
铣削 是使用旋转刀具通过在工件上移动刀具来去除材料的加工过程。这可以在一个轴或几个轴上完成,刀盘的速度和压力方向不同。
我们将研究一些铣削公式,以便在铣床上轻松使用。以下是在铣床中执行任何铣削操作时非常有用的重要铣削公式。让我们一一来看。
铣削公式
以下是用于确定研磨公式的重要术语:
- 切割速度
- 有效切割速度
- 主轴转速
- 饲料
- 最大切屑厚度
- 金属去除率
- 比切削力
- 切削深度
- 刀齿数
- 加工时间
#1 切削速度
铣刀的切削速度是由旋转产生的圆周直线运动。它以米/分钟表示。切削速度可由下式求得:
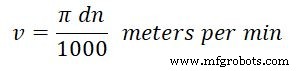
哪里,
- v =刀具的速度,单位为 m/min。
- d =刀具直径,以毫米为单位。
- n =刀具速度,以 r.p.m. 为单位
#2 有效切削速度
它表示有效直径上的表面速度(DCap) .这对于确定实际切削深度处的正确切削数据是必要的(ap) .
适用于圆铣刀、球头立铣刀、大圆角半径铣刀,以及进刀角小于90度的铣刀。
#3 主轴转速
它是铣刀在主轴上每分钟转动的转数。该值由操作的推荐切削速度值确定。
#4 饲料
铣床中的进给定义为工件在刀具下方前进的速度。进给量通过以下三种不同的方式向铣床表示:
1。每齿进给 (Sz )
在两个连续的齿连接之间的时间内,工作前进的距离称为每齿进给量。通常以刀具每齿的毫米数表示。
2。每转进给 (Srev )
刀具转动一整圈时工件前进的距离称为每转进给量。它以刀具每转一圈的毫米数表示。
3。每分钟进给 (Sm )
工件在一分钟内移动的距离称为每分钟进给量。它通常以毫米每分钟表示。
每齿进给量、刀具每转进给量和每分钟进给量之间的关系公式如下。
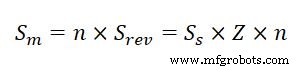
哪里,
- Z =刀具的齿数。
- n =刀具速度,以 r.p.m. 为单位
#5 最大芯片厚度
这是刀具啮合的结果,因为它指的是 (fz) .在决定是否使用最高生产率的每齿进给工作台进给量时,切屑厚度是一个必需值。
平均切屑厚度: 它也是确定用于计算净功率的比切削力的有用值。
#6 金属去除率
这是每分钟去除的金属体积(英寸 3 /分钟)。它是使用切削深度、宽度和进给值设计的。
#7 比切削力
材料常数是用于强度计算的因子,以 N/mm 2 表示 .
#8 切割深度
它被定义为在刀具下一次工作中去除的材料的厚度。切削深度是工件原始表面和最终表面之间的垂直长度,以毫米表示。
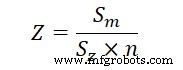
#9 刀齿数
铣刀上的齿数应适当设计以实现有效的加工操作。知道刀具在操作过程中所承受的速度和进给量,就可以从进给公式中推导出刀齿的数量。刀齿数由下式计算:
在其周边具有较少齿数的粗齿刀具在金属加工中是有效的。以下是粗齿铣刀的优点。
- 可以提供更大的芯片空间。
- 可以增加刀齿横截面,从而增加其强度。
- 可以在刀具上提供更大的前角。
- 驱动裁纸器所需的动力更少。
- 齿与工件之间产生的滑动摩擦较小。这样可以减少热量的产生。
- 随着再磨次数的增加,可以延长刀具的使用寿命。
#10 加工时间
加工长度(lm) 除以表格提要 (vf) .任何操作对表面进行铣削所需的时间可按下式计算:
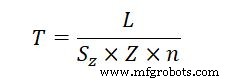
哪里,
- T =以分钟为单位完成剪辑所需的时间。
- L =完成切割的工作台行程长度,单位为毫米。
- Ss =每吨进给量,单位为毫米。
- Z =刀具的齿数。
- n =刀具转速
图中显示工作台行程长度“L”由两部分组成:工件长度“C”和接近长度“A”。接近“A”是在达到完整切削深度之前刀具必须移动的距离。
#1 普通铣刀的接近长度:
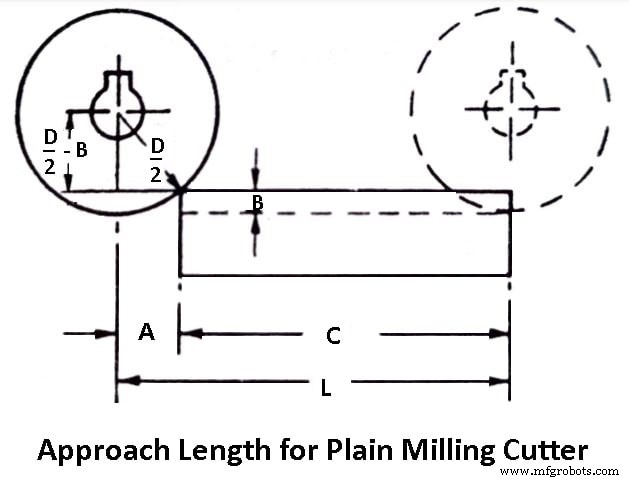
平面铣刀的方法“A”可由下式确定:
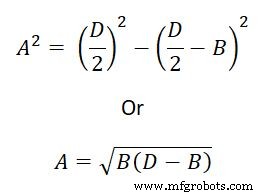
哪里,
- A =以毫米为单位的方法。
- B =切削深度,以毫米为单位。
- C =刀具直径,以毫米为单位。
#2 面铣刀的接近长度:
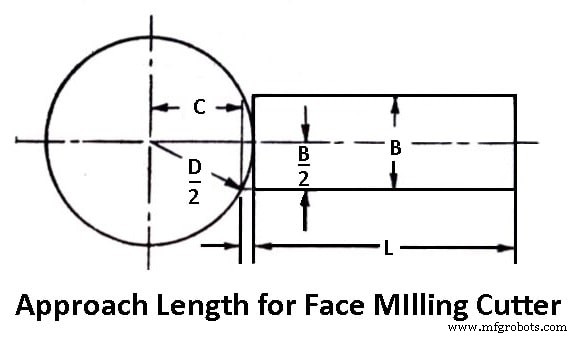
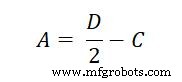
参考上图,面铣刀的逼近长度可由下式计算:
哪里,
- A =接近的长度,单位为毫米。
- D =刀具直径。
- B =作品的宽度。
代入等式“A”中“C”的值
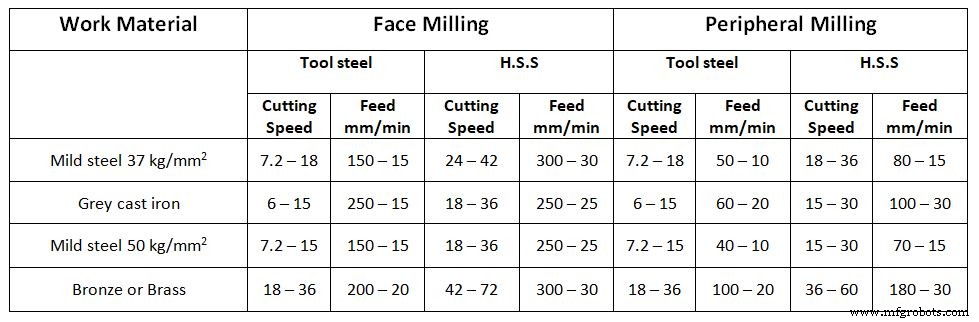
不同材料的平均切削速度和进给量
让我们考虑一个例子
#1 示例
评估以下日期板坯铣削操作的切削参数:
- 铣刀直径 =100 毫米
- 刀具速度 =500 r.p.m
- 刀具宽度 =100 毫米
- 切削深度 =5mm
- 工作台进给 =100 毫米/分钟
- 工件长度 =50 厘米
- 工件宽度 =80 毫米
- 刀具齿数 =8
回答: 刀具直径 =100 mm,刀具速度 =500 r.pm。

MRR =b.d.F
b =工作宽度 =80 毫米,d =切削深度 =5 毫米,F =工作台进给 =100 毫米/分钟。
l =500 毫米,这里 y =4 毫米

结论
这是适用于任何铣削工艺和铣刀的铣削公式和定义的完整列表。了解如何计算准确的切削速度、每齿进给量或金属去除率和加工时间对于在任何铣削操作中取得良好效果都非常重要。
而已。如果您对“铣削公式仍有任何疑问 “你可以在评论中提问,我会回复你的。如果你喜欢这篇文章,那就分享给你的朋友吧。
订阅我们的新闻。免费!
工业技术