

如何降低 CNC 加工成本
在 CNC 加工方面,规划至关重要。通常,CNC 加工设计和项目可能会变得不必要地复杂——就像生活中的几乎所有事情一样,时间就是金钱。在 Protocase,我们了解某些设计需要无法简化的精确细节,但如果您想降低成本并拥有更改设计功能的设计灵活性,这篇博文适合您。
通过了解 CNC 加工过程以及影响价格的因素,您可以降低加工项目的成本,同时保持或改进功能。可制造性是制造特定零件所需的制造过程的复杂程度。从本质上讲,可制造性越高,成本就越低。
这篇博文将介绍几种降低 CNC 加工零件和外壳成本的关键方法。
材料成本
在机械加工中,材料越硬,加工越困难 .这是因为我们必须使用时间效率较低的工艺和切割参数。
我们建议将 6061 铝用于您对材料宽容的 CNC 作业。这种类型的铝通常用于CNC加工。 6061 铝是 CNC 项目的理想选择,因为它提供了韧性、强度、耐腐蚀性和最重要的是出色的可制造性的平衡。
设计
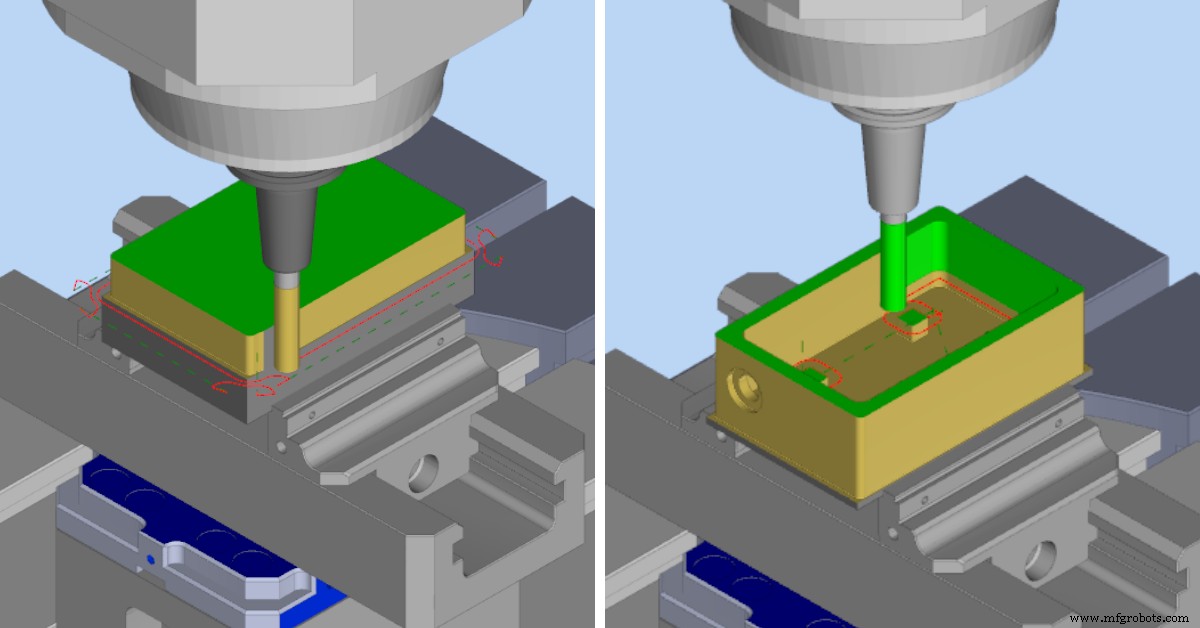
您越能简化您的设计 ,您的项目成本越低。您的项目细节、尺寸和几何形状对成本有很大影响。复杂、高度详细的零件可能需要多次设置,从而导致更高的成本。一些具有多个面的复杂项目,通过适当的修改可能会降低成本。
以下是一些帮助您降低成本的设计技巧:
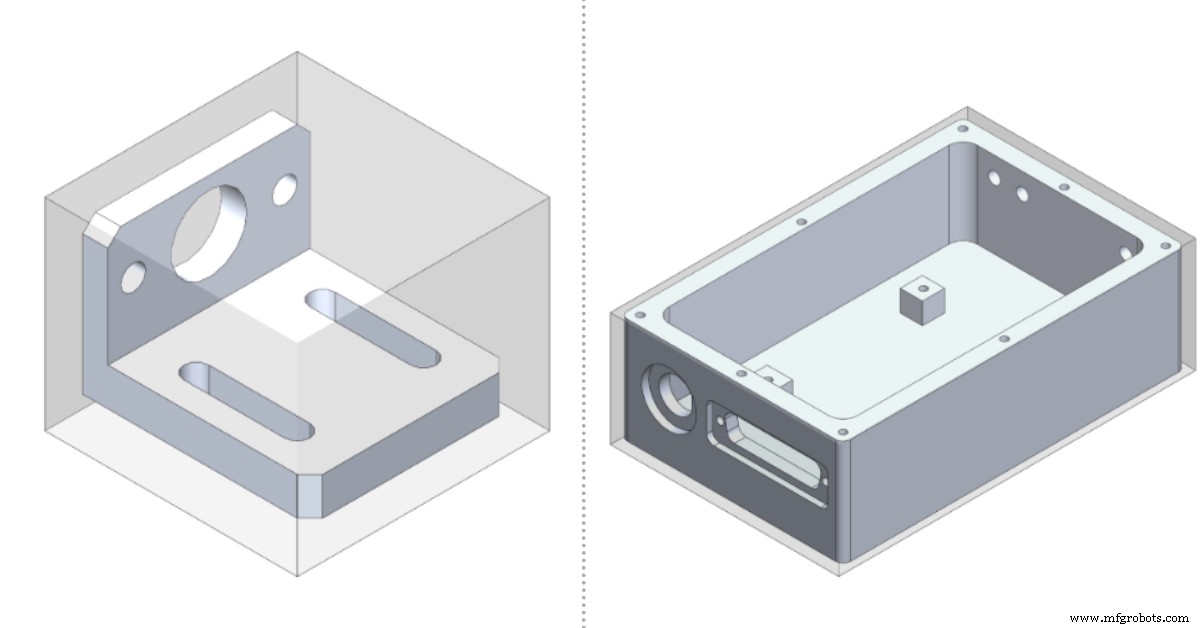
- 如果您的零件在所有面上都有孔或槽,请考虑尽可能将这些细节移动到同一个面上。这将降低设置成本并为您节省一些钱。
- 孔、槽等小特征可能会导致设计复杂且成本高昂。
尽量减少散装材料的去除
有时零件设计更改会对从零件中去除的材料量产生巨大影响。大多数零件是由棒料制成的,棒料最初是矩形或圆柱形。移除的库存量直接影响您的设计价格。
想一想适合您成品零件的最小盒子(这可以是矩形或圆柱形,以最适合您的成品零件为准)。盒子内不包含您的零件的体积代表制造您的零件需要去除的材料。您拥有的“空”空间越多,意味着需要移除的材料越多,这反过来又会推高加工您的设计的价格。某些形状会导致空白空间减少 并将您的设计修改为这些形状可以降低成本。
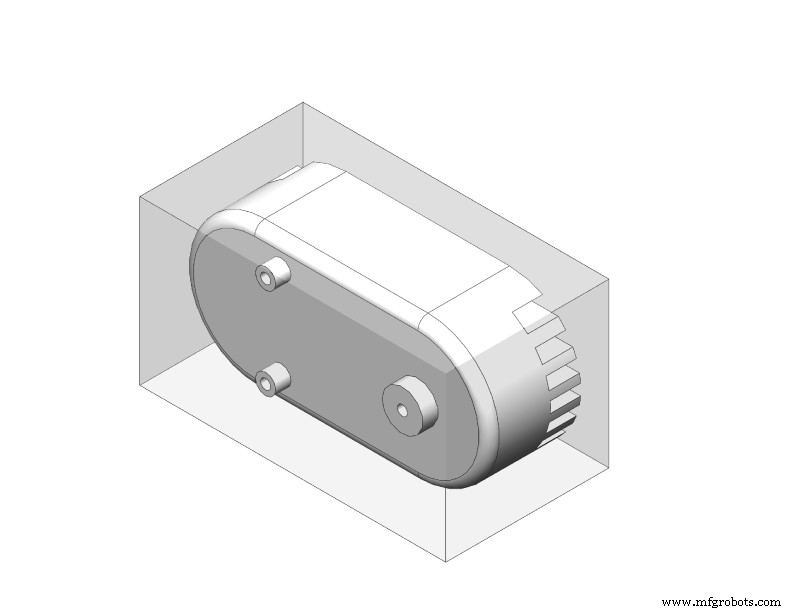
降低去除大量空气成本的一种方法是将您的设计分解为多个更简单的部分 更适合这个“盒子”。这将最大限度地减少材料去除并为您节省资金。
对于此选项,最好联系您的 Protocase 客户经理,讨论您的设计和削减成本的选项。在大多数情况下,它会简化零件制造,但如果没有正确完成,在我们工程团队的正确指导下,可能会由于更多的设置而导致价格上涨。
公差
在 CNC 加工零件上,我们的典型最小公差为 ±0.005 英寸 .虽然我们可以实现更严格的公差,但更大的公差将为您节省资金,因为更严格的公差意味着制造您的设计需要更高的制造精度。
公差应保持在您的设计允许的范围内,以提高可制造性,从而降低成本。如果您的设计需要严格的公差,我们可以提供,但我们建议您的公差至少保持在 ±0.005 英寸以上,以最大限度地降低成本。
内角半径
您选择的内角半径不仅会对零件的加工效率产生巨大影响,还会影响设计成本。通过使用可能的最大半径 对于您的设计,您既可以提高表面光洁度质量,又可以降低加工成本。
一个重要提示:零件或外壳外部的半径不受刀具直径的限制。
拐角半径应始终与您的设计允许的一样大。如果您需要内角的半径较小,我们建议的最小尺寸取决于角的深度。拐角越深,最小半径必须越大。
下面的图表显示了我们为每个深度范围推荐的特定深度范围拐角的最小值。推荐的最小值意味着我们有适用于这些值的流程,这些流程运行良好。最小场是我们可以达到的理论最小值,但低于推荐值,成本会增加,表面光洁度会开始受到影响。
我们始终建议保持半径尽可能大。
| 特征深度 | 最小半径 | 推荐的最小半径 |
|---|---|---|
| 0.47” (11.938mm) | 0.016” (0.406mm) | 0.031” (0.787mm) |
| 0.75” (19.05mm) | 0.032” (0.813mm) | 0.063” (1.6mm) |
| 2” (50.8mm) | 0.063” (1.6mm) | 0.094” (2.388mm) |
| 3” (76.2mm) | 0.125” (3.175mm) | 0.15” (3.81mm) |
| 3.25” (82.55mm) | 0.25” (6.35mm) | 0.275” (6.985mm) |
| 4.25” (107.95mm) | 0.3” (7.62mm) | 0.325” (8.255mm) |
| 5.75” (146.05mm) | 0.75” (19.05mm) | 0.8” (20.23mm) |
(阅读我们关于 CNC 加工中拐角半径的博文,了解有关此主题的更多信息)。
CNC 加工现成的外壳
降低 CNC 加工项目成本的另一种方法是使用现成 (OTS) 外壳 .我们备有各种各样的压铸外壳,我们可以数控加工并为您定制。
OTS 的成本要低得多,因为在定制 压铸 OTS 外壳时不会浪费任何材料 ,而定制的 CNC 加工外壳由实心材料块制成。当您使用 OTS 外壳时,我们可以根据您的设计要求在外壳上开定制孔,这将为您节省资金。
如果您想让 Protocase 为您的项目定制 OTS 外壳,请详细了解我们的可定制压铸外壳。
争取我们更长的交货时间(如果可以的话)
Protocase 现在提供两种不同的服务流:
优先级: 对于有库存材料和我们内部服务的订单,这是我们 2-3 天的标志性制造周转期。
经济: 我们新的经济交货期的基本交货期为 2-3 周,加上优先交货期为 2-3 天。具有经济交货期的订单与我们的优先定价相比略有折扣。
我们的新经济服务使我们的生产团队能够更有效地安排和优先安排我们生产设施中的工作。通过提供两种不同的服务流,我们可以确保我们的设备和生产团队始终得到优化,从而实现更精简的制造流程。
如果您在项目截止日期方面有一定的时间余地,并且正在寻找 Protocase 的最佳价格,我们的经济服务 非常适合您的需求。
结论
在设计 CNC 加工零件或外壳时,请考虑制造零件所需的复杂程度以及如何简化设计。 请记住,可制造性越高,成本越低。
如果您有任何疑问,请联系您的 Protocase 客户经理,他可以与我们的 CNC 工程和设计服务团队协调讨论!在您的设计阶段,它们可以帮助您避免设计不必要的昂贵部件。
我们的使命是找到适合您的解决方案,让您的项目持续推进,从而赶上最后期限并不断创新。
工业技术