

氧气罐
背景
氧(原子序数,8;原子量,16)对所有生物都是必不可少的,并且具有与几乎所有其他元素结合的能力。当元素与氧气融合时,它们被标记为被氧化。氧是世界上最丰富的元素,约占水的 90%(氢占另外 10%)和地壳的 46%(硅,28%;铝,8%;铁,5%;其中其他)。氧气的熔点为 -360°F (-218°C),沸点为 -297°F (-183°C)。在游离状态下,氧气是无味、无色和无味的。在低于 -297°F (183°C) 的温度下,氧气呈淡蓝色液体形式。
人体的三分之二由氧气组成。在人体中,氧气通过肺部吸入并通过血流分布到细胞中。在细胞中,氧气与其他化学物质结合,使它们被氧化。然后被氧化的细胞分布在需要它们的地方,为身体提供能量。呼吸的废物是水和二氧化碳,它们通过肺排出。
加压氧疗用于治疗多种医学疾病,例如肺气肿、哮喘和肺炎。这种药用形式的氧气通常保存在配备压力调节器和释放阀的中型铝罐中。大量氧气保存在压力为 2,000 lb/in 2 的大型绝缘钢罐中 (141 公斤/厘米 2 )。
历史
氧气的发现通常归功于英国化学家约瑟夫·普里斯特利 (Joseph Priestley)。 1767 年,Priestly 认为与碳混合的空气能够发电。他称这种碳化空气为mephitic空气。牧师继续进行有关空气的实验,并于 1774 年使用燃烧的玻璃和太阳能加热氧化汞。这样做时,他注意到氧化汞在极端温度下分解并形成元素汞珠。氧化汞还释放出一种奇怪的气体,可以促进火焰并打开呼吸道,使吸入时更容易呼吸。 Priestley 根据当时普遍认为物质燃烧需要燃素的想法将这种气体命名为脱燃空气。法国化学家 Antoine-Laurent Lavoisier 认为燃素理论是错误的。
拉瓦锡在 18 世纪中后期一直在进行他自己的燃烧和空气实验。 1774 年,他遇到了普里斯特利,普里斯特利告诉拉瓦锡发现了脱烟气的空气。拉瓦锡开始对普里斯特利的纯净空气进行他自己的实验。他观察到该元素是几种酸的一部分,并假设需要它来形成所有酸。基于这种错误的想法,拉瓦锡使用了希腊词 oxy (酸)和基因 (形成)创造法语词氧——在英语中翻译为氧——大约在 1779 年左右。
大约在 1771 年,还有第三个人因参与发现氧气而受到赞誉。瑞典药剂师和化学家卡尔·威廉·舍勒 (Carl Wilhelm Scheele) 发现需要某种元素(舍勒也认为它是燃素)才能要燃烧的物质。 Scheele 称这种元素为“火空气”,因为它是燃烧所必需的。在这些火气实验中,舍勒还发现了“污浊空气”,现在称为氮气。尽管 Scheele 在 Priestley 之前就已经分离出氧气,但 Priestley 首先发表了他的发现。
原材料
生产氧气罐的原材料是液态空气和铝。铝原料采用 6061 铸造。液态空气经过冷凝和加热,直到剩下纯氧,然后分配到铝罐中。可压缩的聚四氟乙烯环用于形成 O 型圈,O 型圈放置在 O 型密封套中,在阀门和气缸之间形成密封。 O 形圈压盖是在气缸顶部加工的精密凹陷。当阀门旋入气缸并完全就位时,它压缩O形圈并完成阀门和气缸之间的气密密封。
设计
氧气罐的尺寸、重量和功能各不相同,但制造过程非常相似。典型的医用氧气罐含有纯氧,顶部为绿色,拉丝钢体。
制造
过程
圆柱体的形成
- 1 氧气罐由单片 6061 铝制成。起始材料称为铸坯,长约 18 英尺 (5.5 m),形状像圆木。
- 2 铸坯被放置在传送带上,并用自动锯切割成所需的尺寸。锯片被称为毛坯,其重量和直径几乎与成品相同。
- 3 然后将坯料放入反向挤压机的模具内。压力机迫使一拳打在弹头上。坯料的金属在冲头周围向后流动,形成一个大的、中空的、杯形产品,称为壳。
- 4 然后检查外壳是否有缺陷并进行测量。
- 5 接下来,外壳将经历一个称为锻造的过程。外壳的开口端被加热并被迫进入闭合模具以关闭杯子的开口端。至此,一个无缝圆柱体的大体形状就完成了。
对气缸进行热处理
- 6 气缸通过称为固溶热处理和人工时效的两步热处理工艺传送。
- 7 第一个热处理过程,即固溶热处理,在将钢瓶放入固溶炉时开始。在这个过程中,铝的合金元素被放入溶液中。圆筒被加热到大约 1,000°F (538°C)。经受过这种热处理的圆柱体被标记为处于 T-4 状态。
- 8 第二个热循环,人工时效,包括将圆柱体传送通过时效炉,在那里它被加热到大约 350°F (177°C)。这允许合金元素从溶液中沉淀出来并进入晶界,从而强化圆柱体。已完成两个热处理过程的气缸被标记为处于 T-6 状态。
颈部配置
- 9 螺纹、O 型圈压盖和顶面是密封面并加工到气缸中。气缸被放置在铣床(能够在三个方向上移动的钻床)中。在计算机辅助设计 (AutoCAD) 软件的指导下,在气缸颈部的中心铣出一个孔。
- 10 使用成形工具将顶面、O 形圈压盖和螺纹(按此顺序)加工成圆柱体。成型工具的形状是圆柱体的顶部,O 形圈压盖和螺纹释放孔位于 O 形圈下方。成型工具作为钻头旋转并下降到气缸中,将成型加工到气缸颈部。
整理
- 11 然后对储罐进行水压测试。在此测试期间,储罐加压至其工作压力的五分之 一。如果水箱膨胀大于
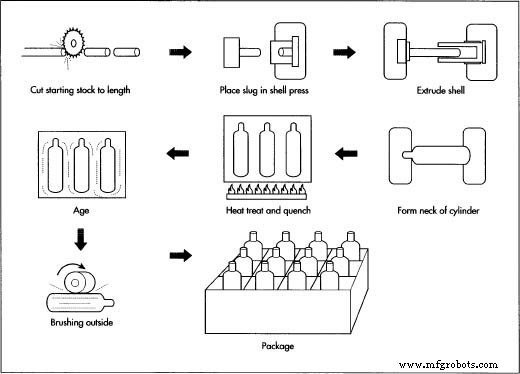 氧气罐的制造。 30 秒内指定数量,则拒绝。
氧气罐的制造。 30 秒内指定数量,则拒绝。 - 12 个识别标记通过气动压模印在油箱上。这些标记标识制造气瓶的规格、工作压力、序列号、制造商名称或编号以及储罐的制造日期。
- 13 用于医疗目的的罐体通常是拉丝的。水箱水平放置在传送带上,并在自动砂光机下旋转。
- 14 水箱顶部手工涂上绿色,然后整个水箱喷上透明粉末涂层并在烤箱中固化。
- 15 然后根据客户的要求将成品罐盖上盖子或配备阀门。
装满水箱
- 商业加压氧气是从液态空气中大批量蒸馏出来的。空气在 -297°F (-183°C) 时变成液体。空气供应被压缩,然后通过配备活塞(膨胀发动机)的隔间。
- 随着空气膨胀,活塞移动,从而增加隔间的容积并降低空气的压力和温度。
- 然后空气通过几个膨胀引擎旋转直到液化。然后液态空气被输送到巨大的隔热储罐中。
- 然后将液态氧煮沸以去除氮气,因为氮气的沸点较低(-320'F;195°C)。然后液态空气主要是氧气 (97-100%) 并被输送到大型绝缘罐中,直到分散到氧气瓶中。
质量控制
在制造过程中,气缸会被多次检查和清洁。储罐售出并投入使用后,必须每五年进行一次静水压和目视复检。测试是根据压缩气体协会的要求进行的。如果油箱没有损坏且磨损很小,则使用寿命是无限的。
DOT-3AL 是标识制造气瓶符合规范的标记。运输部 (DOT) 监管所有货物的运输。压缩气体的运输属于这一类。
副产品/废物
在制造过程中,将近 93% 的原材料(铸坯)用于最终产品。原材料的制造废料少于 7%。生产完成后,任何损坏到报废点的气瓶都会通过表冠上的“DOT-3AL”标记进行标记。如果罐已加压,则将其减压,拆下阀门,将气缸锯成两半并循环使用。报废的锯过的圆柱体可以而且应该回收利用。
未来
随着氧气罐医疗用途的增加,氧气罐变得越来越小,而且更易于操作。标准医用 E 罐可容纳 680 升,以每分钟 1 升 (lpm) 的速度可提供长达 11.3 小时的使用时间。该水箱空时重 7.9 磅(3.6 千克)。其中一个较小的氧气罐是 M9 罐。该罐可容纳 240 升氧气,以 1 lpm 的速度持续 4 小时或连续流动两小时。有一些配件,例如手推车或袋子,可以让用户轻松运输满罐。
哪里可以了解更多
其他
Catalina Cylinders 网页。 2001 年 11 月 8 日。
Tri-Med, Inc. 网页。 2001 年 11 月 8 日。
迪尔德丽 S. 布兰奇菲尔德
制造工艺