

缓冲层压板
背景
Bubble wrap 是一种包装材料的商标名称,该材料由两块塑料片层压在一起组成,这种方式可以将气泡捕获在均匀的小口袋中。该塑料片组件用作柔性垫,以在存储或运输过程中保护易碎物品。 Bubble wrap 的名称由新泽西州 Saddle Brook 的 Sealed Air Corporation 注册,但该名称已成为包装材料本身的同义词。类似的材料在工业中被称为缓冲层压材料。
人们早就认识到对高效、保护性包装材料的需求。最初,碎纸和抹布用于此目的。历史上使用的其他材料包括粉状云母和瓦楞纸板。随着塑料技术在 1950 年代和 1960 年代的成熟,开发了新的和改进的包装材料。由聚苯乙烯塑料制成的泡沫珠是塑料包装材料的一种流行示例;这些通常被称为泡沫聚苯乙烯花生。另一项基于塑料技术的创新是缓冲层压板,这是一种依靠空气来缓冲和保护高度脆弱物体的包装材料。这些层压板的首次使用可以追溯到 1970 年代初,当时用于加工塑料的方法变得越来越复杂,可以廉价和快速地制造。今天,它们由美国和国外的许多公司制造。虽然使用了多种制造方法,但基本过程包括在两片层压塑料片之间捕获气泡。
原材料
塑料树脂
缓冲层压板主要由聚乙烯和聚丙烯等树脂制成的塑料薄膜或薄片制成。这些树脂被广泛使用,因为它们性能良好且相对便宜。它们可以浇铸成坚固、柔韧的薄膜,能够保持空气而不会泄漏。此外,这些树脂是热塑性材料,这意味着它们很容易熔化和成型。这是一个重要的特性,因为塑料板在加工过程中可能会被重新加热。不同类型的树脂可用于制造顶层和底层,以赋予缓冲层压板特殊的性能。例如,一层可以用更硬的材料制成,以增加成品的刚度。
其他添加剂
聚丙烯或聚乙烯薄膜由多种添加剂与基础聚合物混合形成,以改变它们的性能并促进加工。这些添加剂包括控制树脂混合物柔韧性的润滑剂和增塑剂;紫外线吸收剂、热稳定剂和抗氧化剂,可抑制不同类型的降解;偶联剂和强度调节剂,它们可以改善聚合物和填料之间的结合。此外,添加抗静电剂以减少静电积聚,并且可以包含杀生物剂以抑制微生物生长。
制造
过程
缓冲层压板的制造过程包括三个主要步骤: 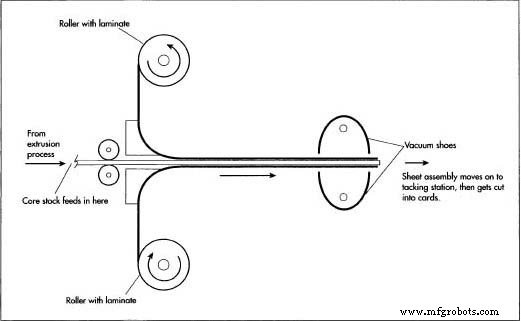 随着熔融树脂被挤压通过模具,它被成型为片材,然后进一步加工。挤出后,板材通过一系列不锈钢辊,称为三辊精整机或三辊堆。塑料复合和片材挤出、层压和精加工操作。
随着熔融树脂被挤压通过模具,它被成型为片材,然后进一步加工。挤出后,板材通过一系列不锈钢辊,称为三辊精整机或三辊堆。塑料复合和片材挤出、层压和精加工操作。
塑料复合和片材挤出
- 1 从供应商处批量购买符合制造商规格的塑料树脂。在该复合过程中,聚乙烯树脂被加热并与上述添加剂混合。然后将该混合物熔化并形成直径为 0.125 英寸(0.3175 厘米)的小丸。在制造过程开始时,这些颗粒被引入成型机,称为挤出机。在挤出机的一端是一个料斗,粒料被倾倒在料斗中。这个料斗将颗粒送入一个加热的长桶中。该机筒配有螺杆机构,可将塑料向前推动。机筒的另一端是不锈钢压板模具,可生产最宽 10 英尺 (3 m) 的板材。
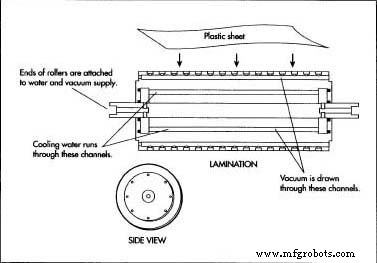
- 2 树脂沿着加热的机筒移动时会熔化,当它到达末端时,可以很容易地通过模具的开口将其挤出。当熔融树脂被挤压通过模具时,它被成型为片材,然后进一步加工。根据工艺的不同,片材可以在它仍然温暖时立即层压到另一层,或者可以稍后冷却并层压。在任何一种情况下,片材在挤出后都会通过一系列不锈钢辊,称为三辊精整机或三辊堆叠。这些滚筒的直径为 10-16 英寸(25.4-41 厘米),内部用水冷却。当塑料片材离开模具时,它进入辊隙,即顶部两个辊子相遇的点。纸张由滚轮的运动拉入,并通过上、中、下滚轮。这些辊子可以冷却纸张,同时帮助它保持正确的尺寸和形状。在通过三辊堆后,片材进入另一系列称为拉辊的辊子,牵引片材通过其余的处理。
层压
- 3 层压是用于以这种方式将两张纸密封在一起的过程
 层压是用于将两张纸密封在一起的过程,以捕获气泡。捕获气泡。通过以指定的图案拉伸或穿孔基底片材,可以实现这些气泡在片材表面上的均匀放置。片材中这些均匀放置的变形将保留空气并形成单独的口袋。使基材片变形的过程需要加热以软化塑料。如上所述,该步骤可以在挤出后立即进行,同时片材仍然是温暖的,或者片材可以在稍后重新加热和成型。然后可以通过将其暴露于成形表面来将气泡模制成软化的片材。该表面可以是具有所需形状和分布的突起的辊或板。当熔化的片材与成型表面接触时,塑料被成型为所需的图案。
层压是用于将两张纸密封在一起的过程,以捕获气泡。捕获气泡。通过以指定的图案拉伸或穿孔基底片材,可以实现这些气泡在片材表面上的均匀放置。片材中这些均匀放置的变形将保留空气并形成单独的口袋。使基材片变形的过程需要加热以软化塑料。如上所述,该步骤可以在挤出后立即进行,同时片材仍然是温暖的,或者片材可以在稍后重新加热和成型。然后可以通过将其暴露于成形表面来将气泡模制成软化的片材。该表面可以是具有所需形状和分布的突起的辊或板。当熔化的片材与成型表面接触时,塑料被成型为所需的图案。 - 4 产生这些气穴的一种方法是使用旋转带作为成型表面。这条皮带上有许多孔。当基材片沿着传送带移动时,真空源会向传送带上的孔施加吸力。气压差使塑料向下伸展到皮带上的孔中,从而形成一系列口袋。另一种方法使用模制板作为成形表面。将塑料片移动到该板下方的位置,通过该板抽真空。吸力使片材与模板中的凸起一致,并产生具有所需不规则表面的模制片材。第三种方法使用旋转的成型圆筒在塑料中形成气穴。
- 5 通过上述方法之一形成气穴后,将基材片材和第二片材一起送入一组层压辊。至少一张板必须处于适当的温度以确保发生粘合。压力和热量将片材密封在一起,气泡仍然被困住。
特殊操作
- 6 层压完成后,如有必要,通过开放式或强制通风系统冷却板材。空气可以从片材的上方和下方吹过。有时会进行水冷,但这需要额外的干燥时间并可能导致清洁问题。根据所制造的缓冲层压材料的类型,可能需要其他特殊处理。例如,某些类型的缓冲层压材料在一侧进行了粘合剂涂层处理。其他的则形成信封以容纳易碎的小物品。根据所涉及的处理,这些附加操作
 可以在层压过程之前或之后进行。
可以在层压过程之前或之后进行。
完成操作
- 7 缓冲层压板完成后,将片材切割成合适的尺寸。这可以作为初级加工的一部分完成,或者未切割的包装可以存储在大卷上并在以后切割成合适的尺寸。这种切割过程被称为切割,是用特殊的刀具完成的,可以切开厚厚的塑料层。层压材料可以卷装或以片材形式包装和销售。
副产品/废物
缓冲层压板制造的主要废品是塑料树脂。被污染、过热或以其他方式损坏的树脂必须丢弃。然而,由于与物理成型问题相关的原因而未能通过质量检查的板材可以返工。这种回收过程被称为重新研磨和切碎板材,重新熔化它们,然后将它们重新挤压成新的板材。为确保塑料符合物理规格,可将再生料与原始树脂混合。由于聚丙烯的热塑性,这可以在不损失质量的情况下完成。
质量控制
与其他塑料制造工艺一样,有几个关键领域必须受到严密控制,以确保生产出高质量的产品。在混合过程中,必须小心添加树脂和添加剂,以确保配方组分以适当的比例混合。在片材挤出操作开始之前,可以对成品树脂进行分析以确保其化学和物理特性符合规格。在挤出过程开始时,少量可能会被冲过挤出机的机筒。这种清洗过程会清理机筒并揭示成型系统的任何问题。
在挤出过程中,将树脂保持在适当的温度是至关重要的。聚合物的流速将根据其分子量和温度而变化。如果温度太低,树脂将无法正确地通过模具。如果温度太高,聚合物可能会发生热降解。过热会导致树脂发生化学变化,使其无法使用。在挤出过程中,不需要的化学相互作用也会影响塑料片材的质量。一个问题是氧化,这是一种与空气的反应,会对塑料产生负面影响。同样,与水分的相互作用会影响塑料的质量。如果水分太少,某些塑料混合物会变得太脆。
挤出过程完成后,必须正确清洁挤出机。在使用不同的树脂之前必须彻底清洁,因为以前使用过的树脂的痕迹会污染新的批次。模具清洁最好在机器还热的时候进行,残留的树脂可以很容易地刮掉。
还必须监测其他因素。例如,在某些制造方法中,顶部和底部塑料片对热的反应不同是很重要的,因此在层压过程中,一张会变形,而另一张不会。对于这种类型的操作,两张纸的热变形至少相差 77° F (25° C) 至关重要,否则在层压过程中会出现问题。
缓冲层压材料完成后,可以对样品进行评估,以确保片材符合强度、气泡破裂点和其他标准的规格。
未来
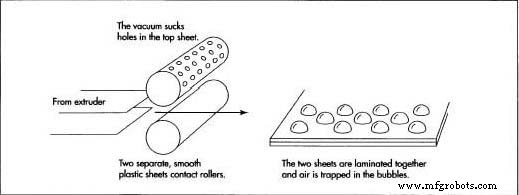
塑料技术的改进继续快速进行。这些进步可能会生产出更易于加工、提供更好缓冲能力且可生物降解的改进塑料化合物。考虑到包装材料是一次性产品并且使用量很大,后者的质量尤为重要。由塑料制成的缓冲层压板可以安全分解而不会对环境产生负面影响,这将是该行业的一项重要资产。虽然制造过程中使用的设备不断改进,但它们上市的速度可能很慢,因为更换现有机器可能非常昂贵。一种新的制造方法避免了对昂贵的成型设备的需求。相反,这种方法使用塑料基板作为图案来形成气泡,而无需昂贵的成型设备。在此过程中,首先将薄塑料片穿孔成所需的气泡图案。该层被层压到基材片材上,然后将组合物通过加热的夹送辊。施加真空或气压以通过基材中的穿孔拉动薄膜。该过程在不使用成型表面的情况下产生气泡。未来行业是否会采用这种或其他新的制造方法还有待观察。
制造工艺