

隐形眼镜
背景
隐形眼镜是一种佩戴在眼睛中以矫正视力的装置,尽管有些人佩戴有色隐形眼镜是为了增强或改变眼睛的颜色。薄塑料镜片漂浮在角膜上的泪膜上。对于某些形式的眼病,隐形眼镜比传统眼镜更能矫正视力。出于美观的原因,许多人更喜欢隐形眼镜而不是眼镜,而活跃的运动爱好者更喜欢隐形眼镜,因为它为他们提供了自由。基本上有三种类型的镜片:软的、硬的和透气的。软性隐形眼镜通常佩戴起来更舒适,但也比硬性隐形眼镜更容易撕裂。硬镜片也往往更频繁地“弹出”。透气镜片是硬镜片和软镜片的折衷方案,比硬镜片更舒适,但比软镜片更不容易撕裂。触点通常在白天佩戴,每晚取出进行清洁。长戴型镜片允许用户长时间佩戴隐形眼镜,即使在睡觉时也是如此。最近,一天一粒隐形眼镜在镜片佩戴者中越来越受欢迎。这些触点只戴一天就扔掉,免去了每晚清洁的麻烦。
历史
第一个隐形眼镜是由德国生理学家阿道夫·菲克 (Adolf Fick) 于 1887 年制造的。菲克的镜片由玻璃制成,是所谓的巩膜镜片,因为它覆盖了巩膜,即眼睛的白色部分。到 1912 年,另一位配镜师 Carl Zeiss 开发出一种玻璃角膜镜片,可贴合在角膜上。 1938 年,两位科学家 Obrig 和 Muller 推出了一种塑料巩膜镜片。它由通常称为有机玻璃的材料制成。因为它比玻璃轻,所以有机玻璃镜片更容易佩戴。 1948 年,Kevin Touhy 制造了第一颗塑料角膜镜片。
为了安装这些早期的镜片,在患者的眼球上制作了一个印模,并在最终的模具中成型了镜片。这个过程无疑是不舒服的,而且镜片本身经常戴上有问题。巩膜镜片剥夺了眼睛的氧气,许多早期的镜片从原位滑落或从眼睛中弹出,而且奇怪的是,通常难以去除。 Touhy 的第一个角膜镜片直径为 10.5 毫米,1954 年 Touhy 将直径进一步减小到 9.5 毫米,从而获得更好的佩戴性。大约在这个时候,博士伦公司开发了角膜曲率计,用于测量角膜,并消除了对眼球印象的需要。
第一个成功的软性隐形眼镜是由捷克斯洛伐克的化学家开发的。 1952 年,布拉格技术大学塑料系的教授们为自己设定了一项任务,即设计一种与活组织最佳兼容的新材料。他们并未着手制造隐形眼镜,但到 1954 年,捷克科学家团队发明了所谓的“亲水性”(因其对水的亲和力)凝胶,这是一种适用于眼部植入物的聚合物塑料。科学家们立即认出了新的 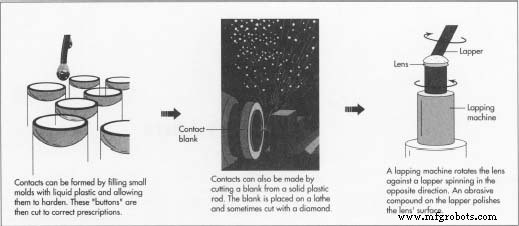 塑料作为矫正镜片的潜力,他们开始在动物身上进行实验。这些努力遭到了光学领域同事的蔑视,但其中一位科学家 Otto Wichterle 毫不畏惧,开始在他的厨房里完善软性隐形眼镜。 1961 年,Wichterle 和他的妻子从家里生产了 5,500 副隐形眼镜用于测试,他们的成功最终引起了更广泛的科学界的关注。美国博士伦公司获得了这项技术的许可,并于 1971 年推出了他们的 Softlens。仅在第一年,该公司就售出了约 100,000 副,从那时起,软性隐形眼镜就对公众产生了巨大的吸引力。
塑料作为矫正镜片的潜力,他们开始在动物身上进行实验。这些努力遭到了光学领域同事的蔑视,但其中一位科学家 Otto Wichterle 毫不畏惧,开始在他的厨房里完善软性隐形眼镜。 1961 年,Wichterle 和他的妻子从家里生产了 5,500 副隐形眼镜用于测试,他们的成功最终引起了更广泛的科学界的关注。美国博士伦公司获得了这项技术的许可,并于 1971 年推出了他们的 Softlens。仅在第一年,该公司就售出了约 100,000 副,从那时起,软性隐形眼镜就对公众产生了巨大的吸引力。
原材料
隐形眼镜的原材料是塑料聚合物。 (聚合物是通过连接不同化学物质的分子而形成的材料混合物。)硬隐形眼镜由聚甲基丙烯酸甲酯 (PMMA) 的某种变体制成。软性隐形眼镜由聚甲基丙烯酸羟乙酯 (pHEMA) 等聚合物制成,具有亲水性,即可以吸水并仍保持其形状和光学功能。镜片制造商一直在更新镜片材料的科学,任何隐形眼镜的具体材料可能因制造商而异。
制造
过程
隐形眼镜可以通过在车床上切割毛坯或通过模制工艺生产。镜片的成型包括将塑料成型为特定的曲率。晶状体的主弯称为中央前弯 (CAC) 和中央后曲线 (每次点击费用)。 CAC是指镜片朝外一侧的整体曲线。该外轮廓产生正确的屈光变化以满足患者的视觉需求。 CPC 是透镜的凹面内侧。这符合患者眼睛的测量值。通常先形成这两条曲线,然后称为半成品。当外围和中间曲线形成并且边缘成形时,镜片被视为完成。
成型方法
- 1 透镜的成型可以通过多种不同的方式进行。最初在布拉格开发的镜片是旋铸的。将三种不同的流体倒入打开的旋转模具中。镜片的外曲率是由模具成型的,内曲率是根据模具的旋转速度形成的。纺丝模具的离心力导致流体聚合,从而使分子链连接形成所需的亲水性塑料。更可靠的批量生产
 方法是注塑成型。在注塑成型中,熔融塑料在压力下注入模具。然后将镜片从模具中取出并冷却。然后在车床上对镜片进行精加工。也可以完全通过模压生产镜片,即不需要车床切割。这是最近的一项发展,通过高度自动化、计算机控制的模具生产成为可能。
方法是注塑成型。在注塑成型中,熔融塑料在压力下注入模具。然后将镜片从模具中取出并冷却。然后在车床上对镜片进行精加工。也可以完全通过模压生产镜片,即不需要车床切割。这是最近的一项发展,通过高度自动化、计算机控制的模具生产成为可能。
车床工艺
- 2 镜片的初始成型也可以通过在车床上进行切割来完成。首先制作一个空白。毛坯是一个仅比成品镜片尺寸略大的圆形。这可以从塑料棒上切割下来,或从塑料板上冲压而成。接下来,用一滴熔化的蜡将坯件固定在钢钮扣上。然后将按钮置于车床上,车床开始高速旋转。一种切割工具,可能是金刚石 或激光,在坯料中进行凹形切割以形成 CPC。车床上的指示器测量切割深度以指导镜片操作员。
接下来将固定坯料的按钮移至研磨机。研磨机将毛坯固定在研磨机上,研磨机是一个涂有研磨剂的旋转盘。研磨机的形状与镜片的 CPC 相匹配。研磨机沿一个方向旋转坯料,而研磨机则沿另一个方向旋转。它还以八字形的小动作移动空白。磨损会抛光镜片表面。
然后将抛光的镜片安装在称为心轴的钢轴上。心轴的末端经过研磨以匹配 CPC,因此镜头将安装在轴上。心轴安装在车床上,操作员在镜片上进行凸面切割以形成另一条主曲线,即 CAC。现在镜片的这一侧被抛光,并修改了研磨机以适应凸面 CAC。当镜片的第二面被抛光时,镜片被认为是半成品。
整理
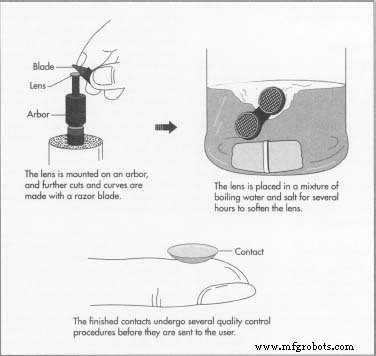
- 3 隐形眼镜需要再打磨几条曲线,然后镜片才能准确贴合患者的眼睛。最终的曲线是周边的前部和后部曲线以及中间的前部和后部曲线,它们控制着最靠近边缘和次靠近边缘的晶状体的形状。通过吸力或双面胶带将镜头再次安装在心轴上。心轴安装在车床或磨床上。这些较浅的切口可以用砂纸打磨或用刀片切割。此时也可以修整镜片的直径。
质量控制
- 4 质量控制对于隐形眼镜来说非常重要,因为它们是医疗设备,必须是定制的。在制造过程的每个阶段之后都会对镜片进行检查。在放大镜下检查镜片是否有异常。它们也通过阴影图来测量。镜头的放大阴影投射在印有用于测量直径和曲率的图表的屏幕上。镜头形状中的任何错误都会显示在阴影中。这个过程可以由计算机自动执行。
包装
- 5 镜片通过检查后,进行消毒。镜片在水和盐的混合物中煮沸数小时以软化镜片。接下来,镜头被包装。镜片的标准包装是一个玻璃小瓶,装满盐水溶液并用橡胶或金属塞住。软性隐形眼镜的亲水性材料吸收了盐水溶液,类似于人类的眼泪,变得柔软而有弹性。处于这种状态的镜片即可佩戴。
未来
隐形眼镜的材料是许多研究的主题。科学家们正在研究可能赋予塑料更理想特性的不同化学配方。目前正在研究的一种聚合物是一种称为硅氧烷的硅氧化合物。硅氧烷形成一层薄而柔韧的薄膜,使氧气进入眼睛的能力比目前的标准软镜片好 25 倍。然而,这种化合物有缺点:硅氧烷不容易润湿,它会将脂质(脂肪)吸引到其表面,导致其混浊。研究人员找到了一种方法,可以将氟分子添加到硅氧烷化合物中,从而使材料抵抗脂质。然后他们通过化学方法附着一种润湿剂,当在盐水溶液中煮沸时,润湿剂会改变其分子形状,因此该材料可以像传统的软镜片一样吸收水分。这种材料最终可能会导致长时间佩戴接触,一次可以佩戴数周。
研究人员还在研究可用于巩膜镜片的新型聚合物。对于大多数人来说,角膜镜片是常态,但大巩膜镜片对角膜严重受损的患者有用。根据眼部问题,有些患者在没有角膜移植的情况下无法恢复视力,但巩膜镜片可以帮助患者避免眼科手术。巩膜镜片位于眼睛的白色部分,并在角膜本身上形成一个拱顶。角膜上方的这个空间充满了人造泪液,用于抚平角膜受损的表面。过去,巩膜镜片不舒服,因为它们不能让足够的氧气进入眼睛,但对新材料的研究正集中在更透氧的镜片上。
用于透氧镜片的材料也在“奋进号”航天飞机上进行了试验。 该实验的设计者认为,与传统实验室制造的聚合物相比,微重力条件将促进镜片材料更好地排斥碎片并更有效地处理氧气。如果商业上可行,可以在太空制造新一代隐形眼镜。
制造工艺