

水射流与磨料水射流加工:主要区别和应用
水射流加工 (WJM) 和磨料水射流加工 (AWJM) 都是高压、高速工艺,广泛应用于从金属制造到纺织和食品加工等各个行业。 WJM 仅依赖清洁的加压水,而 AWJM 使用氧化铝、橄榄石或石榴石等磨料增强水流,从而显着提高切割能力。
在 WJM 中,使用增压器将水加速至 2,500–4,000 巴,然后通过小直径喷嘴输送。喷嘴将压力能转化为动能,产生高达 1,000m/s 的射流。可以添加稳定剂以防止射流耀斑,并且捕集器通常用于吸收残余速度、保护固定装置并改善表面光洁度。由于射流本身是唯一的切割介质,WJM 非常适合切割柔软或多孔材料,例如皮革、聚合物、食品和纺织品,但它缺乏切割金属或陶瓷所需的力量。
AWJM 通过在加压水中加入细磨料颗粒来解决这一限制。混合物在离开喷嘴之前在专用混合室(聚焦管)中形成。尽管喷射速度仍与纯水相当,但磨料的存在提供了微切割作用,使 AWJM 能够切割厚度达 10 毫米的金属和陶瓷板。代价是磨料的额外成本和颗粒嵌入的可能性,这使得 AWJM 不适合食品加工等卫生应用。
WJM 和 AWJM 之间的相似之处
- 两者都需要高压泵和增压器将水压提高到 2,500–4,000 巴。
- 这两个过程中的喷射速度通常约为 1,000m/s。
- 两者都使用喷嘴将压力转化为动能,从而保持所需的远离距离 (SOD) 和排放角度。
- 两种情况均采用捕集器来吸收残余射流能量并保护工件夹持装置。
主要差异
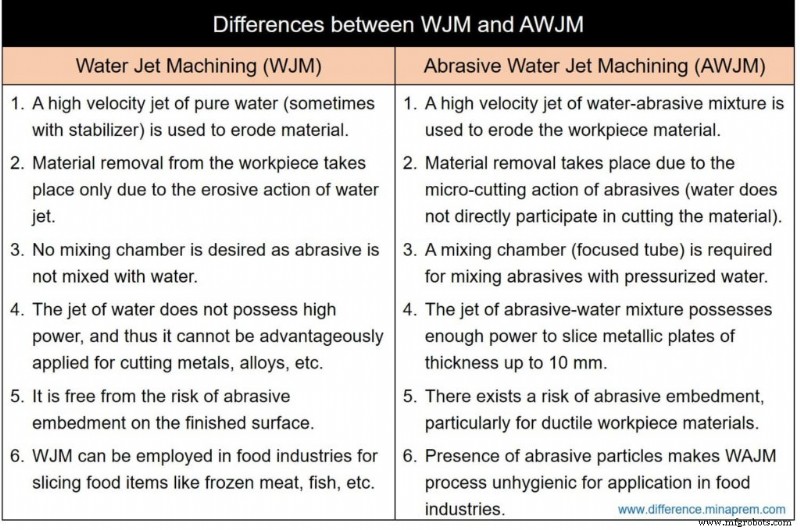
| 方面 | 水射流加工 (WJM) | 磨料水射流加工 (AWJM) |
|---|---|---|
| 切割介质 | 高速纯水(有时带有稳定剂) | 高速水磨料混合物 |
| 材料去除机制 | 水射流直接侵蚀 | 磨料微切削;水仅起载体和冲洗作用 |
| 需要混合室 | 无需腔室 | 需要按规定比例混合磨料 |
| 切割能力 | 软质材料:皮革、聚合物、食品、纺织品 | 软质材料以及厚度达 10 毫米的金属、合金和陶瓷 |
| 成本考虑 | 无磨料成本;降低运营成本 | 额外的磨料成本;总体费用较高 |
| 表面完整性风险 | 无磨料嵌入;优异的表面光洁度 | 磨料嵌入的风险,尤其是在延展性工件上 |
| 卫生适宜性 | 可安全用于食品加工(例如切片冷冻肉) | 由于磨料污染而不卫生;不推荐用于食品行业 |
参考文献
- Jain, V.K.(年份)。 先进加工工艺 。联合出版私人有限公司。
- Jagadeesha, T.(年份)。 非常规加工工艺 。 I.K. 国际出版社列兵。有限公司
- Mishra, P.K.(年份)。 非常规加工 。纳罗萨出版社。
制造工艺