

制药厂可靠性案例研究
维护和可靠性专业人员可以发挥作用。在大多数制造工厂,这意味着专注于工作,让运营部门能够将更多成品(无论是软饮料、摩托车、灯泡、汽车、纸杯蛋糕、热水器等)送到外面。
在礼来 (Eli Lilly) 位于印第安纳波利斯的生物合成人胰岛素 (BHI) 工厂,做出改变具有更大的意义。
 礼来 BHI 工厂的可靠性工程组包括(左起)高级可靠性工程师 Vadim Redchanskiy,可靠性工程技术员 Mary Ann Dust、维护和可靠性团队负责人 Ken Swank 以及高级可靠性工程师 Mark Lafever。
礼来 BHI 工厂的可靠性工程组包括(左起)高级可靠性工程师 Vadim Redchanskiy,可靠性工程技术员 Mary Ann Dust、维护和可靠性团队负责人 Ken Swank 以及高级可靠性工程师 Mark Lafever。 美国有近 2100 万人——全世界有 2 亿人——患有糖尿病。仅在美国,每年就诊断出近 100 万例新病例。许多糖尿病患者需要胰岛素来控制血糖(葡萄糖),而 BHI 植物有助于满足这种需求。该工厂于 1992 年投产,生产世界上很大比例的药用胰岛素。提高生产力的维护和可靠性工作使公司能够将高质量、维持生命的药物送到需要的人手中。
 礼来公司生产药用胰岛素已有 80 多年的历史。
礼来公司生产药用胰岛素已有 80 多年的历史。 无论您为制造电脑芯片还是薯片的公司工作,当您为利益相关者或经济增加价值时,都不能小看这一点,”该工厂的维护和可靠性团队负责人 Ken Swank 说。 “你做什么并不重要。这一点很重要。但是,有一个明显的区别。我曾经在一家工业涂料公司工作。我们的涂层应用于从高尔夫球到航天飞机再到手术器械的所有领域。当我看到最终产品时,我知道我是其中的一部分。但是当你在一家制药公司工作时。 . .这在个人层面上意义重大。
周末我遇到了一对夫妇,他们有一个年幼的儿子。我们开始交谈,我发现这个男孩患有糖尿病。我问他是1型还是2型。父亲问,你怎么对糖尿病了解这么多?男孩告诉我他是 1 型。我看着他说,‘你猜我靠什么谋生?我做胰岛素。我在礼来 (Eli Lilly) 工作,制作 Humulin。”他说,“谢谢。我真的很喜欢我的药。这让我感觉好多了。'
“我的部门负责确保这座大楼每次都在生产它应该生产的药物。每天有数百万人依赖它并获得它。”

公司的印第安纳波利斯园区包含
制造基地和公司办公室。
不断增加的需求
BHI 工厂规模庞大且技术复杂。它拥有17,000多台设备,13,000个输入/输出点和600个操作单元。产生 BHI 分子的加工方法涉及几个离心步骤、少数反应、许多纯化步骤和各种溶剂交换步骤。因此,大约三分之一的运营单位被归类为高风险或安全关键运营单位。
几年前,维护和可靠性负责人决定有必要进行重大变革,以最大限度地利用部门的时间、技能、资源和对工厂的潜在影响。 BHI 的运行速度是其原始设计容量的两倍多,业务需求持续增长。技术人员过度投入,修复工作经常被重新确定优先级以解决当前的需求,关键系统没有得到应有的重视。
 礼来公司生产的胰岛素占全球胰岛素供应量的 25%。
礼来公司生产的胰岛素占全球胰岛素供应量的 25%。 我们从不担心我们的设备在合格状态下运行,”Swank 说。 “但与当时的其他制药行业一样,我们并没有特别强调我们的设备,只是我们总是希望获得最长的正常运行时间以生产最多的药物。但是,当您考虑将尽可能多的重量带出家门时,我们就会提出疑问,“我们是继续增加设施还是从业务角度来看是否明智并专注于可靠性?'”
1990 年代后期,礼来的许多设施都在考虑这一点。例如,BHI 工程经理 Ron Reimer 在公司的克林顿(印第安纳州)实验室现场领导了增加主动工作和正常运行时间并降低维护成本的工作。作为该项目的一部分,该项目随后被系统化并被称为主动资产管理,他聘请了公司的第一位可靠性工程师。

工厂可靠性的所有主要利益相关者的直接参与
(生产、 HSE、质量控制、财务、工程和
管理)有助于确保可靠性
优先级计划的成功。
BHI 的增强工作始于 1999 年增加了一名可靠性工程师,并引入了以可靠性为中心的维护 (RCM) 和根本原因故障分析 (RCFA) 项目。当食品和药物管理局和环境保护局等监管机构开始仔细检查制药行业的维护时,这些努力就增加了。这些机构的信息很简单:维护等于工厂可靠性;工厂可靠性等于产品可靠性;整体可靠性等于合规性。 “不可靠”的公司可能面临处罚,包括关闭运营。
沟通的重要性
根据维护和可靠性团队负责人 Ken Swank 的说法,沟通在 BHI 工厂可靠性优先级计划的成功中起着重要作用。
“沟通是我工作中最重要的部分之一,”他说。 “我经常与生产负责人会面,并向他们解释即将发生的事情。我得到他们的承诺,并帮助他们了解它所增加的价值。他们也必须投入一些资源。显然,正确的分析不仅仅是我们的部门。它有时涉及工程、维护、可靠性、运营、技术服务、自动化。我们花了很多时间来确保他们确实理解价值。
我必须做大量的舞蹈和唱歌来帮助他们理解。但从各方面来看,支持都很好。”
“我认为,从那时起,可靠性开始成为今天的焦点,”Swank 说。“在我们成为真正可靠工厂的过程中,我们的愿景是当生产使用一块设备,它处于合格状态,在他们需要时可用,并且会以预定的性能水平运行。显然,我们在这方面发挥了重要作用。我们制定的维护策略是将那件设备保持在合格状态。此外,维护策略的深度涉及所需的利用率或正常运行时间。设施中的某些操作比其他操作运行得更多,冗余比其他操作更少,或者比其他操作更重要。这些需要更多关注和更详细的调查.”
一项始于 2004 年初的优先级计划是该战略的核心,旨在为最值得关注的运营单位提供正常运行时间和可靠性。
礼来如何定义可靠性角色
据礼来 BHI 维护和可靠性负责人称,他们的可靠性工程师的工作职能和职责包括:
- 通过 RCFA、FMEA、RCM 分析、铅偏差调查等,最大限度地减少设备故障。
- 制定指标以优化可靠性工作和资源。
- 自己的新设备和现有设备维护计划(审查/生成/批准)。
- 交付具有全流程影响的以可靠性为中心的项目。
- 关注维护和可靠性方面的业务实践,以提高设备可用性。
- 指导可靠性技术人员。
- 与控制室团队集成以有效支持他们的业务。
- 寻求和实施新技术以提高设备性能和可用性。
可靠性技术人员的工作职能和职责包括:
- 支持网站倡议。
- 完成并处理CMMS 数据输入表格。
- 协助可靠性工程师进行 RCFA、数据挖掘、FMEA、RCM、偏差、变更控制、现场验证、CMMS 数据改进等。
- 特殊项目——支持可靠性工作等
优先考虑
斯万克讲述了最终导致可靠性补救措施的行军命令。
“当时我的老板说,‘弄清楚我们将如何使 BHI 设施更加可靠。我们需要解决这个问题,’”Swank 说。 “他真正想说的是,‘您和您的团队需要了解设施的业务需求,确定一种方法来设置前进的道路以修复正确优先级的可靠性差距,将其出售给业务,执行并制作它是可持续的。”
听起来很简单,或者他是这么认为的。
“我们从 2004 年 2 月开始,并假设我们会在 3 月或 4 月完成,”他说。 “我们很快意识到这比我们预期的更加复杂和复杂。另外,我们想把它做对。”
游戏计划是开发一种分析,使用现有数据确定系统修复的优先级,作为部门日常支持工作之外的持续改进工作。分析要求是:
- 需要识别的系统并根据数据根据业务影响对它们进行排名;
- 将代表所有利益相关者;
- 分析可以在不到一个人周(40 小时)内完成。
这一挑战落在了该部门可靠性工程部分的肩上。该小组包括高级可靠性工程师 Mark Lafever、Vadim Redchanskiy 和 Rod Matasovsky(现已退休),以及可靠性工程技术人员 David Doyle、Mary Ann Dust 和 Matt O'Dell。他们开始制定分析内容的策略。
“他们是聪明人。我是管理层到场内人员的翻译,”Swank 说。 “他们了解数据系统,了解什么是有意义的,什么是不合理的。”
该小组承认,为了获得对该计划的支持,分析必须基于事实,并且需要直接涉及工厂可靠性(生产)的所有关键利益相关者并对其有意义。健康、安全和环境 (HSE);质量控制(QC);金融;工程;和管理。这将是一个令人难以置信的平衡行为。
“任何人都可以出去获取大量数据,”Lafever 说。 “我们必须决定从何处提取数据、如何提取数据,并弄清楚数据是否会告诉我们做出正确决策所需的信息。”
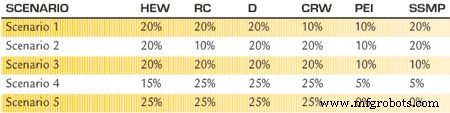
表 1. 五种场景的权重汇总。
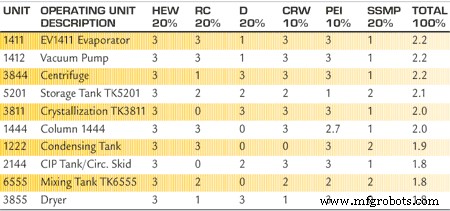
表 2. 第一个场景敏感性分析的示例。
Lafever 说,经过多次迭代和“多次摸索”,团队最终确定了一项分析,该分析使用过去 12 个月的现有数据将利益相关者考虑在内。这些数据包括:
1) 紧急工作时间,相当于设备停机时间,以满足生产。这是从工厂的计算机化维护管理系统收集的,该系统跟踪每个操作单元的所有小时数。紧急工作被定义为“迫不及待的工作”。虽然这不是系统停机时间的传统衡量标准,但它确实与系统无法正常运行时感受到的生产中断量直接相关。
2) 根据礼来的全球集成过程安全管理 (GIPSM) 进行风险分类,以满足 HSE。分级系统有四种可能:安全关键操作,最高风险因素;高风险,涉及相当大的环境、健康和火灾风险;机械完整性,由职业安全与健康管理局定义;并且没有风险或“以上都不是”。
3) 由设备故障引起的过程偏差数量,以满足 QC。这种有针对性的偏差是由设备可靠性问题引起的,而不是操作员错误或其他非设备问题。将偏差的数量与确定偏差对产品质量的影响的级别(1、2 或 3)一起考虑在内。
4) 满足财务的反应性工作成本。这再次取自 CMMS,它跟踪对运营单位的所有预算费用。该成本包括与在系统上完成的反应性工作相关的所有部件和人工。
5) 工艺工程师输入以满足工程要求。对负责每个系统的流程工程师进行了调查,主题包括系统老化、系统故障导致的潜在停机时间和监管影响。
6) 系统维护计划的状态,也满足工程要求。这被设计为包括四个级别: 1 级,不进行日常维护,被认为是最严重的;级别 2,系统存在预防性维护;执行第 3 级,定期资格评估 (PQE),旨在确保系统处于持续的资格状态并适合使用;并且,第 4 级,在系统上使用基于 RCM 的分析来生成维护计划。
该数据创建了一项“关键设备”评估,该评估着眼于 420 个运营单位,并确定了那些有可能停止生产或导致 OSHA 或 EPA 可报告事故的设备。
“我们在 CMMS 中设置结构的方式,以及我们控制事件数据库的方式,操作单元是最好的方式,”Lafever 说。 “有时,一个操作单元就是一个设备。大多数时候,它是一件重要的设备,还有很多。”
例如,Redchanskiy 表示,EV1411(蒸发过程)操作单元包括“50 到 60 件设备和仪表,例如阀门、热交换器和泵。”
评估将初始名单从420个运营单位减少到135个。
事实不会撒谎
在确定特定操作单元的重要性时,很难与事实争辩。
前端,”礼来维护和可靠性团队负责人 Ken Swank 说。 “在分析并向他们展示我们得出的结论后——我指出离心机排在第 63 位(在 135 个运营单位的名单中)——他们对此并没有过多询问。
“这也让我们超越了生产设备的定义。在分析之前,人们忘记了包括废物箱、空气处理器等。他们没有想到控制室 2 中的 Tank 1099,所有地漏都在那里。冲水通过排水管进入水箱。如果那个罐不能运行,我们就必须关闭我们的净化步骤。”
度量衡
为确保其余 135 个单元的优先顺序正确,该小组决定对每个数据源应用加权,并进行了一些敏感性分析。
“我们认为这六个标准的权重不同,”斯万克说。 “我们认为安全和质量的影响比我们花在紧急类型工作上的钱要大。”
为每个数据集开发了一个评分系统(0 到 3,0 表示影响和严重程度最小,3 表示影响和严重程度最大)并应用于每个运营单位。细目如下:
紧急工作时间 (HEW) :15小时以下(0分)、15至25小时以下(1分)、25至40小时以下(2分)、40小时以上(3分)。
风险分类 (RC) :无HSE风险(零)、机械完整性系统(一)、高风险流程(二)和安全关键操作(三)。
偏差 (D) :考虑到偏差的水平和数量,进行了四个分组。确定 2 级偏差等于 1 级偏差的三倍,3 级偏差等于 2 级偏差的两倍。这使得 1 级偏差值 1 分,2 级偏差值 3 分,3 级偏差值 6 分。这适用于每个偏差。结果,这些值是:二或更少(零)、大于二到五(一)、大于五到八(二)和大于八(三)。
反应性工作成本 (CRW) :低于 5,000 美元(零)、5,000 至低于 7,499 美元(一)、7,500 至 14,999 美元(两)和 15,000 美元或以上(三)。
工艺工程师输入 (PEI) :最小影响系统(零)和升级到最大影响系统(三)。
系统维护计划 (SSMP) 状态 :系统执行 RCM 分析(零),例行执行 PQE(一),执行 PM(二),不执行例行维护(三)。
对 135 个运营单位进行评分。然后将信息加载到电子表格中,并应用各种权重来强调各种数据集的重要性。敏感性分析项目包括五种不同的加权方案,以确保单个数据点不会影响系统的优先级排序。
情景从相当均匀的权重分布(HEW、HSE、D 和 SSMP,各占 20%;CRW 和 PEI,各占 10%)到消除两个类别(HEW、HSE、D 和 CRW,各占 20%;PEI)和 SSMP,零百分比)。在后一种情况下,剩余的数据集是“真实数据”,根据系统证明的可靠性级别而变化。场景如表1所示。
敏感性分析中的每个场景都采用风险因素并将其乘以该特定场景的权重。对每个运营单位的每个类别的产品求和。表 2 显示了第一个场景的示例。
当所有五个场景都完成后,可靠性团队会绘制并检查运营单位的最终分数。在确定最终排名和补救计划之前,还考虑了其他因素。有问题的单元是最近更换的,还是资本计划中的更换?本单位的整治计划能否适用于其他单位?这种修复需要哪些官能团,它们是否可用?过去做过哪些修复活动?
“例如,其中一台离心机接近列表的顶部,但我们知道另一个站点正在一个非常相似的系统上进行 RCM,”Swank 说。 “我们不需要重复工作。”
建议的修复活动的最终列表因运营单位而异,从深入的 RCM 分析到根本不修复系统。
那时,团队知道他们有一个全面的计划。
“这是一种磨练,”拉弗弗说。 “我们提出了三次计划——感觉像是 30 次——我们一直在说,'这还不够好。''质量控制会如何看待这个?''过程工程会如何看待这个?'我们非常困惑。我们必须确保解决所有方面和所有潜在问题。”
Swank 补充道,“第一次尝试时,就像是,‘哇,这还差得远。’ 很明显,为什么以前没有这样做过。这是很多工作。还有一些日常的事情会让你远离这样的事情。但我们告诉自己,我们会坚持下去并完成它。”
写作
2004 年 9 月 21 日,Swank 正式向工厂的领导团队展示了优先级模型,该团队包括现场负责人和所有职能经理。七个月的辛苦工作终于有了回报。
“没有以物易物或来回讨论,”他说。 “他们说,‘这太棒了。继续。’”
当然,点头和挥手只能到此为止。因此,Swank 让 Lafever 创建了一份报告,总结了评估过程,并详细说明了关键设备分析将如何逐年执行。该报告将作为未来评估的模板。
“我告诉领导团队成员签署它,”斯万克说。 “他们做到了。我有书面的。没有任何犹豫。这表明我们所做的分析非常强大。”
2005 年 2 月 28 日,关键设备分析正式确定并获得领导小组批准,该厂最重要的运营单元的整治活动被列入该厂 2005 年和 2006 年的业务计划。
模板使得后续评估几乎无缝。
“去年,进行分析轻而易举,”Lafever 说。
2006年计划已于5月完成。
补救措施的结果
Eli Lilly 工厂的维护和可靠性部门负责人表示,他们目前无法量化可靠性优先级计划的底线、美元和美分影响。
“不幸的是,我们并不总是年复一年地看到我们的工作成果,”Lafever 说。 “可能会延迟一年,因为系统需要时间来处理。”
但这并不意味着没有好处和结果。
Redchanskiy 和 Doyle 表示,仅通过重新评估对给定资产的维护方式,就可以不可避免地节省成本。
“在分析中,我们发现我们在几个没有任何反应性工作的系统上花费了大量资金,”Redchanskiy 说。 “我们在预防性维护上花费了大量资金。我们在 PM 上做得太过分了。我们改变了对这些系统进行维护的方式。”
“最大的转变是,对于某些系统,人们现在可以说运行到故障实际上是可以的,”Doyle 说。 “如果这是我们对该特定系统的诊断和计划,那就没问题了。这对我们来说是一种完全不同的哲学。”
Swank 说可以从工厂的生产力水平中得出积极的一面。
“我们已经达到了库存水平,而且我们的业务模式正朝着提高生产力的方向发展,这表明我们已经达到了第一个重要里程碑,”他说。
Lafever 认为参与修复项目可以增加技术知识并延长正常运行时间。
“当大多数维护和操作人员从 RCM 分析中得出结论时,他们可以被归类为该系统的专家,”他说。 “每个人都更好地了解小组的个人职能以及他们如何协同工作来执行他们的工作,即修理一件设备或确定一件设备何时出现问题。我认为,这种互动本身减少了紧急工作的数量。”
成功的最佳指标?
“这让我们的高层管理人员很高兴,”Doyle 说。
“这让我很高兴,”斯万克说。
所有这些改进都可以解释为什么 BHI 获得了 2005 年制造医学奖,该奖项授予礼来工厂,该工厂“最能满足业务需求并体现了公司的制造方式。”
礼来的其他工厂正在注意到优先级计划,并正在研究采用的可行性。这提高了公司范围内维护和可靠性的可见性。
“部分好处是企业对维护增加的价值的理解和认识,”雷默说。 “这是我们绝对想利用的东西。”
该团队每天都在证明,维护和可靠性专业人员可以而且确实有所作为。
设备保养维修