

减少磨煤机齿轮箱中的磨损颗粒
作者:Ken Nicholas,Schroeder Industries 润滑市场服务总监;理查德·温斯洛 (Richard Winslow),PacifiCorp – 诺顿工厂的高级首席工程师;和康菲石油公司工业润滑油和润滑脂技术协调员 Ted Naman
一家在美国西部运营的燃煤电厂在其煤粉操作中遇到了齿轮箱寿命短的问题。 OEM 推荐的 AGMA 6EP (ISO 320) 齿轮油在运行一年后未能根据油液分析结果和齿轮箱检查提供足够的润滑和保护。用过的油报告中过度磨损金属和较低的粘度证实了这一点。对使用过的 EP 齿轮油的进一步分析表明,润滑剂中颗粒污染物的过度堆积和 EP 添加剂包的消耗。污染主要由轴承和齿轮齿磨损产生的污垢/煤尘和金属颗粒组成,并发生过度磨损的连锁反应。
粉碎机齿轮箱说明和运行成本
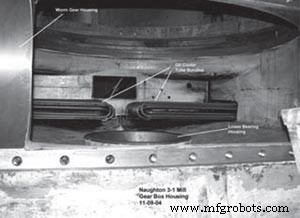
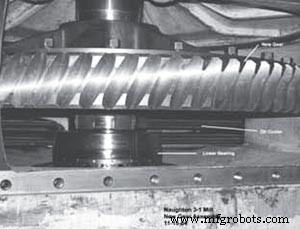
粉碎机齿轮箱的设计可以追溯到 1960 年代初。由大型 800 rpm 电动机驱动的钢制蜗轮驱动直接连接到研磨台的青铜大齿轮。水槽可容纳 255 加仑。齿轮油温度由一体式水冷式热交换器控制。齿轮箱 OEM 推荐使用未经过滤的 ISO 320 EP 齿轮油来润滑钢齿轮和轴承上的青铜。
尽管这种齿轮箱设计坚固且简单,但维护成本变得过高,并且维护停机/大修间隔不支持发电计划。每个粉碎机齿轮箱的典型维护成本和间隔如下:
- 需要每 12 个月更换一次油,材料和人工成本为 5,000 美元,电力生产损失为 20,000 至 50,000 美元,这是该时间段内大多数燃煤发电机组的典型情况。这个特殊的工厂安装了 13 台这样的磨煤机。
- 运行 10 年后,旋转青铜大齿轮,露出未磨损的齿轮齿面。这需要 4 周的周转时间,包括维护工作,每台设备的总成本为 300,000 美元。
- 每运行 20 年,就需要对齿轮箱进行彻底改造。这项工作的零件和人工成本超过了每个齿轮箱 450,000 美元,每台粉碎机的生产损失又增加了 250,000 美元。
打破磨损连锁反应
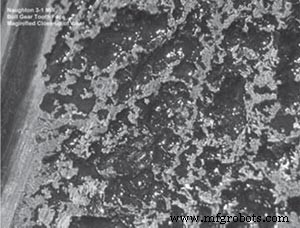
磨损部件的初步分析表明,青铜齿轮面正在经历显着的滑动接触和剥落。随着大修时间的增加,青铜齿轮面磨损越来越严重。工厂人员开始寻找更好的润滑系统来打破磨损连锁反应。
工厂人员怀疑青铜大齿轮面上的磨损图案归因于以下内容:
- 齿轮油中煤尘和污垢的高颗粒负载
- EP 添加剂包在操作过程中受到化学侵蚀,很可能是由于硫磷 EP 添加剂对青铜大齿轮具有活性,导致齿轮油中的铜含量过高
- 齿轮油添加剂与产生的一些颗粒之间的催化反应
工厂人员开始从多个方面解决这些问题:
- 寻找更好地密封齿轮箱以防止吸入颗粒物(主要是煤尘)的方法
- 齿轮油的过滤方法/选项以快速捕获微粒和产生的磨损微粒
- 增强型润滑油技术(包括基础油和添加剂包)可延长维护间隔,而不会造成能源消耗损失
问题解决
在打破磨损连锁反应方面取得了以下成功:
颗粒物进入: 通过在齿轮箱通风口上使用呼吸干燥剂过滤器和非常密切地注意研磨台密封件,成功地控制了这一点。最初的 ISO 清洁度代码 23/21/18(根据 ISO 4406-1999)是通过积极的呼吸器过滤实现的,如本文底部的附录 1 所示。由于颗粒物含量非常高,以前的颗粒物计数尝试无法建立目标 ISO 清洁度水平。
过滤方式及客户要求: 从历史上看,在煤粉化环境中过滤 ISO 320 和 460 齿轮油的能力被证明是非常困难的。工厂人员确定肾循环过滤系统是从粉碎机齿轮箱中去除颗粒污染物和解决齿轮磨损问题的选项之一。肾循环过滤系统必须具备以下特点:
- 足够的流速来处理粘度较高的齿轮油
- 高纳污能力
- 低维护;在正常操作条件下,过滤器更换不应超过每月一次
- 能够在对齿轮箱进行维护后的一周内显示齿轮油清洁情况
- 继续清理齿轮油并按照 ISO 4406-1999 保持目标清洁度代码 18/15/11
- 提供过滤前后采样点,用于评估过滤效果
- 撬装安装
- 吸入和排放位置旨在消除火灾隐患,并且每 30 分钟翻转整个变速箱油槽
- 不干扰正常维护活动的过滤橇尺寸
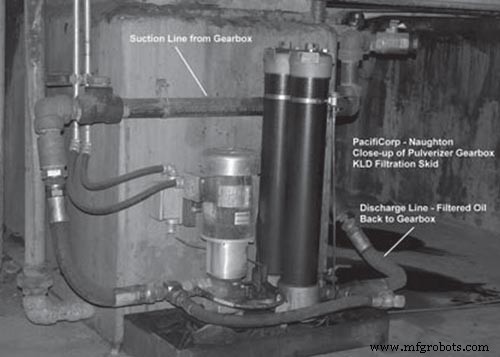
图 1. 肾循环过滤系统
过滤技术的进步
已确定适用于该应用的先进过滤技术可轻松用于满足上述要求的重质齿轮油。采购并安装了使用高效、高纳污能力的合成过滤介质的离线肾循环过滤包。该封装使用两个串联安装的过滤器外壳,两个外壳中都有一个通用尺寸的元件,如图 1 所示。
最初推荐用于试装的滤芯在第一阶段的评级为 Beta 25=200,在第二阶段的评级为 Beta10=200。对于 460 厘沲 (cSt) (2,500 SUS) 齿轮油,油流由额定值为 10 加仑/分钟的叶片泵输送。系统流体的温度范围从闲置时的 65 华氏度(18 摄氏度)到正常运行时的 130 华氏度(54 摄氏度)不等。过滤组件安装时,吸入管路直接从储液罐底部进入过滤器组;出口或过滤后的排放管线直接通过管道连接到蓄水池的顶部。
滤芯状况由安装在每个过滤器外壳上的压差计监测,目标压力为 25 至 28 psig 作为滤芯负载的指标;在允许内部旁通阀开始打开之前更换元件。过滤套件的其他功能包括上游和下游取样阀,无需关闭系统即可采集齿轮油样品。
润滑技术的进步
OEM 为粉碎机齿轮箱推荐了 AGMA 6EP (ISO 320) 齿轮油。对齿轮齿磨损模式的评估表明,该齿轮油中的 EP 添加剂包对青铜大齿轮过于活跃,与变速箱中的污染物一起导致过早磨损。对用过的齿轮油样品的分析证实,EP 添加剂包正在耗尽。 EP 添加剂包的消耗被确定是由于青铜在钢齿轮上的连续滑动和暴露在高温下。红外热成像图像证实了这一点。如附录 1 所示,ISO 清洁度代码证实了非常高的灰尘和颗粒负载。很明显,OEM 推荐的 EP 齿轮油没有为齿轮提供足够的保护。
基于这些发现,并在与润滑油供应商协商后,各方确定 AGMA 7 (ISO 460) 合成齿轮油最适合在此应用中保护齿轮箱。这种合成齿轮油具有更高的粘度等级和更好的润滑性,再加上 R&O 化学添加剂,可提供比原始设备制造商推荐的更高的油膜强度,并在考虑温度要求和齿轮箱寿命的情况下延长齿轮箱的使用寿命.合成齿轮油的物理性质如表1所示:
ISO 460 级
AGMA 7 级
密度,磅/加仑 7.34
闪点 (COC), °C (°F) 240 (465)
倾点,°C (°F) -29 (-20)
粘度,
cSt @ 40°C 460
cSt @ 100°C 37.2
SUS @ 100°F 2431
SUS @ 210°F 181
粘度指数123
酸值,ASTM D974,mg KOH/g 0.20
铜腐蚀,ASTM D130 1a
泡沫测试,ASTM D892 通过
四球 EP,ASTM D2783,焊接载荷,kgf 315
四球磨损,ASTM D4172,疤痕直径,mm 0.40
FZG 齿轮测试,ASTM D5182,通过阶段 12
沉淀数,ASTM D91,ml 0.001
锈蚀测试,ASTM D665 A&B 通过
表 1. ISO 460 合成齿轮油的物理特性
过去,工厂人员曾评估在粉碎机齿轮箱中使用合成齿轮油的可行性,但确定齿轮箱中的高污垢负荷使得频繁换油变得不经济。然而,随着现在过滤性能的改进,提供至少三年的潜在油寿命,使用合成齿轮油的经济性是合理的。合成 ISO 460 齿轮油具有多种优势,包括:
- 在较低温度下增强泵送性,从而增强过滤性
- 更高的抗氧化性和热稳定性
- 在高温和低温下具有更高的薄膜强度
- 在干净、过滤的环境中延长使用寿命
运行结果
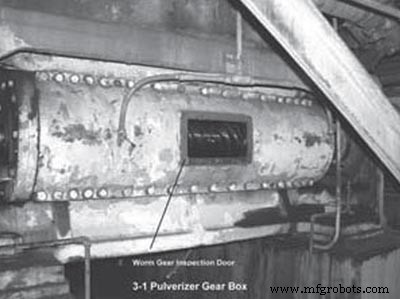
粉碎机齿轮箱进行了大修,除钢蜗轮外,所有主要旋转部件均已更换。作为大修过程的一部分,变速箱用无绒抹布擦干干净。钢蜗杆和青铜大齿轮精确对齐并带有蓝色格子。油箱用 ISO 460 矿物油冲洗,然后填充合成 ISO 460 齿轮油。从油箱中抽取基准齿轮油样品并根据 ISO 4406-1999 分析颗粒计数。 ISO 清洁度代码结果是 23/21/18。粉碎机齿轮箱与过滤系统一起投入使用。运行三个小时后,粒子数减少到 21/19/11,如附录 1 所示。
运行 48 小时后,该工厂在每个外壳中安装了一组 Beta 5=200 滤芯,以进一步减少系统污染并达到 ISO 清洁度代码 18/15/11 的目标。粉碎机齿轮箱和过滤系统再继续运行两周,并使用压差计监测元件状况。由于在这两周内使用 Beta 5=200 过滤器,达到了 ISO 清洁度代码 18/15/11 的目标。
在试安装过程中还监测了滤芯的使用寿命;结果表明,考虑到系统的初始清理,以及持续使用期间的使用寿命,高污垢容量介质超出了预期。迄今为止的平均使用寿命,使用 Beta 5=200 介质为一年。

图 2.
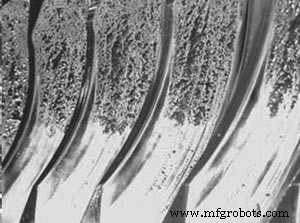
在试安装过程中,对油样进行了物理和化学特性、颗粒计数和分析铁谱分析。结果表明,磨损金属显着减少,油液清洁度保持不变。
结论
鉴于初始安装的成功,发电厂通过使用 ISO 460 合成齿轮油和新的过滤系统继续获得以下好处:
- 显着改善齿轮和轴承润滑
- 迄今为止,根据油液分析报告,齿轮箱中的磨损金属最少到不存在
- 由于使用了更高粘度的合成齿轮油,驱动电机的能耗不会增加。一些工厂仪器测量表明电机电流强度下降 1%(4160 VAC 电机)
- 粒子计数和分析铁谱现在是准确预测/主动维护的现实选择。
- 齿轮油寿命延长,并提供降低处置成本和减少环境影响/废油产生的额外好处。
- 变速箱寿命显着延长
- 消除了与污染相关的停机时间
- 维护间隔延长
- 自从应用润滑油升级和第一个过滤包并密切监控结果后,该发电厂购买并安装了第二个机组
致谢
- John Kinion 和维护人员,Pacificorp Naughton Plant, South U.S. Highway 189, Kemmerer, WY 83101
- Chris Tully,项目工程师,Schroeder Industries LLC,580 West Park Road, Leetsdale, PA 15056
- Ken Knochel,技术服务,Schroeder Industries LLC,580 West Park Road, Leetsdale, PA 15056
参考资料
- ISO 4406:1999。液压流体动力。流体。固体颗粒污染程度的编码方法
- ISO 16889:1999 液压流体动力过滤器。评价滤芯过滤性能的多通道法
- Ivan Sheffield,Schroeder Industries,“过滤和污染的变化——过滤行业的转变方向”。 机械润滑 杂志,2005 年 1 月
附录 1



设备保养维修