

与石墨搏斗:加工指南
尽管是一种较软的材料,但石墨实际上是最难加工的材料之一。在加工这些零件时,机械师需要在工具、冷却剂使用和人身安全方面做出许多考虑。这篇“In The Loupe”帖子将探讨材料特性、需要考虑的关键加工技术以及正确选择切削刀具以在这种棘手材料上取得成功的技巧。
什么是石墨?
虽然石墨是碳的同素异形体,但这两个术语不能简单地互换。碳是一种元素,可以形成几种不同的同素异形体,包括石墨、金刚石和富勒体。石墨恰好是最稳定的碳形式,也是最常见的,因为碳在标准条件下自然以石墨的形式存在。
石墨以其卓越的导电性和耐高温和耐腐蚀而闻名。这使其成为航空航天、电极、核能、能源和军事工业中高温、高压情况下的常用材料。

尽管石墨可以轻松应对强烈的高压情况,但它实际上是一种非常柔软、磨蚀性和脆性的材料。这在加工时可能会带来严重的挑战,因为石墨会消耗切削工具,并严重缩短工具的使用寿命。然而,通过适当的工具和技术,有一些方法可以优化石墨加工,使其比竞争对手更具成本效益。
石墨加工技术
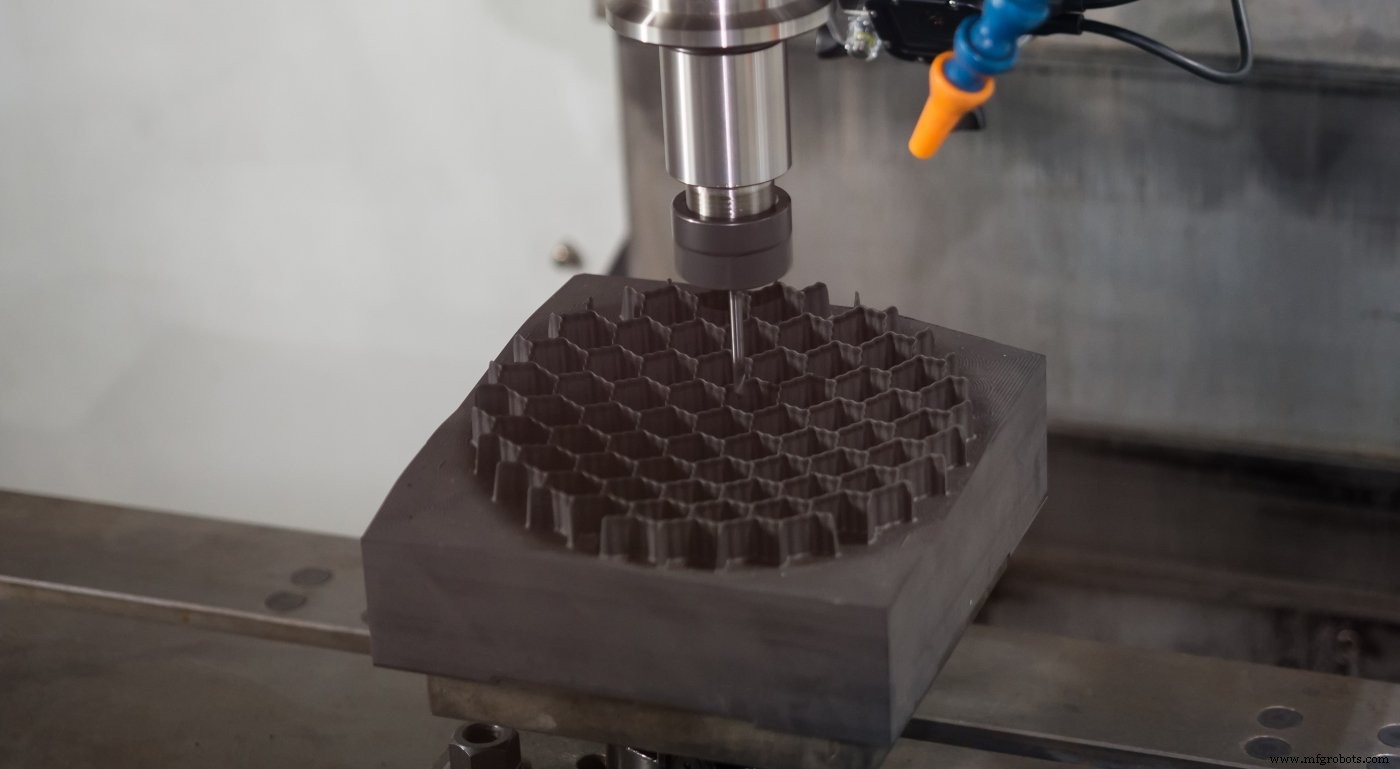
由于石墨是一种如此软而脆的材料,因此在加工时需要特别考虑避免碎裂。为了获得良好的切削效果,建议您采用轻切屑负载并在石墨中使用较低的进给率。如果您要以快速进给速率进行重切削,您将开始使石墨碎裂并可能导致其完全断裂。作为比较点,石墨的切屑负荷与铝材料相似,但进给速度不到一半。
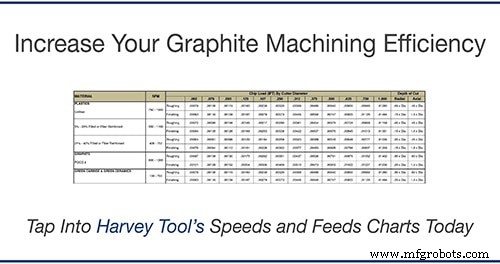
为了让您了解石墨的速度和进给量,这里是一个使用 1/4 英寸 Harvey Tool CVD 金刚石涂层 4 刃方形立铣刀的示例。如果该工具在 780 SFM 下以 12,000 的标准 RPM 运行,则对于 140 IPM 的进给速率,推荐的切屑负载为 0.00292。

在机器设置方面,要记住的一个主要提示是始终避免使用冷却液。石墨是一种相当多孔的材料,因此它可以吸收冷却剂并充当“冷却剂海绵”,这会导致成品零件出现问题。在机床内部和工具上,冷却剂实际上会与石墨粉尘发生反应并形成磨料浆,这会在加工时引起问题。建议在加工石墨时使用真空系统来清除材料。否则,涂层工具应该可以干涸。
加工石墨时要注意的另一件事是,由于石墨不会产生切屑,而是产生一团非常磨蚀性的粉尘,因此如果没有适当的保养,它可能会对操作员和机器造成伤害。操作人员应佩戴防护面罩,避免吸入石墨粉尘。车间内的适当通风和保持空气质量也是保护在石墨中工作的机械师的关键。
由于石墨粉尘也具有极强的导电性,因此很容易损坏 CNC 机床内部的非保护电路,从而导致严重的电气问题。虽然不推荐使用冷却液,但真空系统可以帮助清除灰尘,防止灰尘在机器内积聚过多,从而防止出现严重问题。
提高您的石墨加工效率 - 立即利用 Harvey Tool 的速度和进给图表
石墨加工刀具
如前所述,石墨是一种臭名昭著的切削工具杀手,因为它具有极强的磨蚀性。即使是最高质量的硬质合金立铣刀,如果没有涂层,在大多数工作中也会很快磨损。这种极端磨损可能会在操作过程中强制更换工具,这可能会在尝试重新开始磨损工具停止的操作时导致零件出现缺陷。
在选择用于石墨加工的刀具时,涂层和切削刃是最重要的考虑因素。在购买工具时,槽数、螺旋角和工具几何形状的其他关键特征最终排在涂层之后。
对于石墨加工,建议尽可能使用 CVD(化学气相沉积)金刚石涂层,以最大限度地延长刀具寿命和刀具性能。这些涂层直接生长在硬质合金立铣刀中,提高了硬度,并为刀具留下了比 PVD 金刚石涂层厚 5 倍的涂层。 CVD 金刚石涂层虽然不是最锋利的刃口,但由于金刚石层较厚,因此比其他金刚石涂层提供更长的刀具寿命。
尽管 CVD 涂层刀具的初始刀具成本可能高于未涂层刀具,但由于 CVD 涂层刀具的刀具寿命比未涂层刀具长得多,这使得每个零件的成本显着降低。在石墨等坚硬的磨蚀性材料中,未涂层的硬质合金刀具将在石墨的磨蚀性完全磨损切削刃之前持续很短的时间。拥有 CVD 涂层刀具将使您在竞争中脱颖而出,让您的机器保持运行,减少刀具更换的停机时间,并最终节省大量成本。

总体而言,石墨可能是一种难以加工的材料,但使用正确的切削工具以及适当的速度和进给量,您将很快制造出高质量的零件。 Harvey Tool 提供各种直径、加工范围和切削长度的 CVD 涂层立铣刀,以确保您拥有完成任何工作所需的一切。
数控机床