

关闭 Tool Chatter 的 3 个步骤
切削工具在加工过程中会受到很大的力,这会导致振动——也称为颤振或谐波。完全避免这些振动是不可能的,尽管最大限度地减少它们对于加工成功至关重要。如果不遵循正确的加工步骤,振动就会变得有害。这会导致强烈的、部分破坏性的喋喋不休。在这些情况下,零件会出现所谓的“颤振痕迹”,或沿零件表面的清晰振动痕迹。由于过度振动,工具的磨损率会增加。
可以通过以下三个简单但经常被忽视的步骤来避免 Tool Chatter:
使用 Harvey Tool 的材料专用工具关闭工具抖动
为您的工作选择合适的工具
这似乎很简单,但是为您的应用程序选择最佳工具可能会令人困惑。有这么多不同的工具几何样式——总长度、切割长度、范围、凹槽数量——有时很难为你的工作缩小一种特定的工具。通常,机械师会选择可以执行各种操作的通用工具,而忽略了针对一种材料和工作进行优化的选项。
选择材料专用工具很有帮助,因为每种材料都有不同的需求。例如,钢材的加工方式与铝材的加工方式不同。从切屑尺寸到排屑,一切都是不同的。可变螺旋或可变螺距设计有助于通过减少谐波来最小化颤振,谐波是由切削刃与工件反复接触引起的。为了减少谐波,排屑槽与工件接触的时间间隔是不同的。
在为您的工作决定工具时,总长度是另一个需要考虑的重要因素。刀具从主轴上悬垂的悬垂或长度越多,主轴与刀具的连接就越不牢固,振动也越大。确保您的工具仅与您的操作所需的时间一样长,这对于最大限度地减少颤振和谐波非常重要。如果在零件深处加工,请选择伸手可及的工具或伸手可及的刀柄,以帮助巩固连接。
确保安全连接
当谈到安全的刀具夹持方法时,刀柄和夹头都很重要。毫不奇怪,松动的工具在加工过程中具有更大的移动或振动能力。考虑到这一点,Helical 提供刀柄配置来帮助连接,包括 ToughGRIP 刀柄,它用更粗糙、更粗糙的表面代替光滑的镜面表面,以增加摩擦力。 Helical 也是 HAIMER Safe-Lock™ 的授权商,在刀具柄上添加了与主轴旋转相反的凹槽,将刀具牢固地固定到位。
机械师还必须了解他们可用的不同类型的夹头,以确定是否需要更好的解决方案。例如,与机械主轴拧紧方法相比,液压工具架或热缩配合工具架可促进更牢固的连接。
有关详细信息,请参阅关键工具持有注意事项

选择一个 Chatter 最小化策略
工具的运行方式可能意味着出色的工作结果和损坏的零件之间的差异。这包括刀具运行的参数以及它的旋转方向——传统铣削或顺铣技术。
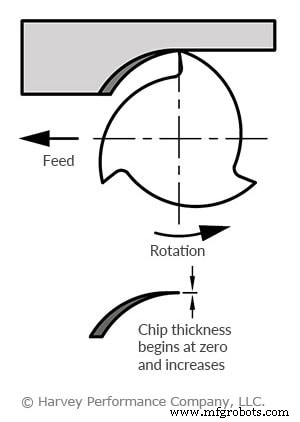
常规铣削
在这种方法中,切屑宽度从零开始逐渐增加,导致更多的热量扩散到工件中。这会导致加工硬化,给机械师带来更多麻烦。
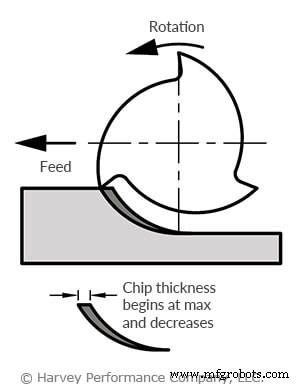
爬铣
大多数现代机加工车间将使用顺铣技术,或者当切屑宽度从最大开始并在切削过程中减小时。顺铣将提供比传统方法更一致的切削,并且对工具施加的压力更小。把它想象成举重——在锻炼开始时做重物是最容易的。同样,首先去除最厚切屑的切割有助于工具保持其强度。由于切屑过程更迅速,因此振动最小化。
有关详细信息,请参阅爬铣与铣削。常规铣削
总结
在加工过程中振动是不可避免的,但最大限度地减少振动可能意味着成功加工和报废零件之间的差异。遵循三个简单的规则可以帮助控制您的颤振和谐波,包括:选择正确的工具,确保安全的机床连接,以及在爬铣策略中使用它。 Harvey Tool 和 Helical Solutions 都有可以提供帮助的工具,包括刀柄修改和可变螺旋或可变螺距立铣刀。
数控机床