

如何改进啄钻固定循环
大多数CNC加工中心提供两种类型的深孔钻固定循环:G73对可锻材料进行断屑,G83对深孔进行排屑。 G73 用于在钻孔时断屑,以固定间隔(例如,每 0.1 英寸或 2.5 毫米)将钻头退回少量。 G83 用于在钻孔时清除钻头凹槽中的切屑,每隔 3 到 5 倍钻头直径将钻头完全缩回孔外。
如果您必须在可锻材料上加工深孔怎么办?这需要两个固定循环的组合,而大多数 CNC 没有用于此的固定循环。但是,使用 FANUC 自定义宏,您可以创建自己的深孔钻孔固定循环,并使其以您希望的方式运行。您甚至可以创建一个模态调用命令,并使用您选择的 G 代码执行它,使用 G80 取消。
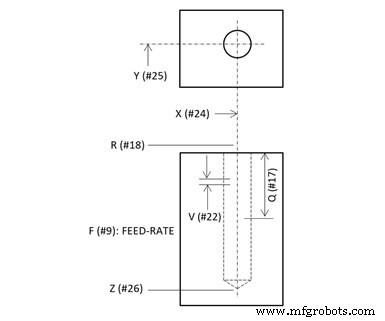
理想情况下,用户创建的固定循环自定义宏将使用相同的 CNC 字并以与 G73 和 G83 相同的方式调用。这将确保一致性,最大限度地减少混淆,并防止程序员对使用 G73 或 G83 的当前程序进行大量修改。此图显示了我们示例的相关词。
请注意,选择的字母地址参数与 G83 中使用的参数相对应,并添加了字母地址 V 以指定断屑啄深度。这是一个将加工六个孔的示例调用程序。请注意它与使用 G83 的程序有多么相似。
%
O0001
(N005 T01 M06
N010 G54 G90 S600 M03
N015 G00 X0 Y0
N020 G43 H01 Z0.1
N025 G66.1 P9010 X1.0 Y1.0 Z-3.25 R0.1 Q1.0 V0.1 F5.0
N030 X2.0
N035 X3.0
N040 Y2.0
N045 X2.0
N050 X1.0
N055 G67
N060 G91 G28 Z0 M19
N065 M30
%
G66.1 指定模态自定义宏调用指令。 G67 取消它。如果您想使用特殊的 G 代码来调用模态自定义宏,例如 G89,请将值 -89 放在与程序 O9010 相关的用户创建的 G 代码参数中。对于当前的 FANUC CNC,它恰好是参数 6050。值 89 是 G 代码编号。将其设为负值告诉 CNC 您希望它导致对自定义宏的模态调用。您还必须确认参数6007的第3位设置为零,以确保使用模态自定义宏调用的G66.1方法(不是G66)。
要使用 G80 而不是 G67 取消,请创建另一个用户创建的 G 代码。在参数 6051 中设置值 80。从这一点开始,CNC 将在读取 G80 时执行程序 O9011:
%
O9011
G80(G80的普通功能,取消固定循环)
G67(取消模态自定义宏调用)
M99
%
这是啄钻自定义宏:
%
O9010
(保留模式参数)
IF[#24EQ#0] THEN #101=#5001
如果[#24NE#0] 那么#101=#24
IF[#25EQ#0] THEN #102=#5002
如果[#25NE#0] 那么#102=#25
如果[#26NE#0] 那么#103=#26
如果[#18NE#0] 那么#104=#18
如果[#17NE#0] 那么#105=#17
如果[#22NE#0] 那么#106=#22
如果[#9NE#0] 那么#107=#9
#24=#101
#25=#102
#26=#103
#18=#104
#17=#105
#22=#106
#9=#107
(常数)
#33=0.05(进洞)
#4=0.005(断屑回缩量)
(为排屑循环初始化)
#28=ROUND[[ABS[#26-#18]]/#17](排屑数量)
#17=[ABS[#26-#18]]/#28(重新计算的排屑槽深度)
#29=#18(当前排屑槽进场位置)
(为断屑循环初始化)
#31=ROUND[#17/#22](碎屑啄数)
#22=#17/#31(重新计算的断屑深度)
#32=#18-#22(当前断屑底部位置)
(初始定位运动)
G00 X#24 Y#25
Z#18
(排屑孔钻孔循环)
#27=1(排屑计数计数器)
而[#27 LE #28] 做 1
G00 Z#29(移动到当前 Z 接近位置)
(断屑槽钻孔)
#30=1(碎屑计数器)
而[#30 LE #31] 做 2
G01 Z#32 F#9(做啄)
G00 Z[#32+#4](断屑)
(STEP CHIPB BREAK PECK 钻孔循环值)
#30=#30+1(计步器)
#32=#32-#22(步进电流断屑底部)
结束 2
G00 Z#18(从孔退刀)
#27=#27+1(计步器)
#29=#32+#22+#33
结束 1
M99
%
工业设备