

熔接线:其原因、缺陷及避免方法

成品零件上有任何缺陷或瑕疵肯定会让任何人不满意。对于由塑料制成的零件,这可能意味着更多的问题,因为瑕疵可能导致零件的功能故障。塑料部件上此类瑕疵的一个例子就是熔接线。
这些生产线可能会严重影响您的塑料产品,因为它可能导致整个生产过程的失败。这通常意味着损失巨额资金,因为整个过程必须重新开始。为了帮助避免这种情况,本文将详细介绍熔接线的原因、导致的缺陷以及如何预防。
熔接线如何出现?

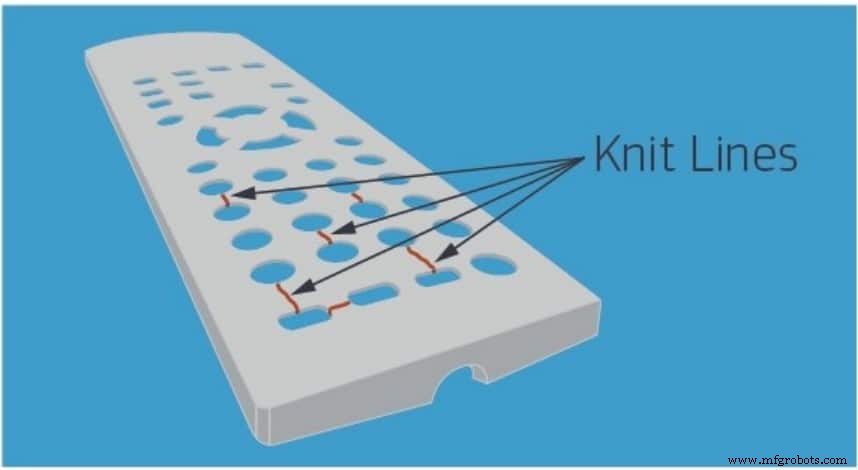
熔合线(也称为接合线)是当两个或多个流动前沿在成型过程中无法“编织”在一起或“焊接”时,两个流动前沿相遇的线。这些线条通常出现在孔或障碍物周围,并在成型零件中造成局部薄弱区域。”
机械师普遍使用的与熔接线相关的另一个术语是熔接线。虽然两者外观相似,但它们有一点不同。不同之处在于两个流动前沿的交汇角。对于熔接线,交汇角始终小于 135 度。任何大于此的交汇角都会产生熔合线。
为了更好地理解这种现象是如何形成的,有必要知道塑料流动时会发生什么。当塑料流动时,它们形成平滑的连续流动前沿。如果不接触任何障碍物,此流动始终保持顺畅。
但是,如果流体与物体或障碍物(例如大头针)接触,它会立即分裂成两个不同的部分以绕过物体。现在,你有两个不同的面——一个流过对象的一个部分,另一个流过对象的另一侧。
水流在前面重新汇合,在表面留下轻微的凹陷。这种轻微的凹陷是一条称为熔合线或结合线的细线。然而,熔接线可能不会在整个流程中持续。因此,随着流动的继续,两个流动前沿可能会逐渐重新汇合,形成一个不间断的流动前沿。这种情况一直持续到注塑成型中的熔接线消失为止。
熔接线的原因
与许多零件缺陷一样,在零件设计过程中,有几个因素会导致焊缝的形成。其中一些因素包括:
- 压力
- 温度
- 模具设计
- 速度
- 杂质
- 脱模剂过多
压力
如果压力不足以推动流动并重新融合在一起,则可能会产生较宽的熔接线。如果机器出现故障或设置不当,就会发生这种情况。这也可能是模具设计问题的结果。
温度
如果温度不够高,您可能会开始过早凝固。有些部分可能会凝固,而另一部分仍在流动。有了这个,你最终可能会有熔接线。
连续树脂流动所需的温度可能会在不同的地方下降。其中一些地方是模具、模具的流道和注塑机。
模具设计
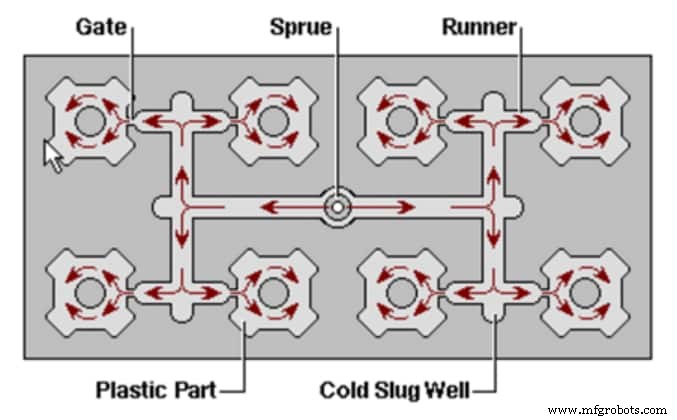
设计不佳的模具可能会导致设计的不同区域出现熔接线。模具设计中一些常见的可能导致熔合线的错误是壁厚不当和浇口放置不当。
速度
低速时,树脂会缓慢地穿过模具。这意味着锋面可能不会同时冷却。如果一个在与另一个接触之前冷却,这可能会导致注塑成型中出现接合线。
杂质
如果树脂中含有杂质,则无法顺利通过模具。这可能意味着流程的一部分会比另一部分更快。
脱模剂过多
如果脱模剂过多,则可能需要更高的压力才能将其推过机器。否则,速度会下降,并可能产生熔接线。
为什么要避免焊缝
注塑成型中的针织线是不可取的,特别是当表面外观和零件强度是重要问题时。因此,您应该避免使用它们,原因如下:
脆弱

熔接线通常是您最薄弱的区域。因此,材料很容易从这样的区域脱落。如果零件是为需要良好强度的目的而设计的,那么由熔接线引起的脆弱性会阻碍它有效地服务于这样的目的。
例如,如果您的零件螺丝孔周围有一条结合线,那么当您通过该孔驱动并拧紧螺丝时,该线可能会断裂。
使表面外观变形
针织线可能会使您的设计外观变形。无论您为使设计看起来吸引人付出多少努力,单条针织线都可能成为使设计变形的关注点。
消除针织线的技巧
您可以通过确保整个成型过程中的单一前端来消除塑料注塑成型中的熔接线。您还可以通过确保线被很好地覆盖来消除针织。以下提示可以帮助您实现这一目标:
- 更改零件设计
- 改变造型设计
- 调整成型条件
改变零件设计
您可以通过增加壁厚来做到这一点。这将有助于促进压力传递,并确保有更高的熔体温度。加厚零件壁有助于减慢树脂冷却速度。这使树脂有更多时间在最终冷却和固化之前扩散到未覆盖的部分。
但是,您必须小心不要使零件壁太厚。如果这样做,您最终可能会留下凹痕。
您也可以减小零件厚度比。使用较轻的流量,液体将更快地覆盖更广泛的范围。因此,它应该关闭熔接线。
您还可以调整浇口尺寸和位置。使针织部分尽可能远离设计的边缘。如果太靠近边缘,很容易折断。
改变模具设计
您可以通过增加浇口和流道的尺寸来改变模具设计。您还应该消除熔接线注塑成型中夹带的空气。如果您不消除空气,它将在您的零件设计中产生未填充部分,这将进一步导致更弱化。您可以通过在熔接线区域放置一个通风口来去除滞留的空气。
另一种改变模具设计的方法是改变浇口设计。这将有助于消除熔接线注塑成型或确保它们在高保压压力和高温下更靠近浇口形成。
调整成型条件
消除塑料注塑成型中熔接线的另一种方法是调整成型条件。条件是温度、注射速度和注射压力。
如果熔体温度低或注射速度和压力低,您可能会得到更明显的熔接线。因此,您可以通过增加这些条件来消除熔接线。
结论
在任何成品塑料部件上都有熔接线是不惜一切代价避免的制造缺陷。除了在您的产品表面留下难看的疤痕外,它还具有功能上的缺点,例如易碎性增加。
为确保您的塑料成品具有最高质量且没有任何熔接线,RapidDirect 是您的最佳选择。我们提供最高制造和功能质量的零件,始终让我们的客户满意。在与我们联系后的 12 小时内,我们将向您发送一份报价,估算您的零件生产成本。
此外,我们提供专业的 DFM 分析和模流分析,并为每个订单免费发送设计反馈。这样,我们可以优化您的设计,确保产品没有缺陷。
与我们合作,您可以获得最高品质的注塑成型塑料。
复合材料