

什么是 MIG 焊接以及如何进行 MIG 焊接?
什么是 MIG 焊接?
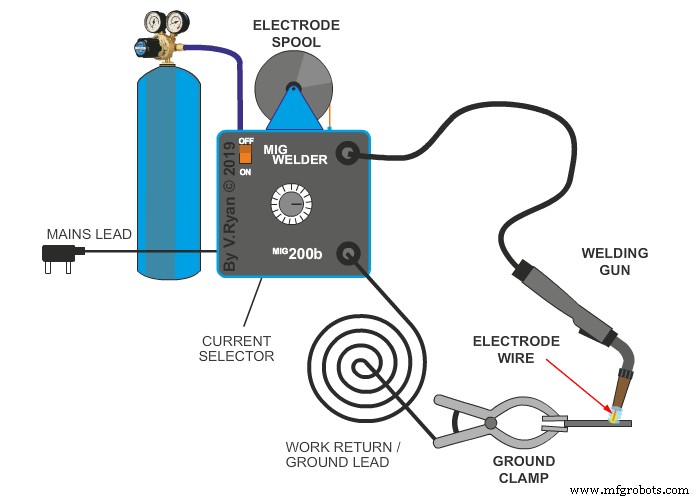
金属惰性气体 (MIG) 焊接是一种使用连续实心焊丝电极加热并从焊枪送入熔池的电弧焊接工艺 .两种基材熔化在一起形成连接。焊枪在电极旁边提供保护气体,有助于保护熔池免受空气污染物的影响。
金属惰性气体 (MIG) 也称为气体保护金属电弧焊 (GMAW)。这种焊接基本上是一种将两种金属连接起来的弧焊工艺。这是通过在电弧的帮助下加热金属来完成的。该电弧是在待焊表面和连续供给的填充焊条之间形成的。
这种焊接使用保护气体来保护焊缝金属的熔池不与大气中存在的元素发生反应。
金属惰性气体 (MIG) 焊接于 1949 年在美国首次获得专利,用于焊接铝。使用裸线电极形成的电弧和熔池由当时很容易获得的氦气保护。
大约从 1952 年开始,该工艺在英国流行起来,用于使用氩气作为保护气体焊接铝,以及使用 CO2 焊接碳钢。 CO2 和氩气-CO2 混合物被称为金属活性气体 (MAG) 工艺。 MIG 是 MMA 的一种有吸引力的替代品,具有高沉积速率和高生产率。
阅读更多: 什么是电弧焊?或者什么是焊接及其类型?

Mig 焊接所需的材料及其准备工作
与所有涉及风险的工作一样,您应该将安全放在首位。
- 合适的口罩。
- 防护手套。
- 焊接呼吸器(如果您在密闭空间或通风受限的情况下工作)。
- 抽油烟机(如果需要)。
- 焊接夹克或皮夹克。
- 焊接套管。
- 封闭、耐磨的工作靴。
现在您已经处理了安全方面的问题,让我们来看看您需要的设备。
- MIG 焊机和焊枪。
- 氩气罐。
- 二氧化碳罐。
- 电源。
- 气体调节器。
- 接地夹。
- 送丝。
安全第一
在处理焊接项目之前,重要的是要确保您有正确的防护服,并从焊接区域消除潜在的火灾危险。
基本的焊接安全设备包括皮鞋或皮靴、翻边长裤、长袖阻燃夹克、皮手套、焊接头盔、护目镜和头巾或骷髅帽,以保护头顶免受火花和飞溅的影响。
金属准备
与含有大量特殊添加剂的棒状和药芯焊条不同,实心 MIG 焊丝不能很好地抗锈、污垢、油或其他污染物。使用金属刷子或研磨机清洁金属,然后再击中电弧。确保您的工作夹也连接到干净的金属上。任何电阻抗都会影响送丝性能。
为确保在较厚的金属上焊接牢固,请对接头进行斜切以确保焊缝完全渗透到母材中。这对于对接接头尤为重要。
设备准备
- 检查电缆。 在引弧之前,请检查您的焊接设备,确保所有电缆连接都牢固且没有磨损或其他损坏。
- 选择电极极性。 MIG 焊接需要直流电极正极或反极性。极性连接通常位于机器内部。
- 设置气体流量。 打开保护气体并将流速设置为每小时 20 到 25 立方英尺。如果您怀疑燃气软管泄漏,请涂抹肥皂水溶液并寻找气泡。如果发现泄漏,请丢弃软管并安装新的。
- 检查张力。 驱动辊或线轴轮毂上的张力过大或过小都会导致送丝性能不佳。根据您的用户手册进行调整。
- 检查耗材。 清除接触管上多余的飞溅物,更换磨损的接触头和衬垫,如果电线生锈,则丢弃。
线材选择
钢有两种常见的线材。对于通用焊接,使用 AWS 分类 ER70S-3。当需要更多的脱氧剂来焊接脏或生锈的钢材时,请使用 ER70S-6 焊丝。至于线径,0.030 英寸的直径是焊接各种金属厚度的家庭和赛车应用的不错选择。
焊接较薄的材料时,使用 0.023 英寸的焊丝以减少热输入。要焊接总热额定值较高的较厚材料,请使用 0.035“(或 0.045”焊丝,如果这在您的焊工能力范围内)。
气体选择
- 75% 的氩气和 25% 的二氧化碳(也称为 75/25 或 C25)的混合物是碳钢的最佳通用保护气体。它产生的飞溅最少,珍珠的外观最好,并且不会促使较薄的金属烧穿。
- 100% 的 CO2 可提供更深的渗透,但也会增加飞溅,并且珠子会比 75/25 更粗糙。
电压和电流
焊接焊缝所需的电压和电流量取决于许多变量,包括金属厚度、金属类型、接头配置、焊接位置、保护气体和线径速度(等等)。
查看焊接位置的详细信息
电线伸出
伸出是从接触管尖端延伸的未熔化电极的长度,不包括电弧长度。一般来说,保持一个 3/8 英寸的伸出来,注意培根发出的咝咝作响的声音。如果弧线听起来不稳定,可能是你的悬垂过长的罪魁祸首,这是一个非常常见的错误。
推枪还是拉枪?
- 推动或正手技术涉及将喷枪推离(前方)焊接熔池。推动通常会产生较低的熔深和更宽、更平坦的焊道,因为电弧力被引导远离焊接熔池。
- 通过拖动或反手技术(也称为拉或拖技术),焊枪指向焊接熔池并从熔敷金属上拖开。拖曳通常会产生更深的穿透力和更窄的珠粒,并且堆积更多。
在 MIG 焊接低碳钢时,您可以使用推拉技术,但请注意,推拉通常可以提供更好的视野,并使您能够更好地将电线引导到接头中。
行程角度
行程角度定义为在垂直位置相对于喷枪的角度。所有位置的正常焊接条件都需要 5 到 15 度的行程角。超过 20 到 25 度的行进角会导致更多的飞溅、更少的穿透和一般的电弧不稳定。
工作角度
工作角是焊枪位置相对于焊接接头的角度,它随焊接位置和接头配置的不同而不同。
什么气体用于 MIG 焊接?
MIG(金属惰性气体)焊接是一种焊接工艺,其中在自耗线电极和工件之间形成电弧。该过程使用惰性气体或气体混合物作为保护气体。氩气和氦气通常用于铝等有色金属的 MIG 焊接。
选择合适的保护气体 :
许多 MIG 焊接应用都适合多种保护气体选择。您需要评估您的焊接目标和焊接应用,以便为您的特定应用选择正确的。选择时请考虑以下几点:
- gas 的成本
- 完成的焊缝属性
- 准备和焊后清理
- 基材
- 焊接转移过程
- 您的生产力目标。
MIG 焊接中最常用的四种保护气体是氩气、氦气、二氧化碳和氧气。在任何给定的应用程序中,每一种都提供了独特的优点和缺点。
1。 二氧化碳 (CO2)
MIG 焊接中最常用的反应气体是二氧化碳 (CO2)。它是唯一一种可以在不添加惰性气体的情况下以纯净形式使用的产品。 CO2 也是常用保护气体中最具成本效益的一种,当材料成本是重中之重时,它是一个有吸引力的选择。
纯 CO2 提供非常深的焊接熔深,这对于焊接厚材料很有用。然而,与其他气体混合时,它也会产生不太稳定的电弧和更多的飞溅物。也仅限于短路过程。
2。 氩气
对于重视焊接质量、外观和减少焊接后清洁的公司,75% 至 95% 的氩气和 5% 至 25% 的二氧化碳的混合物可能是最佳选择。与纯 CO2 相比,它提供了更理想的电弧稳定性、熔池控制和减少飞溅的组合。
这种混合物还可以使用喷涂转移工艺,从而产生更高的生产率和更具视觉吸引力的焊缝。氩气还可以产生更紧密的熔深剖面,这对角焊缝很有用。焊接有色金属(铝、镁或钛)时,必须使用 100% 的氩气。
3。 氧气
氧气也是一种反应性气体,通常以 9% 或更少的比例使用,以改善软碳钢、低合金钢和不锈钢熔池的流动性、熔深和电弧稳定性。但是,它确实会导致焊缝氧化,这就是为什么不建议将其与铝、镁、铜或任何其他特殊金属一起使用。
4。 氦
和纯氩一样,氦一般用于有色金属,但也用于不锈钢。由于氦气可形成宽而深的穿透剖面,因此它适用于厚材料,并且通常以 25% 至 75% 的氦气与 75% 至 25% 的氩气的比例使用。通过调整这些比率,可以改变针入度、焊道轮廓和行进速度。
氦气会产生“更热”的弧线,从而实现更快的行驶速度和更高的生产率。然而,它比氩气更昂贵并且需要更高的流速。您需要计算生产率提高与天然气成本增加的价值。在不锈钢中,氦气通常用于氩气和二氧化碳的三部分配方中。
如何进行 MIG 焊接?
这是一个基本指南,而不是权威的指导。我们将向您介绍 MIG 焊接钢的各个阶段,让您大致了解该过程涉及的内容。
在我们了解方法本身之前,我们需要完成一些内务管理实践。如果您想要获得最佳结果,设置至关重要。
1.设置机器
花点时间熟悉焊机。首先要做的是检查焊机中的铜色线圈。确保它用张紧螺母固定,但在进给辊将焊丝拉过焊枪时可以自由旋转。如果是焊铝,焊丝应该是银色的。
2。气罐
油箱位于 MIG 后面。它要么是 100% 的氩气,要么是氩气和二氧化碳的混合物。打开每个水箱上的主阀,看看它们是否已满。仪表的读数应在 0 到 2,500 PSI 之间。根据您焊接的内容,将调节器设置为 15-25 PSI。
3.焊枪
确保引线在焊枪中并从金属尖端突出一点。尖端是牺牲性的,并且根据被焊接金属的厚度和类型而有所不同。按下扳机以确保没有问题并且电线通过。
4.接地夹
接地夹是电路中的阴极,完成焊枪、焊机和工件之间的电路。确保它与项目相连,并且连接处清洁,没有锈迹或杂物阻碍操作。一旦您对一切顺利完成感到高兴,就可以开始了。
5.准备焊缝
您不能低估准备焊缝的重要性。去除瑕疵和磨掉锈点都有助于提高焊缝的完整性。
6.准备区域
熔融金属可以吐出很远的距离。因此,重要的是焊工的吐痰路径内没有易燃材料。移除任何可能会闷烧和点燃的塑料、纸张或布料。
准备好二氧化碳灭火器以防发生故障。切勿在带有致命电流的强大机器附近使用水来扑灭火焰。我们都知道水和电是灾难的根源。
7.穿上你的安全装备
将面罩戴在头上,但此时在准备焊接区域时无需将面罩向下折叠。戴上焊接手套,并确保您的手臂受到焊接套管的保护。在狭窄或通风不良的区域工作时,请戴上呼吸器,以免窒息。
切勿焊接镀锌钢,因为锌在镀锌过程中会升温并散发出有毒气体。吸入后,会引起持续数日的流感样症状。这有时被称为“金属淋浴”。虽然症状是暂时的,但对肺部的长期影响可能是灾难性的。
查看关于什么是镀锌?
8.安装接地夹
这可以连接到任何金属表面以完成电路。金属项目或焊接台就足够了。
9.打开气瓶
松开气体调节器上的调节螺母,转动罐顶部的轮子将其松开。确保您的手在车轮边缘附近,而不是在车轮边缘,以防压力积聚而车轮起飞。
另外,打开阀门时不要弯腰弯腰。站在他对面,与他保持一定距离。您会注意到仪表上的 PSI 开始增加。当您达到超过 1,000 PSI 时,您可以开始焊接。现在是时候拧紧调节器上的调节螺钉,直到 PSI 读数在 15-25 之间。
10.查找焊接设置
许多 MIG 焊机的焊接设置位于盖子的下方。此图表是确定电压和速度的便捷指南。在本练习中,我们将使用 0.035 英寸厚的金属丝,气体成分为 75% 的氩气和 25% 的二氧化碳。确定设置的唯一其他变量是材料的厚度。
对于许多 MIG 焊机,焊接设置位于盖子的下方。该表是确定电压和速度的实用指南。在本练习中,我们将使用 0.035 英寸的电线,气体成分为 75% 的氩气和 25% 的二氧化碳。唯一决定设置的其他变量是材料的厚度。
11.给焊机通电
将焊机插入电源并打开电源。确保没有阻碍您前进或将您置于危险之中的物体或碎片。
12.设置线速和电压
使用第 4 步中的同一张表,将线速度和张力设置为所需的设置。此示例假设您正在焊接 18 号金属。所以线速应该是16,电压是120。
如果设置太高,当工件熔化通过焊缝时,会出现孔洞。如果设置太低,焊缝会爆炸,因为过多的焊丝将被送入和喷涂,从而产生薄弱的焊缝。
当您开始顺利、均匀地焊接和自由焊接时,您就会知道何时设置正确。另外,听一下闪闪发光的声音,有点像一只过度兴奋的蜜蜂。这应该告诉你电压和速度设置是正确的。
提示: 如果您正在焊接铝材,您应该会听到低沉的嗡嗡声,而不是火花和爆裂声。
13.检查焊枪中的焊丝
应该有大约一英寸左右的焊丝从焊枪的尖端伸出。如果太多,剪成合适的尺寸。
14.焊掉
放下面罩并开始焊接金属。您可以使用推或拉技术。推动产生更平坦但更宽的焊缝,而拉动产生更紧密和更深的焊缝。
尝试将珠子铺设成锯齿形或同心圆,形成波浪状的漩涡状。您工作的角度还取决于您焊接的接头类型。
从焊缝顶部向下移动割炬。确保珠子大约一两英寸长。如果您停留的时间更长,则金属可能会变热,从而导致翘曲和变弱。焊接一个点,然后移动到另一个点,依此类推。然后,您可以通过在末尾加入每个部分来完成。
到达工件末端时,将送丝机调至最低设置。
15.关闭钢瓶阀门
用手转动煤气罐阀门,直到它关紧。
16.给调节器放血
按下焊枪上的扳机,因为这将使调节器排气。观察每小时立方英尺 (CFH) 下降到可能的最低水平。因为送丝量大于零,所以还是送丝。
也可以将调节器上的调节螺丝拧松,直至松动。
17.关闭焊机
关闭机器和电源上的焊机。取下您的焊接头盔和安全设备,但要戴上手套。请不要触摸金属,因为它可能仍然很热,诀窍是让它自然冷却以获得最佳焊接效果。
您现在可以卸下接地夹并整齐地绕开所有电线。现在脱掉你的手套。
MIG 焊接技巧
实践这些技巧中的任何一个都可能会提高焊接的质量和耐用性。
1.干净,干净,干净
MIG 焊缝的主要故障是其孔隙率。造成气孔的最常见原因是焊接肮脏、油腻的涂漆表面。所有这些污染物都被困在焊缝中,从而形成类似于海绵的孔。
“很多时候,农民在焊接前没有充分准备金属,”米勒电气公司的约翰莱斯纳说。 “这包括打磨或去除油漆、铁锈、污垢和其他表面污染物,以及彻底打磨通常无法立即看到的裂缝。”
2。抢占先机
Collier 认为这是 MIG 焊接中最常见的错误。 “你的焊工不在乎你的地板是否不好。无论如何,它都会不断地抽出焊丝,无论你的枪是口吃还是口吃,”他解释道。
林肯电气的 Karl Hoes 说,焊接电弧需要电流平稳地流过完整的电路。焊接电流寻找电阻最小的路径。因此,如果不注意将焊床放置在电弧附近,电流可以找到另一条路径。将夹具牢牢固定在裸金属上,尽可能靠近电弧。
3.保持简短
作为一般规则,将电线从喷枪触头末端伸出的距离保持在 1/4 到 3∕8 英寸之间。 “这个简单的技巧可以对您的 MIG 焊接产生最大的影响,”Jody Collier 说。
4.用双手
“尽可能使用双手,”科利尔敦促道。 “一只手握住枪颈的弯曲部分,另一只手握住带扳机的零件。当您的支撑手靠近焊缝时,请不要犹豫。如果需要,请购买耐热、重型焊接手套。”
5.听听你的焊工
焊接时,耳边的音乐应该是稳定的嗡嗡声。 Leisner 指出,稳定的嘶嘶声可能表明您的电压设置过高。 “响亮、刺耳的声音可能表明电压过低。像机关枪一样的噼啪声表明安培数设置过高,”他补充道。
6.保持弧线在前面
“为了获得更好的熔深,请将电弧保持在焊接熔池的前沿,”科利尔说。
此规则的例外情况是焊接薄金属板时。在这种情况下,请将电弧留在熔池中更远的位置,以防止烧穿。
7.将驱动辊、喷枪电缆衬里、导电嘴与电线尺寸相匹配
令人惊讶的是,这种基本匹配经常被忽略。如果您尝试将 0.030 直径的线材穿过 0.035 辊,您会发现自己不断地改变进给速度并且永远无法正确设置,因为辊上的凹槽太大。同样的建议也适用于喷枪电缆衬里和触头尺寸。
8.推或拉
最常用的方法是将喷枪朝焊缝方向推(正手法)。正手焊接产生浅熔深,表面平坦、宽阔、光滑。
第二种方法是拖枪时(反手方法)。这会产生一个深熔焊缝,中心又窄又高。
那么你应该使用什么方法呢?这取决于您要焊接的金属的厚度以及您需要穿透焊缝的深度。
9.焊接错位时注意
如果您要进行垂直、水平或仰焊,“将熔池保持在较小的位置以获得最佳焊道控制,并尽可能使用最小的焊丝直径尺寸,”Leisner 说。
10.大量更换联系方式
“联系小费很便宜,”科利尔说。 “在你的工具箱里放一个包,并经常更换它们。”磨损的接触头通常是椭圆形的,并导致不稳定的电弧。此外,如果烙铁头进入熔池,应立即更换。对于大多数临时焊工来说,确保高质量焊接的一个很好的经验法则是在消耗 100 磅焊丝后更换烙铁头。
11.读你的珠子
Leisner 说,通过查看完成的焊道,您可以学到很多东西。
凸形或绳状珠子通常表明您的设置对于修复的厚度而言太冷,并且没有产生足够的热量来穿透基底金属。凹形珠表示热量输入有问题。
MIG 焊接的优点
- 更高的生产力: 许多焊工将享受更高的生产率,因为不必经常更换焊条或切掉熔渣,也不必反复刷焊缝,从而节省了时间。他们能够更快、更清洁地工作。
- 简单易学: MIG 焊接的最大优势之一是其简单性。焊工可以在几个小时内学会如何进行 MIG 焊接,一些讲师声称他们可以在 20 分钟内提供基本培训——大部分时间都花在了清洁焊缝上。 TIG 焊接需要很长时间才能学习,大多数从事家庭项目的焊工都不想花时间在上面。一位讲师将 MIG 焊接描述为“傻瓜式”过程。
- 简单而出色的焊缝: MIG 提供更好的熔池可见性。再加上自动送丝提供的流程简单性和更好的控制,MIG 可以轻松产生美观的焊缝。
- 清洁高效: 由于 MIG 使用保护气体来保护电弧,因此金属在电弧中转移时合金元素的损失非常少。没有熔渣需要去除,这对于棒焊来说是典型的,并且只会产生少量的焊接飞溅物。经过短暂的清理后,MIG 焊工将在很短的时间内重新开始工作,这要归功于其所需的清理工作最少。
- 用途广泛: MIG 焊接非常通用,可以焊接多种金属和合金,同时以多种方式操作,例如半自动和全自动。虽然 MIG 焊接可用于许多家庭焊接项目,但它也被许多行业使用。 MIG 用于以下金属:铝、铜、不锈钢、低碳钢、镁、镍及其许多合金,以及铁及其大部分合金。
- 更快的焊接速度: 连续送丝让 MIG 焊接解放双手,从而提高焊接速度、焊接质量和整体控制。
MIG 焊接的缺点
- 费用: 焊工会立即注意到 MIG 焊接设备更加复杂和昂贵,同时也牺牲了便携性。此外,用于 MIG 焊接的保护气体、电极以及替换焊头和喷嘴可以加起来。
- 名额有限: 焊接熔池的流动性和 MIG 焊机的高热输入将其排除在立焊或仰焊之外。虽然有些焊工甚至不会考虑在其中一个位置进行焊接,但在决定是否购买 MIG 焊机时要考虑到这一因素,以确保它能够完成为其计划的所有工作。
- 不适合户外焊接: 除了不便携外,MIG 焊机也不适合在户外工作,因为它们使用保护气体来保护焊缝的纯度。风会破坏保护气体并影响焊接质量。 MIG 焊机也不能被拖到田间修理拖拉机,但在车库里可以很好地进行汽车工作。
- 快速冷却速度: 焊接金属将以更快的速度冷却,因为它们在焊接完成时没有被熔渣覆盖。
- 不适合厚金属: 虽然 MIG 焊接适用于薄金属,但它不能为需要牢固焊接的较厚钢提供适当的熔深。
- 保护气体: 保护气体瓶可能需要一段时间才能更换,并且可能会在焊接时妨碍。
- 金属准备时间: 在使用 MIG 焊机进行焊接之前,为了获得良好的焊接效果和安全考虑,材料必须没有生锈或污垢。
MIG 焊接有什么用途?
MIG/MAG 焊接是一种适用于薄板和厚截面部件的通用技术。在电极丝的末端和工件之间产生电弧,将两者熔化形成熔池。焊丝既是热源(通过焊丝尖端的电弧)又是焊接接头的填充金属。
金属惰性气体焊接一般用于大而厚的材料。使用消耗线材,既可作为电极,又可作为填充材料。
与 TIG 焊接相比,它的速度要快得多,从而缩短交货时间并降低生产成本。此外,它更容易学习和创建几乎不需要清洁和整理的焊缝。但是,焊缝不如 TIG 焊接工艺精确、紧密或干净。
常见问题解答 .
什么是 MIG 焊接?
金属惰性气体 (MIG) 焊接是一种电弧焊接工艺,它使用连续的实心焊丝电极加热并从焊枪送入焊池。焊枪在电极旁边提供保护气体,有助于保护熔池免受空气污染物的影响。
MIG 焊接有什么用途?
MIG/MAG 焊接是一种适用于薄板和厚截面部件的通用技术。在电极丝的末端和工件之间产生电弧,将两者熔化形成熔池。焊丝既是热源(通过焊丝尖端的电弧)又是焊接接头的填充金属。
MIG 焊接有哪些技巧?
实践这些技巧中的任何一个都可能会提高焊接的质量和耐用性。
- 干净,干净,干净。
- 获得良好的基础。
- 保持简短。
- 用双手。
- 听听焊工的意见。
- 保持弧线在前面。
- 将驱动辊、喷枪电缆衬里、接触头与电线尺寸相匹配
- 推或拉。
如何进行 MIG 焊接?
MIG 焊接是一种电弧焊接工艺,其中连续实心焊丝电极通过焊枪送入熔池,将两种基材连接在一起。保护气体也通过焊枪输送,保护焊池免受污染。实际上,MIG代表金属惰性气体。
MIG 焊接用什么气体?
MIG(金属惰性气体)焊接是一种焊接工艺,其中在自耗焊丝和工件之间形成电弧。该过程使用惰性气体或气体混合物作为保护气体。氩气和氦气通常用于铝等有色金属的 MIG 焊接。
MIG 焊接有什么用途?
MIG-即金属惰性气体焊接通常用于大而厚的材料。它采用消耗线材作为电极和填充材料。与 TIG 焊接相比,速度更快,交货时间更短,生产成本更低。
MIG 和 TIG 焊接有什么区别?
两者的区别在于弧线的使用方式。 MIG(金属惰性气体)焊接使用不断通过焊枪移动以产生火花的馈线,然后熔化形成焊缝。 TIG(钨极惰性气体)焊接使用长棒将两种金属直接熔合在一起。
电弧焊和 MIG 焊哪个更好?
一些人认为,棒焊比 MIG 焊接更强,因为它为较厚的材料提供了更好的熔深。然而,尽管 MIG 焊接在较厚的金属上效果不佳,但仍能提供良好的焊接效果,并且更适合以良好的光洁度和较低的烧穿风险连接较薄的金属。
MIG 焊接容易吗?
MIG 焊接是使用电力将金属片熔化并连接在一起的绝妙工艺。 MIG 焊接有时被称为焊接界的“热胶枪”,通常被认为是最简单的焊接类型之一 学习。
MIG 和 TIG 哪个更强?
与 MIG 焊接或其他电弧焊方法相比,TIG 焊接产生更清洁、更精确的焊缝,使其成为最坚固的焊接方法。也就是说,不同的焊接工作可能需要不同的方法,而TIG通常更坚固,质量更高,如果工作需要,您应该使用MIG或其他方法。
MIG焊接有哪些缺点?
M.I.G.和 M.A.G.S.缺点
- 较高的初始设置成本。
- 焊接过程周围的气氛必须稳定(因此需要保护气体),因此该过程仅限于无气流条件。
- 额外的电子元件导致更高的维护成本。
我应该学习 TIG 还是 MIG 焊接?
MIG 是一种更快的焊接方法,非常适合需要更高生产率的项目。项目规模:您的项目规模可以决定选择哪种焊接形式。 TIG welds are better for thinner metals and smaller projects because they produce precise and clean welds.
Can you weld stainless with a MIG?
Stainless steel can be welded with shielded metal arc welding (MIG), gas tungsten arc welding (TIG), and stick welding, and each of these processes will yield a slightly different result.
What is the easiest welder to use?
MIG welding is generally the easiest type of welding for a beginner to learn. MIG welders use a feed wire that runs through the machine at a preselected speed. This makes the process relatively fast and produces consistent welds.
Which is cheaper MIG or stick?
MIG. While stick welders are less expensive and more familiar for most farmers, stick welding does have its shortcomings in the modern shop. Stick welding thin materials may be difficult or impossible.
What type of welder should a beginner use?
MIG welders are among the best type for beginners, as they’re designed with a wire welding electrode on a spool that is fed at a pre-selected speed through a welding gun. As a semi-automatic or automatic process, gas metal arc welding (GMAW or MIG), is the easiest to learn.
Can I teach myself to MIG weld?
Anyone can learn MIG welding online, from your own home in a matter of hours. I’m being real with you here. All it really takes is investing a little money in a decent wire feed welder or a MIG welder and you’ll be completely on your way.
Can you teach yourself to weld?
Most people can learn the fundamentals of welding on their own to make basic fabrications and do common repair work by researching content from reliable sources and a lot of practice. However, if you have professional intentions, you cannot reach a high skill level fast enough without the guidance of experts.
Can MIG weld Aluminum?
It is possible, but it can be really hard and incredibly frustrating. Aluminum is a softer metal than steel and stainless, so trying to feed it through a torch lead becomes much more difficult because it bends easier. There are a few ways to combat this with your MIG torch.
What is the hardest metal to weld?
Aluminum is a metal that is very hard to weld due to its melting point, the conductivity of heat, and ductility.
Do you need gas for MIG welding?
“MIG,” short for metal inert gas, actually tells a lot about this method of welding. It actually requires gas for shielding:the gas involved in the welding process prevents the molten welding pool from interacting with the surrounding gases in the air.
Read Our Related Article
- What are Welding and Its types, process and position?
- What is Arc Welding?
- What is Welding Joint and its types?
- What is Spot Welding?
制造工艺