

通过双光子聚合制备间隙尺寸低于 100 nm 的高分辨率周期性结构的纳米制造
摘要
在本文中,提出了通过双光子聚合 (2PP) 实现具有亚 100 nm 尺度间隙尺寸的高分辨率周期性结构的方法。研究了激光强度对特征尺寸和表面质量的影响。比较了不同感光材料对结构形成的影响。基于体素的椭圆几何特征,作者提出了通过控制激光相对于玻璃基板的焦点位置来实现特征尺寸小于 100 nm 的高分辨率结构的想法。该研究涵盖了分别在沿体素长轴和垂直于体素长轴的平面中制造的结构。作者还提供了一种有用的方法来管理所提出的周期距离为 200 nm 和间隙尺寸为 65 nm 的周期性结构的制造。
介绍
近年来,随着纳米技术的不断进步,对器件小型化的需求迅速增长。特征尺寸低于衍射极限的微型结构可应用于各种领域,如等离子体[1]、微纳米光学[2]、纳米光子学[3、4]和生物医学[5、6]。此外,具有亚波长尺寸的结构也能够促进微米和纳米级的表征性能 [7, 8]。例如,尖端 [9] 和纳米天线 [10] 可用于通过增强近场中的光限制来提高高分辨率结构的表征性能,而光栅 [11] 能够从近场转换光学信息。场到远场。
至于高分辨率结构的实现,双光子聚合(2PP)由于其实现高分辨率和3D制造的能力而被广泛使用[12]。双光子聚合是一种基于双光子吸收 (2PA) 的制造方法,这是一种非线性过程,理论上可以实现衍射极限以下的分辨率。各种基于 2PP 的方法,例如添加具有高引发效率的光引发剂 [13],塑造失活光束的空间相位 [14],使用亚 10 fs [15] 和 520 nm 飞秒激光脉冲 [16],结合具有混合光学 [17] 和开发的亚衍射光束光刻 [18],已被应用于实现亚 100 nm 尺度的特征尺寸。然而,这些尺寸大多是在悬挂线或单线上实现的。当相邻特征之间的中心到中心距离非常接近时,由于间隙区域中的自由基扩散交换效应,通过实验实现超出周期性结构中衍射极限的特征尺寸和间隙尺寸仍然具有挑战性[19]。然而,为了实现具有纳米级间隙距离的周期性结构,展示了一些策略。周期性距离为 400 nm 的光子晶体是通过在光刻胶中加入猝灭剂分子实现的 [20]。通过这种方法,光子晶体相邻线之间的间隙尺寸约为 300 nm。此外,周期性距离为 175 nm 且间隙尺寸为 75 nm 的光栅线是通过 STED 光刻技术实现的 [19]。最近,有人提出通过煅烧对样品进行直接的热后处理工艺能够实现小至约 85 nm 的特征尺寸 [21]。上述方法提供了实现具有低于衍射极限的间隙尺寸的周期性结构。但与2PP相比,它们的成本更高,操作和程序更复杂。
在本文中,对使用 2PP 实现特征尺寸和间隙尺寸均低于衍射极限的周期器件(图 1)进行了实验研究。高分辨率周期性结构由光栅线和周期性位于其间的柱子组成,被提出用于提高干涉傅里叶变换散射测量 (IFTS) [22, 23] 的表征分辨率,这是一种表征微观结构的方法。和纳米结构。众所周知,结构的空间分辨率主要由光敏材料、光学系统和加工参数决定[15]。具体而言,研究人员报告说,激光束偏振的方向会影响结构尺寸 [24]。当激光平行于其扫描方向被线性偏振时,可以实现最小的特征尺寸。因此,实验中使用的激光配备了平行于激光扫描方向的线偏振,以获得更小的特征尺寸。基于这种配置,首先研究了激光强度对特征尺寸的影响。然后比较了不同感光材料对结构形成的影响。当激光直接在玻璃基板上写入结构时,只有部分体素聚合光刻胶,因为体素的另一部分在玻璃基板内部。受益于体素的椭圆几何形状,特别提出了通过控制激光相对于玻璃基板的焦点位置来减小特征尺寸和间隙尺寸的想法。分别研究了取决于相对激光焦点位置的光栅线(在垂直于体素长轴的平面中制造)和柱体(在沿着体素长轴的平面中制造)的特征尺寸。结果,实现了最小宽度为 78 nm 的光栅线和直径为 110 nm 的柱子。此外,所提出的结构尺寸为 20×20 μ m、周期距离为200 nm、间隙尺寸为65 nm,分别制作光栅线和柱。
<图片>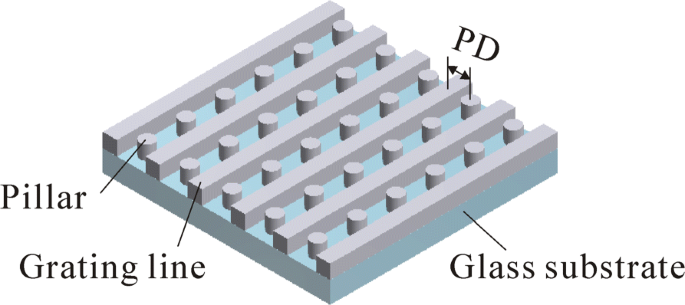
拟议的周期性结构的示意图。相邻特征之间的周期距离用PD表示
方法
制作方法
本文中提出的结构是使用双光子聚合制造的。实验装置的示意图如图 2 所示。 这种 2PP 制造系统也可在市场上买到 [25, 26],能够同时协调所有轴并在整个行程范围内达到速度,而无需步进和缝合速度高达 50 毫米/秒。使用倍频输出为 513 nm、脉冲宽度为 60 fs、重复频率为 76 MHz 的线偏振飞秒激光器。激光功率由半波片和偏振分束器立方体控制。还采用了行程范围为 15 cm 的高精度空气轴承平移台。安装CCD摄像头进行在线监控。由于聚合引起光刻胶的折射率变化,因此聚合过程可以通过 CCD 相机进行监测。样品由玻璃基板上的一滴感光材料组成,玻璃基板固定在平移台上,底部有光刻胶。激光束通过100×高数值孔径(NA)为1.4的油浸显微镜物镜聚焦到光刻胶中。
<图片>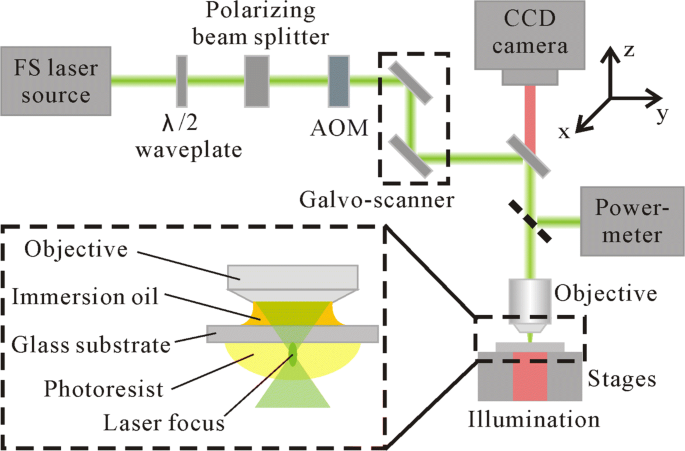
2PP制造系统示意图
材料
由于其独特的化学成分和物理性质,不同光刻胶在结构制造中的性能可以多种多样。在这项工作中,分别使用称为溶胶-凝胶有机-无机 Zr-杂化材料 [27] 和 E-shell 300 (Envisiontec) 的光刻胶进行结构化。 Zr-杂化材料是一种高粘度的锆基溶胶-凝胶有机-无机杂化聚合物,以其低收缩率和高稳定性为2PP制造而闻名。这种光刻胶的制备过程和其他光学特性可以在参考文献 [27] 中找到。 E-shell 300 是一种基于二甲基丙烯酸酯的液体光刻胶,粘度为 339.8 MP a·s。它可用于助听器和医疗设备的 3D 打印和制造,以及具有高分辨率、强度、刚度和耐化学性的结构。
结果与讨论
加工参数在确定结构的特征尺寸方面起着重要作用。其中,激光强度是能够有效影响结构形成的参数之一,可以准确、方便地进行控制。该参数可以使用参考文献[28]中给出的公式获得
$$ {I=\frac{2 P T M^{2}}{\pi w_{0}^{2} f\tau}} $$ (1)其中 P 表示平均激光功率 [4, 28], T 目标/系统的传输系数 (T =15% [4]), M 2 M 的光束质量 2 =1.1,f 重复率,τ 脉冲持续时间,以及 w 0 点半径与 \(w_{0}=0.61 \frac {\lambda }{NA}\) (w 0≈223.5 纳米)。在该公式中,\(\frac {P}{f}\) 和\(\frac {P}{f\tau }\) 分别表示每个脉冲的能量和每个脉冲的平均功率。强度单位 kW/ μ m 2 用于代替 TW/cm 2 (1 TW/cm 2 =10 千瓦/ μ m 2 ) 的目的是为了直接显示有多少功率真正集中在光斑区域,该区域也有微尺度范围 (\(\pi w_{0}^{2} \approx 0.16\) μ m 2 )。在此,研究了激光强度对单线尺寸的影响。 Zr 杂化材料和 E-shell 300 均用于该研究。由两种材料制成的线宽和高度相对于激光强度 I 分别示于图3a(Zr-杂化材料)和图3b(E-shell 300)。速度为 7 μ m/s 用于制造。激光强度I 在 0.67–0.78 kW/ μ 范围内 m 2 (相应的激光功率范围为 1.44–1.69 mW)用于 Zr 杂化材料和 0.78–1.02 kW/ μ m 2 (激光功率范围 1.69–2.20 mW)对于 E-shell 300。可以看出特征尺寸(直径和高度)随着激光强度的增加而增加。在 Zr 杂化材料的情况下(图 3a),激光强度约为 0.67 kW/μ m 2 ,体素的横向尺寸可以减少到 115 nm 左右,低于衍射极限(衍射极限 \(\frac {\lambda}{2NA}=185\) nm)。还可以计算出纵横比(高度与宽度)在 2.5-4 范围内。对于 E-shell 300(图 3b),当激光强度为 0.78 kW/μ 时,实现了 178 nm 的线宽 m 2 .该特征尺寸低于衍射极限 (185 nm)。基于上述调查,可以得出结论,特征尺寸受到所施加激光强度的有效影响。通过降低激光强度可以实现更小的特征尺寸。
<图片>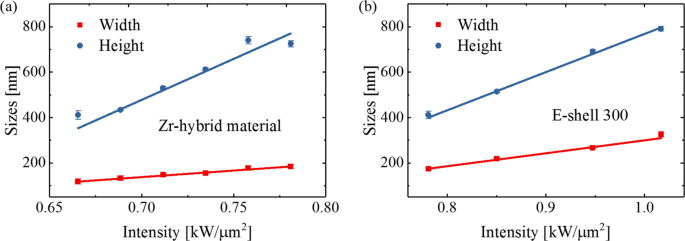
线尺寸与激光强度 I .用于结构化的速度为 7 μ 多发性硬化症。红线和蓝线分别是体素宽度和高度的线性拟合结果。 一 由 Zr 杂化材料制成的单条线的宽度和高度。 b E-shell 300单线宽高
不同材料对2PP结构形成的影响
为了研究材料对结构形成的影响,使用“材料”部分介绍的材料制作了各种周期性光栅线。 7 μ的写入速度 应用了 m/s。图 4a 和 b 分别是由 Zr 杂化材料和 E-shell 300 制成的周期性光栅线的 SEM 图像,其周期距离为(PD , 如图 1) 的 1 μ 米。用于制造的激光强度为 1.25 kW/ μ m 2 (对应激光功率 2.7 mW)用于 Zr 杂化材料和 1.02 kW/ μ m 2 E-shell 300(对应激光功率2.2mW),可以看出两种材质的光栅线都很光滑。图 4c 和 d 显示了由 Zr 杂化材料和带有 P 的 E-shell 300 制成的周期性光栅线的 SEM 图像 D =400nm,分别。随着周期距离的减小,用于制造的激光强度也降低,以实现高分辨率并同时避免相邻特征之间的空间内的过度聚合。在本研究中,激光强度为 0.69 kW/ μ m 2 被应用于两种材料的制造。随着PD的减少 ,由 Zr 混合材料制成的光栅线具有颗粒感(图 4c),而由 E-shell 300 制成的光栅线具有较小的粗糙度(图 4d)。由 Zr 混合材料制成的光栅线的颗粒感可能是由不稳定的聚合引起的,这是由于降低的激光功率接近材料的聚合阈值而发生的。该比较表明 E-shell 300 更适合制造具有纳米级周期距离的结构。此外,SEM观察到的所有结构都沉积了20nm厚的金层。
<图片>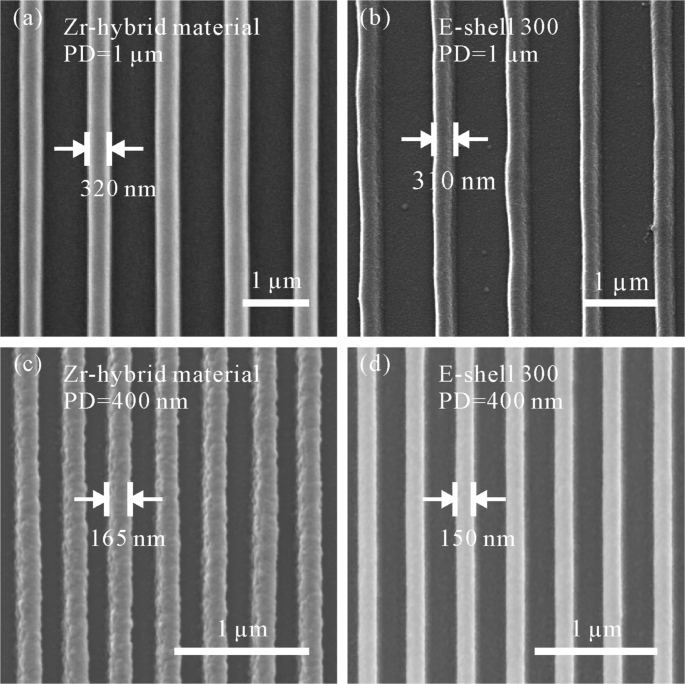
不同材料制造的光栅线的SEM图像。制造速度为7 μ 多发性硬化症。 一 材质:Zr-杂化材料; P D =1 μ 米;激光强度:1.25 kW/ μ m 2 . b 材质:E壳300; P D =1 μ 米;激光强度:1.02 kW/ μ m 2 . c 材质:Zr-杂化材料; P D =400 纳米;激光强度:0.69 kW/ μ m 2 . d 材质:E壳300; P D =400 纳米;激光强度:0.69 kW/ μ m 2
与激光焦点位置相关的结构形成研究
为了将纳米结构放置在玻璃基板的表面上,激光束必须在 2PP 工艺过程中聚焦在基板/光刻胶界面上。因此,只有部分体素能够引发光刻胶的聚合。体素的另一部分在玻璃基板中,以确保结构的附着力。由于体素几何形状为椭圆形,因此其横截面尺寸沿主轴存在变化。在高分辨率微纳米加工中,衬底与光刻胶界面体素截面尺寸的变化是影响结构形成及其特征尺寸的重要因素。
图5 激光聚焦沿z调整示意图 方向。光刻胶与基板界面的位置定义为参考焦点位置z 0(图 5a)。由于光刻胶液滴在玻璃基板的底部,激光焦点从参考位置z向下移动 0 进入光刻胶。当前激光焦点位置z之间的距离 和参考位置 z 0由Δz表示 =∣z -z 0∣。图 5b 和 c 中用深绿色表示的区域代表光刻胶内部的激光聚焦区域,这使得光强度高于聚合阈值的聚合成为可能。通过将激光焦点置于不同的z,可以实现不同的特征尺寸 职位。特征尺寸w 特征在于在相同 z 下制造的特征的平均半高全宽(FWHM,图 5c) 一个数组中的位置。
<图片>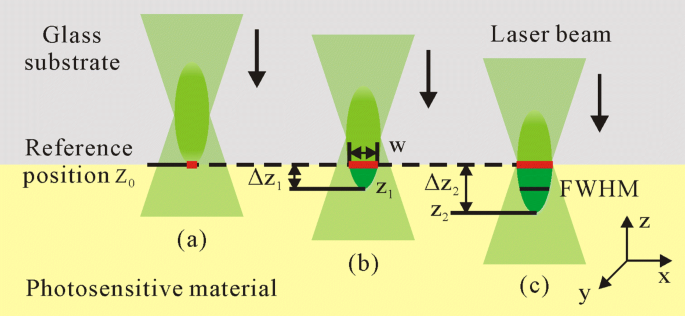
激光焦点位置沿z变化示意图 方向
获得了不同激光焦点位置制造的周期光栅线,如图 6 所示。周期距离 (PD ) 光栅线之间为 1 μ 米。有了这个关闭PD ,当激光以 Δ 聚焦时,相邻特征开始通过间隙区域的额外聚合相互连接 z =500 nm(图 6a)。光栅线外的簇是由额外聚合产生的。在 2PP 过程中,自由基是通过光引发剂分子中激光诱导的键断裂产生的。这些自由基积累在相邻特征之间的小间隙中,导致自由基浓度增加。这种高自由基浓度会超过聚合阈值,从而导致不希望的聚合。此外,还可能导致聚合结构对基材的不稳定粘附。在这种情况下,这些结构在开发过程中很容易被冲走。当激光束的焦点更多地位于基板内部时,聚合的光刻胶更少。如图 6b 所示,在这种情况下实现了宽度为 78 nm 的光栅线。但是,也可以看到结构的弱可见性。因此,在聚合过程中选择合适的激光焦点位置不仅对获得更高的分辨率而且对结构与基材的更好粘附都非常重要。
<图片>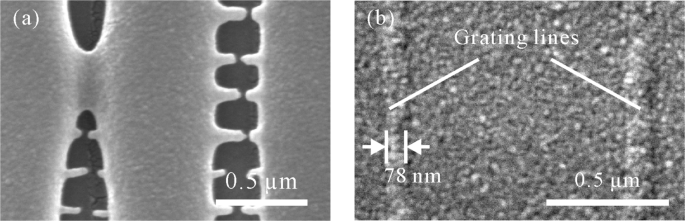
激光焦点位置对结构形成的影响。材质:E-shell 300。a 激光聚焦在光刻胶内部制造的垂直光栅线。制造I的激光强度 =0.71 千瓦/μ m 2 (对应激光功率1.55 mW),相对激光焦距Δ z =500 纳米。特征之间会产生额外的聚合,并连接相邻的特征。 b 激光聚焦制造的垂直光栅线更多地位于基板内部。制造I的激光强度 =0.65 千瓦/μ m 2 (对应激光功率1.4 mW),相对激光焦点位置Δ z =0 纳米
关于激光焦点位置对特征尺寸的影响,研究其对x中制造的光栅线的影响 -y 进行了飞机。通过增加相对距离Δz ,获得了在不同激光焦点位置下制造的光栅线。测量的光栅线宽度w l 取决于相对激光焦点位置,如图 7a 中的点所示。用于制造的激光强度为 0.85 kW/ μ m 2 (对应激光功率 1.84 mW)。红色曲线表示长轴与z一致的椭圆拟合结果 轴。使用椭圆公式\(\left (\frac {x}{a}\right)^{2}+\left (\frac {400-y }{b}\right)^{2}=1\),其中 (400,0) 是椭圆的中心,b =90 是短半轴,a =5.65b 是半长轴,x 表示相对距离Δz 沿主轴,和 y 表示焦点大小的一半 L 这是沿着短轴。结果表明,线宽随激光焦点横截面尺寸而变化,该尺寸沿体素椭圆几何的主轴变化。当相对位置Δz =50 nm,特征尺寸为 w 的光栅线 l =130 nm 已实现(图 7b)。此外,通过降低激光强度,光栅线与 w l =100 nm 在相同的激光焦点位置获得,如图 7c 所示。
<图片>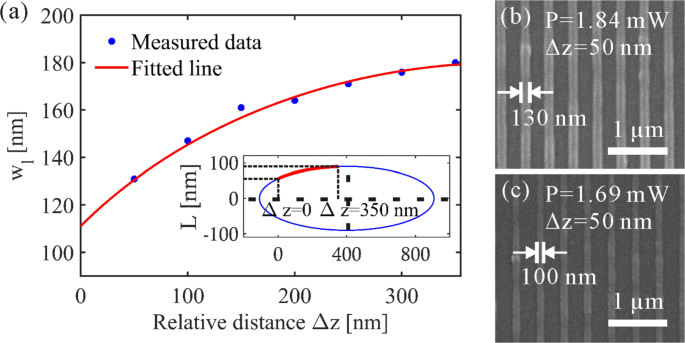
在 x 处制造的光栅线 -y 相对于不同相对激光焦距 Δz 的平面 .材质:E-shell 300。写入速度7 μ 应用了 m/s。 一 不同Δz的实测线宽和拟合曲线 .右下角的图形是拟合线对应的椭圆的重构。 b 激光强度为I的光栅线 =0.85 千瓦/μ m 2 (激光功率P =1.84 毫瓦)。相对激光焦距为Δz =50 纳米。 c 激光强度为I的光栅线 =0.78 千瓦/μ m 2 (激光功率P =1.69 毫瓦)。相对激光焦距为Δz =50 纳米
还研究了激光焦点位置对柱子特征尺寸的影响。支柱是通过垂直于基板平面移动焦斑来实现的,基板平面位于体素 (x -z 或 y -z 飞机)。通过沿 z 移动激光束来制造单个柱子 方向,距离为 1 μ 米。图8a为不同激光强度和相对距离Δz制备的柱体SEM图 .相邻柱子中心之间的距离沿 x 为 400 nm 方向和 500 nm 沿 y 方向。激光强度从左到右以大约 0.23 kW/ μ 的步长增加 m 2 (对应激光功率0.5 mW)。激光焦点位置z之间的相对距离 和参考位置 z 0 沿垂直方向从下到上增加。图 8b 显示了测量的支柱直径 w p 关于激光强度和相对距离Δz .柱子的直径w p 是通过测量其 FWHM 获得的。激光强度范围为 0.74–0.96 kW/ μ m 2 .可以看出,w p 随 Δz 的减小而减小 和激光强度。当Δz =150 nm,直径为w的柱子 p ≈110 nm 是在相对较大的激光强度范围 (0.74–0.81 kW/ μ m 2 )。如图 8c-d 所示,当制作柱子阵列时,柱子尺寸也有一个相对稳定的窗口,这是用 I =0.74 千瓦/μ m 2 和Δz的相对距离 =300 纳米。柱子的纵横比在2左右,说明柱子的再现性非常好。
<图片>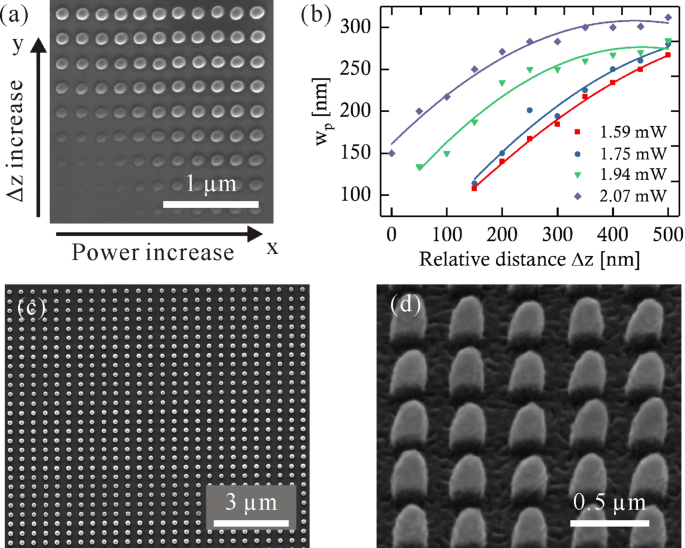
不同激光强度和激光焦点相对距离Δz制作的柱状阵列 .材质:E-shell 300。a 用不同激光强度和相对激光焦点位置制造的柱子的 SEM 图像。 b 测得的柱子直径 w p 相对于激光强度I 和相对距离Δz .激光强度分别为0.74 kW/ μ m 2 , 0.81 kW/ μ m 2 , 0.90 kW/ μ m 2 , 和 0.96 kW/ μ m 2 对应激光功率为 1.59 mW、1.75 mW、1.94 mW 和 2.07 mW。 c 柱阵列的顶视图。 d 用 45 ∘ 观察柱阵列的 SEM 图像
特征尺寸和间隙尺寸低于衍射极限的周期结构的制造
基于对周期性光栅线(制造于x -y 平面)和柱子,制造了由光栅线和柱子组成的高分辨率周期性结构。它的大小是 20×20 μ m,光栅线的中心和柱子之间的周期距离为 200 nm。在这项工作中,提出了通过分别制造光栅线和柱子来实现周期距离为 200 nm 的高分辨率结构的策略。在这种情况下,周期距离PD 相邻光栅线和相邻柱之间的距离为 400 nm。在聚合过程中,当光栅线和柱子分开制造时,特征之间存在较大的间隙区域。这种暂时加宽的间隙区域能够减少自由基的积累,这可能会导致间隙区域发生不希望的聚合。必须注意的是,激光焦点位置也必须在制造过程中进行调整。用不正确的激光焦点位置制造的结构如图 9a 和 b 所示。可以看出,当激光聚焦在光刻胶内部太多时,线和柱是相连的。图 9c-f 是具有良好定位激光焦点的结构的 SEM 图像 [23]。通过正确放置激光焦点位置并利用上面提供的制造策略,实现了尺寸低于衍射极限(线宽为 110 nm,柱直径为 135 nm,间隙尺寸为 65 nm)的结构,如图所示图9e。
<图片>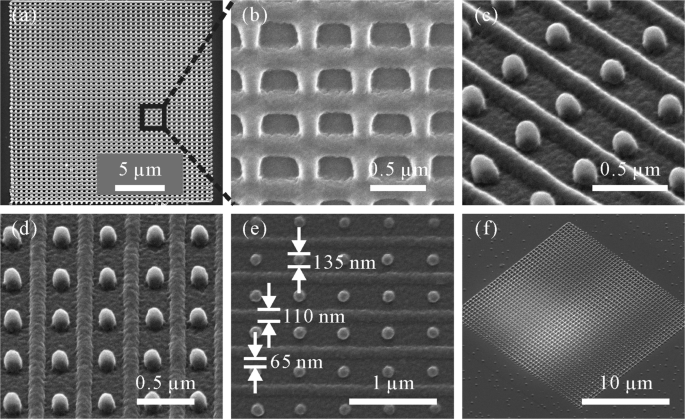
具有P的2PP制造的周期性结构的SEM图像 D =200 纳米。材质:E-shell 300。制作光栅线强度:I =0.83 千瓦/μ m 2 ;支柱:我 =0.6 千瓦/μ m 2 .用于制造光栅线和柱的相对激光焦距为 300 nm。 一 –b 在光刻胶内设置激光焦点位置制造的周期性结构。 c –d 具有适当激光焦点位置的周期性结构的 SEM 图像。 e 用适当的激光焦点位置制造的结构的顶视图。 f 整个阵列的SEM图像
结论
总之,我们比较了不同光刻胶和工艺参数对结构形成的影响,并提出了通过控制沿z的激光焦点位置来提高空间分辨率和减小相邻特征之间间隙尺寸的方法。 方向。实验证明 E-shell 300 是一种更适合制造空间分辨率小于 200 nm 的结构的材料。我们还成功实现了间隙尺寸为 65 nm 和特征尺寸为 110 nm 的周期性结构。尺寸远低于阿贝衍射极限。进一步研究这种高分辨率结构的光学性能(例如,光学图像的信号增强)将具有吸引力。
缩写
- 2PA:
-
双光子吸收
- 2PP:
-
双光子聚合
- FWHM:
-
全宽半高
- IFTS:
-
干涉傅里叶变换散射测量
- 不适用:
-
数值孔径
- PD:
-
周期距离
- SEM:
-
扫描电子显微镜
纳米材料