

3D 打印铣削虎钳
今天的机加工问题很简单:成本高且占用时间过多。来自熟练操作员的时间。时间在昂贵的机器上。是时候设置了。是时候动手了。
当涉及到加工定制工具——夹具、夹具、模具和图案的生产时,这个问题变得非常痛苦。刀具加工传统上是加工过程中最耗时和成本最高的部分之一。再说一次,为什么使用工具如此痛苦?
这既费时又费钱。
获取免费样品部件
耗时
获得一套定制铣爪的典型流程是:
在计算机辅助设计 (CAD) 软件中设计夹爪
1. CAD中的夹爪草图/绘图
2. 钳口设计
3. 编程数控
4. 在CNC上安排钳口
5. CNC上机夹
6. 等等...
7. 送钳
到下颌被交付时,多达五个不同的人在此过程中接触过它。设计钳口的设计工程师。经理在蓝图/图纸上签字。编程CNC的程序员。一个熟练的机械师来加工钳口。
现在,当夹爪设计用来容纳的部件从 Rev 1 迭代到 Rev 2 并最终迭代到 Rev 3 时会发生什么?每次修改都会导致对颌骨的修改,整个过程从第一步重新开始。
成本高
在低产量情况下,制造商要么拒绝生产,要么对每单位成本收取额外费用。工具的固有问题是它们不会产生收入。例如,制造商在 CNC 上加工一组铣爪的成本是机器停机时间、人工和管理费用。加工铣爪无助于制造商的底线。如果夹爪不再使用,为了恢复初始的前期成本及其后续迭代,夹爪的成本会被赌注并分摊到最终的、生产运行的铣削夹爪或最终使用的创收部件正在加工。
这就是增材制造(俗称 3D 打印)的用武之地。
增材制造
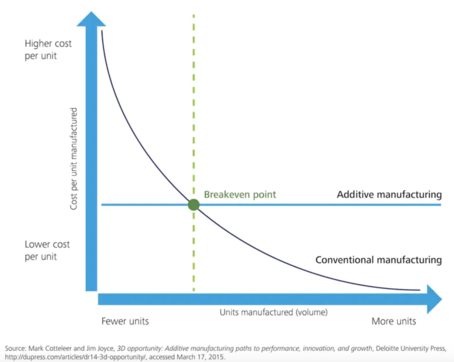
除了允许更多的设计自由之外,增材制造还将工具从耗时和昂贵的转变为无需干预和负担得起的。对于一次性工具,增材制造为制造商打开了大门,通过将 CNC 机器停机时间、劳动力和管理费用减少到仅材料成本来提高他们的底线。如图 1 所示,与传统制造相比,3D 打印一次性模具的成本极其低廉。
增材制造通过大幅缩短上市时间来简化最终用途、创收零件的生产。通过增材制造,可以在设计后立即打印钳口,完全颠覆了模具制造范式。
设计、起草、批准、编程、安排、机器、检查和重复的艰苦日子已经一去不复返了;使用可产生收入的 CNC 来加工一组钳口的日子已经一去不复返了;使用 CNC 程序员编程来加工一组卡爪的日子已经一去不复返了。工具越快可用,最终用途、创收零件的加工速度就越快。
阅读我们的复合材料设计指南
如何 3D 打印铣刀
在设计用于 3D 打印的铣爪时,三个先决条件是了解铣爪设计、CAD 和连续纤维制造 (CFF)。第一个和第二个先决条件是不言自明的。对于最后一个先决条件,3D 打印铣削钳口是使用 CFF 进行定向和加固的问题。那么,什么是 CFF?
连续纤维制造 (CFF)
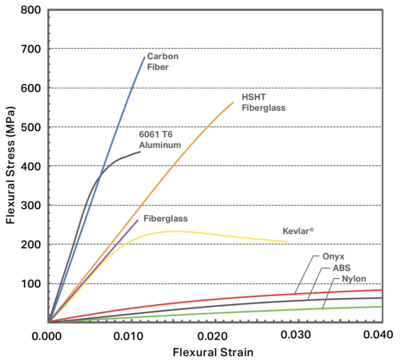
过去打印热塑性塑料的增材制造技术太弱,无法承受 CNC 加工的恶劣环境。随着连续纤维制造 (CFF) 的推出,Markforged 通过使用连续纤维(碳纤维、Kevlar® 和玻璃纤维)进行打印以增强热塑性打印部件,从而颠覆了增材制造行业。连续纤维的强度如图2所示。
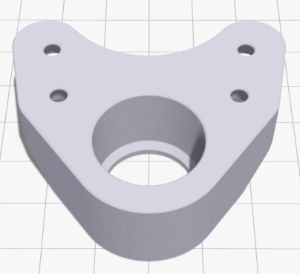
例如,图 3 所示的滚针轴承工件需要在其一个面上进行平面铣削操作。用于该操作的铣爪如图4所示。
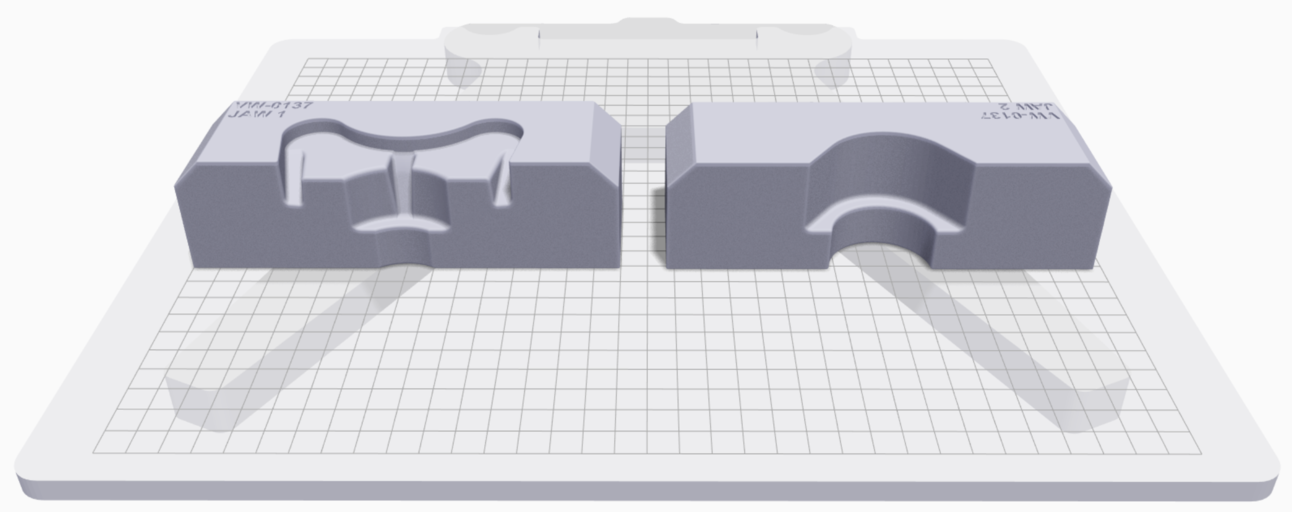
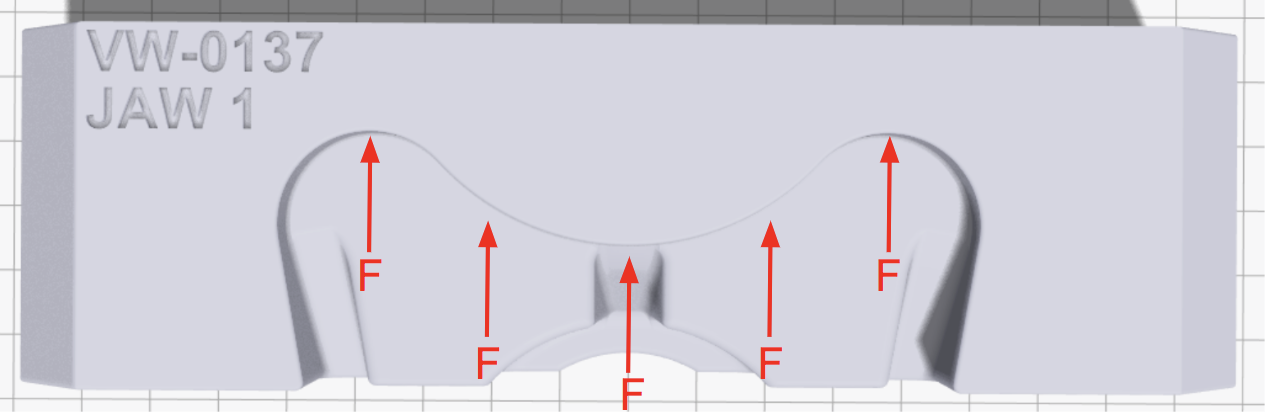
连续纤维打印在平行于构建板的 XY 平面上,因此方向至关重要!在考虑如何定位一组用于打印的铣削钳口时,成功的关键是了解夹持压力将如何施加到钳口上,以及如何布置连续纤维以抵消夹持压力。例如,图 4 中所示的夹爪设计用于夹紧工件以进行面铣刀操作。夹紧压力位于与工件共形的接触点。在接触点处,夹爪承受夹紧压力,这是由工件和虎钳引起的压缩力,如图 5 所示。
为了以最佳方式布置连续纤维以抵消压缩力,重要的是要了解纤维的张力最强。当用连续纤维增强铣削钳口时,对纤维进行布线以最大限度地增加纤维数量。在图 6 中,连续纤维围绕零件的外壁同心排列,并且会因压缩力而处于张力状态。
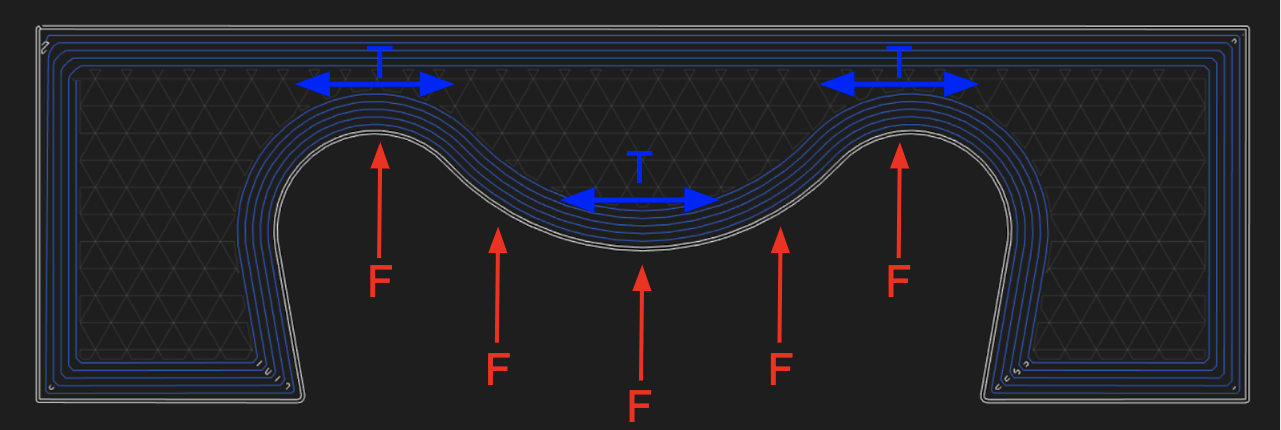
处于张力下的连续纤维抵抗压缩力,以保持钳口的尺寸稳定。重要的是要注意,使用虎钳夹住钳口并加强它以抵抗印刷层之间的剪切力起着关键作用。在考虑钳口设计时,最大限度地增加与虎钳的表面接触量。
用于 3D 打印的高级铣刀
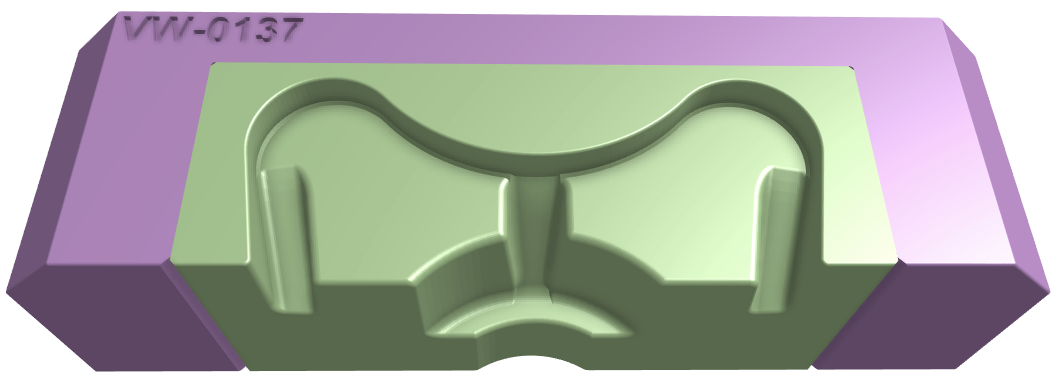
3D 打印铣爪的下一步是创建模块化铣爪。例如,不要打印图 4 中所示的整个颌骨,而是考虑使用一组硬颌作为“坯料”,使用 3D 打印软颌作为“插入物”。如图 7 所示,加工的金属钳口是紫色显示的“空白”,3D 打印的复合软钳口是绿色显示的“插入物”。由于不同工件的共形几何形状发生变化,因此一个坯料可以用于多个刀片。
尽管 CFF 钳口非常适合替代铝制钳口,因为复合材料具有同等的强度和无损伤特性,但当需要更换钢制钳口时会发生什么?利用相同的模块化理念,“坯料”可以是机加工铝或 3D 打印的 CFF,而“插入物”则是通过称为原子扩散增材制造 (ADAM) 的工艺在 Metal X 系统上进行 3D 打印。随着当前 17-4PH 不锈钢和 H13 工具钢的发布,Metal X System 保留了 3D 打印的所有优点,例如保形几何形状、快速周转和降低成本,并满足替代钢所需的材料特性下巴。
从工具架过渡到快速、可互换的解决方案,模块化铣爪是制造业的未来。增材制造进一步将制造工具从耗时且昂贵的转变为更加省力且经济实惠。
如何最好地使用 3D 打印铣削虎钳钳口
3D 打印铣削虎钳钳口不是火箭科学,但它确实需要对铣削虎钳设计、CAD 和 CFF 有基本的了解。要记住的重要步骤是:
(1)确定工件和虎钳之间铣削虎钳爪上的夹紧压力;
(2) 选择一种印刷方向,以最大限度地提高纤维对夹紧压力的张力;和
(3)在张力下用连续纤维增强。
有兴趣了解更多信息吗?与我们的一位产品专家交谈,了解 3D 打印部件适合您的业务的哪些方面。
联系我们
3D打印