

如何制作更强大的 3D 打印;分步指南!
在一些 3D 打印件上工作时,您可能会面临必须完全或局部加固它们以提高其强度和耐用性的挑战。它可以是整个零件,也可以是特定区域承受某种载荷,例如压缩、拉伸、剪切、扭转或弯曲。
在本文中,我们将探索多种获得更强打印效果的方法,例如在设计阶段提高强度、控制打印温度和速度,或选择最适合您的打印材料。但在此之前,让我们快速总结一下您可以做的事情,以使您的 3d 打印更强大。
为了使 3D 打印部件更坚固,确定正确的打印方向、增加壁厚和填充密度非常重要。此外,还可以通过调节流速、降低打印速度、增加线宽、提高打印温度,甚至关闭冷却风扇来增加阻力。最后但同样重要的是,考虑使用尼龙打印并对物体进行退火处理。
开始吧!
从设计开始
在本节中,我们将指出设计在打印之前的重要性以及如何使用它。
通过对零件进行应力分析,我们将能够识别出高应力区域。因此,局部加强零件并对这些区域进行修改将提供最大的强度重量比,将减少灯丝消耗,并最大限度地减少打印时间。
您可以做的第一件事是通过仅在高应力区域增加填充密度来修改填充密度。
在这些特定区域上工作,您还可以通过将它们的数量增加到所需的厚度来修改周长。
零件的内部加强也是可能的。如果您对高应力区域的内部孔进行建模,切片软件会将孔视为零件特征。因此,它将用周长打印,形成一个小管形式的内部结构,从而更好地分布该区域的载荷。
影响打印强度的切片器设置
切片机是计算机软件,它在 3D 打印过程中起着重要的作用,因为它负责将 STL 格式的模型转换为 g 代码格式的打印机命令。
在这些命令中,您可以设置打印方向和温度或填充图案和密度等功能,这些都会影响打印质量和强度。
打印方向
图层方向在很大程度上决定了打印的强度。
重要的是要知道层之间的界面是一个薄弱点,这意味着,如果您在该点直接在层定向的方向上施加力,那么您可能会毫不费力地破坏该部件。然后,在将您的设计放置在切片机中时,您应该考虑零件将承受的载荷,并确保打印平面不与这些力平行。
如果您想查看这方面的示例,您将在本文中找到更多信息。
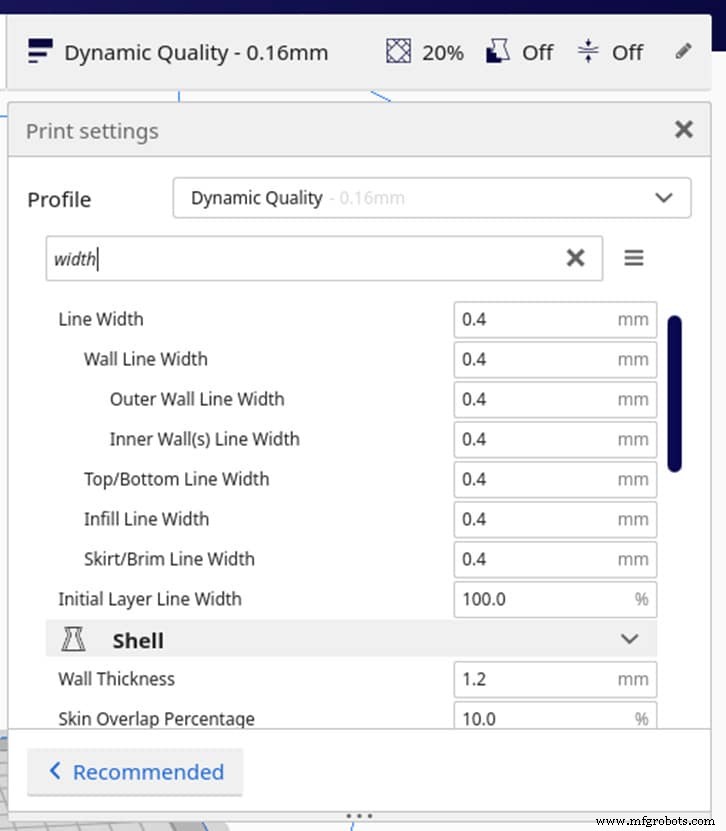
壁厚(壳数/周长)
外壳或周边(名称取决于您使用的切片器软件)构成 3D 打印部件的外部。众所周知,机器以与作品内部完全不同的方式打印它。
许多不同的设置会影响外壳/周长的打印方式,其中一些与工件的强度直接相关。这方面的一个例子是壁厚。
壳厚度的切片器设置通常分为壁厚和顶层和底层厚度。您可以设置墙宽(以毫米为单位),它决定了打印件上一组墙的宽度,也可以设置喷嘴应该为墙进行的所需通道数。这些参数是相互关联的:调整一个会自动调整另一个。
顶层和底层的设置几乎相同。厚度是指层的高度。对于更坚固的零件,您应该使用更大的值,例如 2 到 3 毫米的壁厚和 1.6 到 2 毫米的顶部和底部厚度。
填充图案
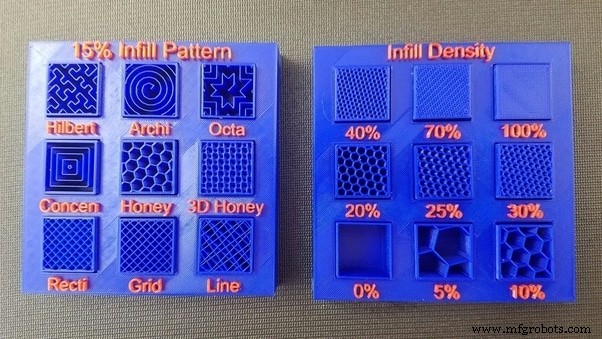
设置中提供了许多不同的填充图案。
如果目标是获得更坚固的棋子,立方、立方细分、八位位组、四分之一立方和螺旋体等填充图案将优于线或锯齿形等代表较低强度填充的图案。
但是,在选择一种或另一种时,您可能会考虑到零件将承受的载荷类型、它们的应用方向以及每个图案花费的材料量和打印时间。
尽管每一块都需要单独分析,但一般来说,填充密度约为 50% 的蜂窝是最强的选择。
有关填充的详细文章,请单击此处
填充密度
除了图案,密度是另一个会影响作品强度的填充特征。填充物越密集,碎片越强。这是因为承受载荷的材料更多,并且您可以更好地分配它们。
但是,并非总是 100% 的密度是最佳选择。根据您想要的零件功能,您应该考虑到这也会增加打印时间、耗材消耗,并且您也会获得更重的零件。
什么是好的填充密度?
通常,将填充密度设置在 75% 以上不会显着增加零件强度。在某些情况下,50% 的填充百分比可能已经为您提供与 100% 相同或非常接近的强度。
降低层高
层高是 3D 打印件上每层挤出塑料的高度。这个参数与我们在最终结果中获得的细节或分辨率有关。
进行了一项研究以确定不同的层高和喷嘴直径将如何影响打印强度。他们测试了 0.4mm、0.6mm 和 0.8mm 喷嘴以及不同的层高,得出的结论是,层高增加得越多,零件变得越弱,事实上,从最小层高到最大层高,强度差异为大约 3.5 倍。
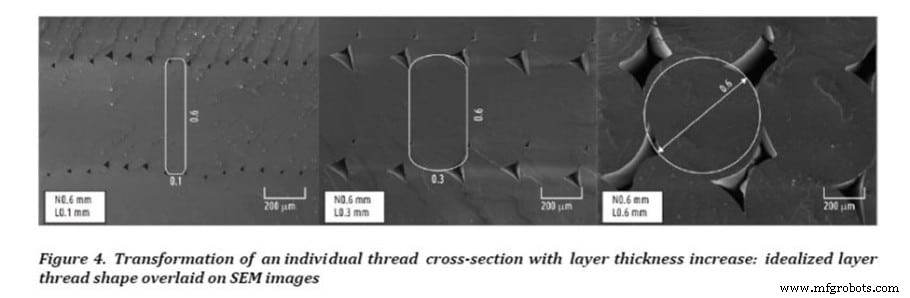
正如您在这张图片中看到的那样,喷嘴直径起着重要作用,因为使用较大直径的喷嘴打印但在较低的层高将为每一层提供更宽的接触表面积以粘附前一层,从而导致整体更强键,因此,更强大的 3D 打印。
增加线宽
线宽是打印材料的线宽。随着挤出宽度的增加,喷嘴内部的压力也需要更高,以便在材料离开喷嘴后将其挤压到侧面。
这种压力不仅会将材料挤压到侧面,还会将各层压在一起,从而在它们之间产生更好的粘合力。线宽值可以用0.4mm喷嘴的百分比来表示。
可以观察到,层的附着力和强度在 150% 时达到最大值。在这个值之后,它们开始减少,因为它是在非常粗糙和受压的表面上获得的。
调整流量
薄弱部件的原因可能是由于打印件中可能出现的间隙、缺失层或小孔而导致挤出不足。此问题可能与流速不足有关。逐渐增加此设置直到看到一些改进可能会解决问题。
您也可能面临相反的问题;这意味着过度挤压。在这种情况下,解决方案可能是逐渐减少流量,直到您看到一些改善。分层是另一种失去强度的方式。与之前一样,增加流量可能是解决方案。
降低打印速度
根据机器处理给定速度的能力,工件的质量会或多或少地受到影响。
挤出机的快速移动会产生大量的振动,从而导致打印质量差。因此,在某些情况下,降低打印速度可能是一个很好的解决方案。
提高打印温度
更高的温度意味着层间更好的附着力。
同时,由于极低的温度可能会导致挤出不足,因此在较高温度下打印的部件往往会因包含更多材料而变得更重。更多的材料通常意味着更高的强度。
不过,您应该仔细考虑,为了提高强度,最好的温度是极高的温度。即使有空隙和气泡,您也可以获得相当粘稠的零件,并导致材料退化,使零件变弱。
关闭冷却风扇
冷却风扇的作用是在材料出来后对其进行冷却,使其快速凝固,并且在打印时不会变形。但要小心,因为如果冷却过多,层之间的粘合可能会出现问题,并且它们可能会裂开。
另一方面,这样做也存在一些潜在问题,例如桥接不良或过热,从而导致最终零件变形。
更强大的打印效果的理想切片机设置
下表列出了 PLA 灯丝的理想设置:
| 参数 | 设置 |
| 打印温度 | 200–210ºC |
| 床温 | 50 – 65ºC |
| 层高 | 0.12 毫米(越低越好) |
| 撤回 | 6 毫米 |
| 填充 | 50% 或更高 |
| 速度 | 30 – 50 毫米/秒 |
| 初始层速度 | 20 毫米/秒 |
| 初始层高 | 0.2 毫米 |
| 初始风扇速度 | 0% |
| 风扇转速 | 0% 以获得更强的打印效果 |
| 支持悬垂角度 | 45° |
对于其他常见材料,理想的打印温度为:
- ABS:230 – 240 ºC
- PETG:220 – 230 ºC
- TPU:220 – 240 ºC
理想床温:
- ABS:90 – 110 ºC
- PETG:70 – 85 ºC
- TPU:50 – 65 ºC
使用更强的灯丝
我们使用的材料在强度和耐用性方面具有直接影响。在强度方面,赢家似乎是聚碳酸酯,它被评为最强的灯丝类型。如果在正确的温度下正确打印,聚碳酸酯可以生产出极其坚固和持久的组件。
然后我们有尼龙,可以与聚碳酸酯相提并论。这种材料抗冲击、抗疲劳、耐热,并且比聚碳酸酯更容易印刷。
PLA 和 PETG 是其他常见的材料,它们的优点是比聚碳酸酯更容易打印。 PLA 通常被推荐作为初学者的起始材料。 PLA 更硬,而 PETG 更柔韧,因此更难折断。
这一特性使 PETG 也比 PLA 更耐冲击,因为它更好地吸收冲击。另一方面,PLA的抗拉强度更强。
下表显示了不同材料在不同方向的冲击强度(焦耳/米):
| 扁平 | 水平 | 垂直 | |
| 聚碳酸酯 | 354 | 515 | 42 |
| 尼龙 | 325 | 249 | 60 |
| PETG | 239 | 178 | 35 |
| 解放军 | 153 | 113 | 77 |
| ABS | 129 | 149 | 55 |
PLA和PETG的详细比较请看这里。
哪种灯丝耐户外?
耐户外的材料有一些理想的特性,例如抗紫外线、耐高温和防水。
但是,哪种材料最适合户外应用?
PETG具有抗紫外线和抗水性,是户外使用的理想选择。
ASA,抗紫外线,可以承受所有天气条件。具有较高的玻璃化转变温度,具有耐高温性和耐冲击性和耐化学性。
另一方面,尼龙、PLA 和 HIPS 不推荐用于户外应用,因为它们缺乏抗紫外线能力。随着时间的推移,它们会失去颜色并变脆。
您可以在此处找到有关此主题的大量信息。
哪种灯丝的耐热性最好?
耐温性是印刷品在熔化或破裂之前所能承受的最高温度。
聚碳酸酯以其强度和耐用性而闻名,并具有高耐热性。聚碳酸酯的玻璃化转变温度为150°C,印刷品可承受高达140°C左右的高温。
另一种流行的灯丝是 ABS,它具有很高的耐热性和抗损坏性。玻璃化转变温度为 105°C,成品印刷品可以承受接近 100°C 的温度,但不能长时间承受。
PETG 灯丝也具有良好的耐热性,并且也很容易打印。 PETG 能够承受高达 75°C 的温度。
有关灯丝耐热性的更多信息,请点击此处。
退火打印
退火有助于提高零件的强度和耐用性。这个过程导致塑料中大晶体结构的数量增加。这有助于更均匀地重新分配负载和热能。
该过程包括将零件暴露在一个非常特定的温度下:高于玻璃化转变温度但低于其熔化温度,大约 30 到 45 分钟。
欲了解更多信息,请查看这篇文章。
结论
正如我们所看到的,要获得高质量和强大的作品,需要做很多事情。
您通常必须完全使用其中的一些。
从设计阶段开始,对零件进行应力分析,然后进行适当的切片机设置,然后为工作选择最合适的材料,您将能够获得高强度和耐用的零件。
3D打印