

如何创建 3D 打印配置文件
在 3D 打印中,总是有一系列取决于用户的一系列因素 ,这通常会导致打印令人满意或失败。所有因素都收集在每个用户在每个 3D 打印中使用的打印配置文件中。
在 3D FDM 打印配置文件中,可以修改无限数量的参数 :打印温度和速度,如何制造内部和外部部件以及影响 3D 打印的所有其他参数。因此,创建打印配置文件时最重要的信息将在下面讨论。
需要考虑的方面
在开始修改打印参数之前,一系列的因素会直接影响 必须考虑:
工件的几何形状
零件的形状和厚度直接影响打印参数,例如速度和层厚,因为如果零件有尺寸减小的区域,打印配置文件必须具有较低的制造速度,以确保零件的质量。
材质
正如所有用户所知,每种材料都有每个制造商推荐的温度和速度范围, 建议保持这些值以避免可能出现的问题,例如由于温度过高导致喷嘴中出现煅烧的灯丝颗粒,随后导致灯丝堵塞。
3D 打印机
在 FDM 3D 打印机中存在重要差异。对打印配置文件的配置影响最大的差异之一是挤出机的类型,直接或鲍登,因为在打印速度、速度和回缩长度甚至流动方面需要非常不同的值。
环境
很少有用户会考虑 3D 打印机所在的环境。 温度、湿度或气流的存在是直接影响打印配置文件的因素 在某些情况下,还有零件的表面光洁度。
作品的目的
3D 打印的众多优势之一是同一件产品可以制作出无数种不同的配置:表面光洁度的好坏取决于打印时间,一个表面或另一个表面的阻力更大等。这是通过调整每个轮廓来实现的每个特定案例。
5个关键测试
清楚以上所有内容后,就该配置配置文件了,为此 Polymaker 开发了 PCP(配置文件创建过程),对所有用户进行五项测试以实现理想的打印配置文件:
测试 1:挤出机流量
第一步是找到材料的理想温度 l 用户需要使用。应使用灯丝制造商推荐的最低温度开始,然后增加温度,直到流动连续并且热端中没有堵塞。
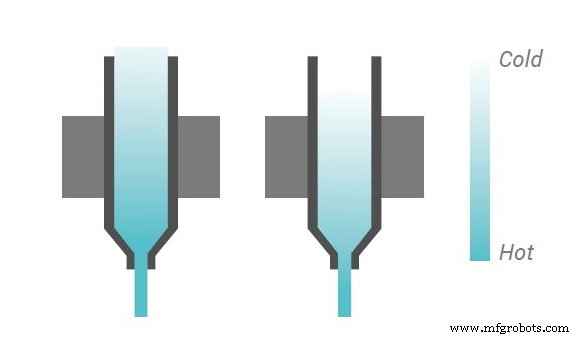
图 1:挤出机流程。来源:Polymaker。
希望完美调节温度的用户,可以进行温度测试 ,比如下图中的测试。

图 2:温度塔测试。
测试 2:流程管理
此部分应更正打印错误 由错误的流配置引起 .这种管理不善可能会因挤出机压力过大或由于错误的回缩配置而导致整个零件表面的细丝碎屑导致不规则流动。
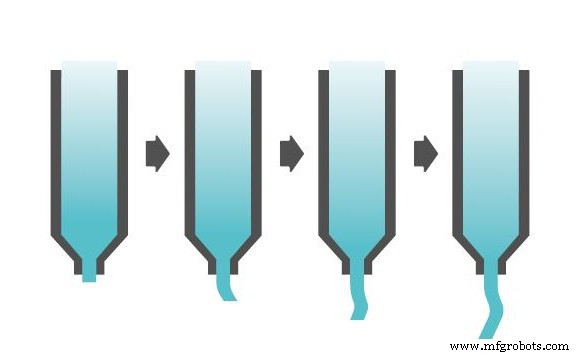
图 3:流程管理。来源:Polymaker。
测试3:散热风扇(层)
层扇是 3D 打印机最重要的组件之一 , 因为有了它,您可以获得更复杂的几何形状和更高质量的表面光洁度。
以下方案显示了作用在层与层之间的交界处的力。 “F1”是材料的提升力 l 当处于悬臂状态时“F2”为收缩力 由上层的张力引起。 这两个力的值必须近似为零 以保持机械和几何稳定性。为实现“F1 =0”,必须降低层高、溢流角和挤出温度;或增加图层风扇的速度。在“F2”的情况下,可以通过提高挤出温度或降低挤出速度来使力值最小。
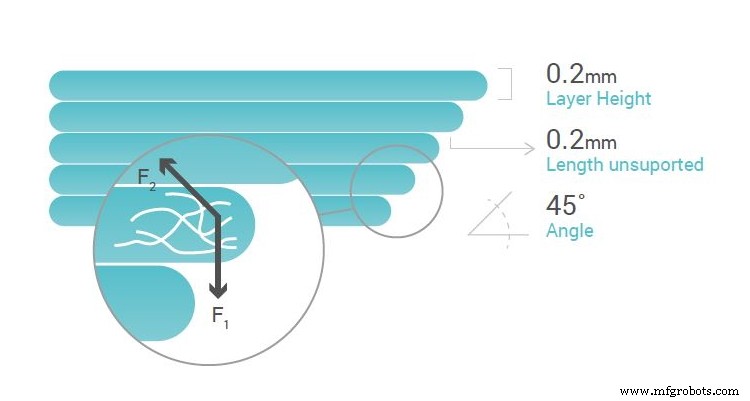
图 4:冷却风扇的重要性。来源:Polymaker。
测试 4:分层(翘曲和开裂)
使用 ABS 或 ASA 等细丝时通常会发生层间分层(开裂)或第一层与基底层之间的分层(翘曲)。由于层间应力累积,打印过程中会出现这种情况 由聚合物本身的强度(F2)和下层(F1.2)或基底本身印刷(F1.1)的粘附力的相反方向的作用引起的。当联合中涉及的力不平衡时,就会发生分层 ,如下图所示。
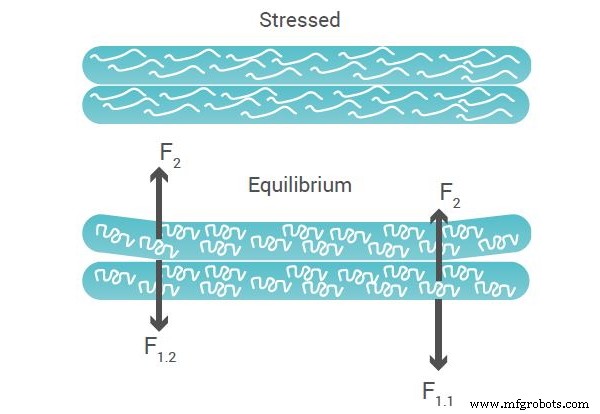
图 5:分层(翘曲和开裂)。来源:Polymaker。
为避免这种情况,用户必须找到理想的基础温度,并在所用材料需要时关闭 3D 打印机。
测试 5:细节
最后,确保打印件的整个表面光洁度 ,包括最好的零件,用户必须调整流量和冷却 通过层扇。两个参数的调整一定要小心修改值,以免通过,因为这会导致上述错误。
图 6:精细的细节。来源:Polymaker。
结论
本文中的所有详细信息旨在让用户获得任何材料的打印配置文件,同时考虑到 3D 打印机能够提供必要的打印参数。
3D打印