

正前角和负前角的区别
机加工是一种减材制造工艺,通过该工艺以切屑的形式从预制坯料中去除多余的材料,以提高尺寸精度和公差。楔形切割工具(或刀具)用于逐层材料的逐渐剪切。几何形状、方向和材料是影响加工能力和产品质量的三个最重要的因素。刀具几何形状包含切削刃和相关表面的关键特征。它包括但不限于不同方向的前角、不同方向的后角、刀刃半径、切削刃的方向、刀尖半径等。不同的刀具指定系统以标准方式显示这些特征。
刀具的前角基本上表示前刀面的倾斜度。由于前刀面是排屑面,所以前角也表示切屑流向(正交切削)。这是一个关键参数,因为它直接或间接影响剪切变形、切屑流向、切削力、功耗、切削加工性等。根据定义,前角 是刀具前刀面和参考平面之间的角度,在其他平面上测量。根据测量该角度的平面,它可能有不同的名称,如正交前角(在正交平面上测量)、侧前角(在机器纵向平面上测量)、后前角(在机器横向平面上测量)、最大前角(在垂直于前倾主线的平面上测量)等
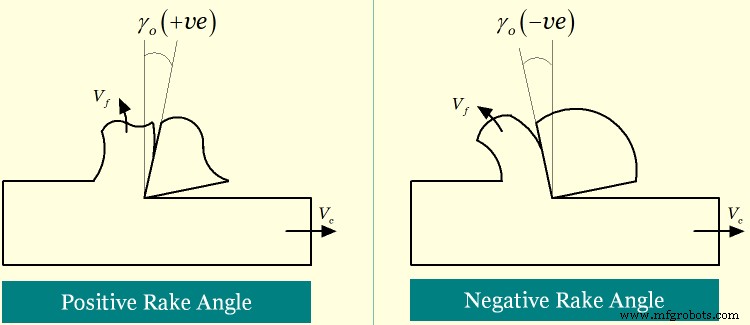
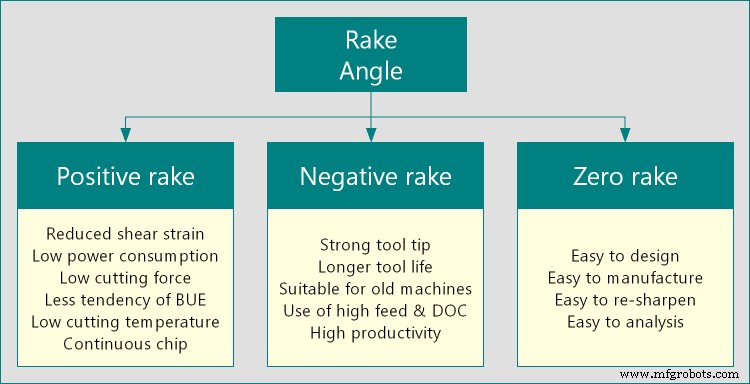
无论测量的平面或方向如何,前角可以为正或负,甚至为零。这个概念是从前刀面相对于固定参考平面的相对方向演变而来的——在一个方向上它被认为是正的,在另一个方向上它被认为是负的,当它们合并在一起时,前角被认为是零。 正抽成 当楔角和后角之和在特定平面上低于 90° 时发生。它提供了锋利的切削刃,因此可以有效地从工件上剪下材料,所需的力更小。现在,如果楔角和后角之和在特定平面上等于 90°,则 前角变为零 .类似地,当楔角和后角之和在特定平面上大于 90° 时,前角变为负数 .负前角提供了更强的刀尖,从而延长了刀具寿命。正rake和负rake的各种区别如下表所示。
表格:正rake和负rake的区别
| 正前角 | 负前角 |
|---|---|
| 楔角与后角之和小于90°时,认为前角为正。 | 楔角与后角之和大于90°时,前角为负值。 |
| 正耙提供薄楔形。 | 负前角使楔形变厚。 |
| 由于楔形薄,切屑的剪切变形较小。 | 较厚的楔形会导致切屑的高剪切变形。 |
| 它还倾向于减小芯片厚度,因此 CRC 保持在较低水平。 | 它往往会增加芯片厚度,因此CRC变高。 |
| 切削力和加工过程中的功耗相对较小。 | 同等条件下,需要更高的切削力和功率。 |
| 低 CRC、低切削力和低功率表明良好的可加工性。 | 负前角的可加工性很差。 |
| 工具提示不那么奇怪,因此容易发生灾难性故障。 | 刀尖更坚固,因此突然断裂的可能性更小。 |
| 刀具无法承受较高的切屑负荷。 | 可以安全地应用更高的芯片负载。 |
| 正前角适用于加工铜、铝等软而有韧性的材料。 | 负前角有利于加工钛、不锈钢等硬脆材料。 |
后角、楔角和前角的概念: 切削工具的楔形剖视图显示了这三个不同的角度;但是,它们都没有固定值。不同的刀具可能具有不同的这些角度值,而相同的刀具对加工性能起着关键作用。假设参考平面垂直于切削速度矢量。切削速度矢量与刀具后刀面的夹角称为后角或后角。由于前刀面和后刀面沿切削刃相交而产生楔形;相应的角度称为楔角。现在前角表面和参考平面之间的角度称为前角。相对于参考平面,当前刀面朝向切削速度矢量时,对应的角度为正;当前刀面的方向与切削速度矢量相反时,相应的角度被认为是负的;当前刀面与参考面合并时,对应的角度为零。
楔块厚度和前角: 由于前角、后角和楔角的代数和必须为零,所以对于恒定的后角,与负前角相比,正前角的楔角会更小。因此负前角提供了更厚的楔形,能够承受更高的切削力。
剪切变形和切屑厚度: 在加工过程中,刀具会压缩一层薄薄的材料并逐渐将其剪掉。因此,未切削的切屑塑性变形产生切屑,然后在离开加工区之前流过前刀面。剪切变形也从其未切割值增加了切屑的厚度。该增量由一个系数测量,称为切屑减少系数 (CRC),其定义为切屑厚度与未切割切屑厚度的比率。 CRC 总是大于 1;但是,较低的值总是可取的。具有负前角的刀具在很大程度上使芯片变形,从而导致更高的芯片厚度和更高的 CRC。然而,具有正前角的刀具允许切屑在前角表面上顺畅流动,最终导致相对较低的剪切变形和较低的 CRC。但是,CRC在任何情况下都不能低于1,除非切割是在微米级或纳米级。
切削力和功耗: 加工特定材料时消耗的切削功率越低,加工性能越好。虽然力和功率取决于许多因素,但前角的影响也很小。由于正前角具有较低的剪切变形和较低的 CRC,在所有其他加工条件保持不变的情况下,去除特定区域材料所需的切削力远低于具有负前角的刀具。
可加工性方面: 可加工性是指在特定条件下使用特定切削工具加工工件材料的难易程度。不能可靠地定量计量;只能根据其他参数进行定性判断,包括剪切变形、CRC、切削力和功率、切削温度、切屑形状和颜色、BUE 形成趋势、加工表面状况等。总体而言,正前角倾向于提供更好的可加工性。
切削刃强度和切屑负荷: 在这种情况下,负耙子会更好,因为它带有更厚的楔形。楔块厚度的增加提高了切削刃的强度,因此它可以承受更高的负载而不会失效。如果切屑负载增加到一定限度以上,与正前角相关的较薄楔形可能会断裂;因此,无法在单程中去除更大体积的材料(材料去除率或生产率较低)。它还可能在机器振动或冲击载荷下具有灾难性故障的风险,这在加工旋转非对称零件或切割具有不均匀材料的工件时经常发生。
合适的工作材料: 由于负前角可以承受更高的切削力和冲击载荷,因此可以在切削工具钢、不锈钢、钛等硬脆材料时安全使用。当材料成分不均匀或有可能受到冲击载荷时那么负佣金是更好的选择。正倾角在切割更柔软和延展性的材料(如封盖机、铝等)时效果很好。
本文对正前角和负前角进行了科学比较。作者还建议您阅读以下参考资料以更好地理解该主题。
- A. B. Chattopadhyay 的加工和机床(1 st 版,威利)。
- differ.minaprem.com 提供的正抽水和负抽水的区别。
- 图片来源:minaprem.com。
工业技术