

焊接工艺:定义、类型、工艺(图表和 PDF)
在本文中,您将了解什么是焊接? 10 种不同类型的焊接工艺及其工作原理 , 优点 , 缺点 , 应用程序 ,等等。
也可以在文末下载本文的PDF文件。
什么是焊接?
焊接 是一种永久性连接工艺,其中两块金属通过将金属加热到它们的熔点而形成一个整体。在加热过程中添加了额外的金属,也称为填充金属,以帮助将两个部件粘合在一起。

一般来说,这是一个过程,其中两个相似(或)不同的金属件可以通过将它们加热到足够高的温度来连接,以使金属在(或)不施加压力的情况下和(或)不施加压力的情况下熔化。填充材料。
焊接机
一台焊接机 用于产生热量并应用填充金属。填充金属由电极本身(或)填充材料提供以形成接头。产生的热量的温度约为 6000° 至 7000°c。那么,让我们来讨论一下有哪些不同类型的焊接工艺,以及它们是如何在工业中使用的?
另请阅读:
- TIG 和 MIG 焊接:TIG 和 MIG 焊接的区别
- 水下焊接如何工作?水下焊接的种类和类型
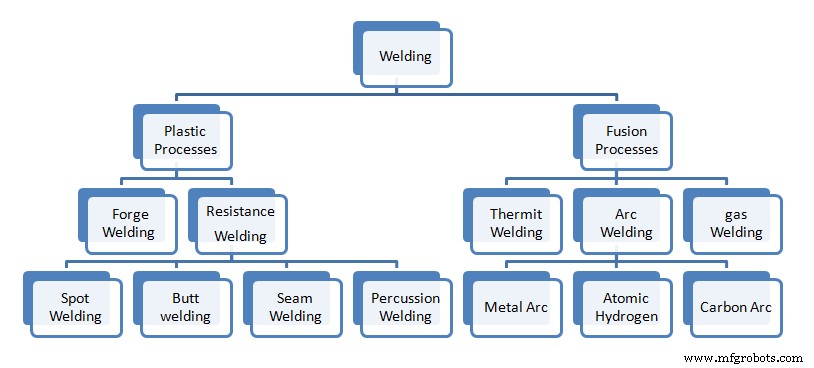
焊接类型 进程
以下是焊接工艺的类型 按产生热量的方法:
- MIG 焊接
- 焊条
- TIG 焊接
- 等离子弧焊
- 电子束焊接
- 激光束焊接
- 气焊
- 焊剂线电弧焊
- 自动氢焊
- 电渣焊
1. MIG 焊接
MIG 焊接 适用于金属惰性气体焊接。这种 MIG 焊接工艺也被称为气体保护金属电弧焊 (GMAW),也可以称为线焊。
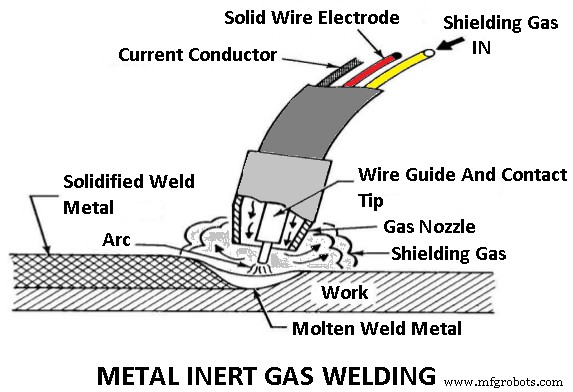
在这种类型的焊接中,一根细金属丝作为电极,通过一根软管从连接在焊枪上的线轴馈入,并从焊枪或焊枪的喷嘴中出来。扣动焊枪上的扳机时,焊丝连续送入。
2。屏蔽金属电弧焊 (SMAW)
它也被确定为手动金属电弧焊、焊剂保护电弧焊或棒焊。在这种类型的焊接过程中,电弧在金属棒或电极(焊剂涂层)和工件之间触发,棒和工件的表面都熔化形成熔池。
焊条上的焊剂涂层同时熔化会产生气体和熔渣,从而保护焊缝免受环境影响。保护金属电弧焊是一种理想的焊接黑色金属和有色金属材料的各种工艺,在所有位置都具有材料厚度。
3. TIG焊接
TIG 焊接 代表钨极惰性气体保护焊,美国焊接协会也将其标识为(GTAW)。这种焊接工艺也称为气焊。
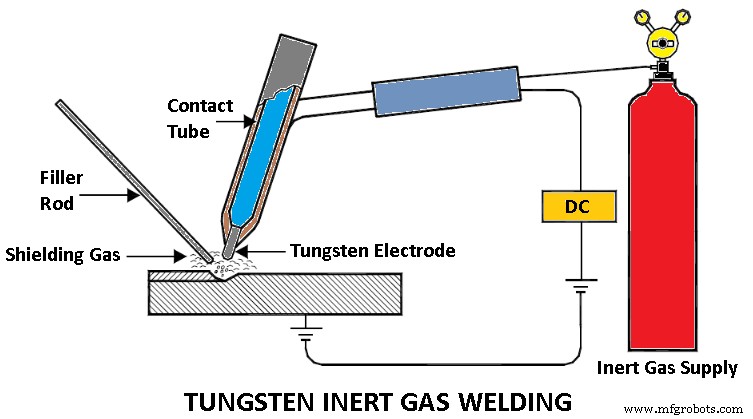
TIG 焊接采用钨电极,因为钨具有高熔点。当我们使用 tig 焊接电极变热但不熔化时,我们说这是非消耗性电极。非自耗电极并不意味着它不会永远持续下去,而是意味着它不会熔化并成为焊缝的一部分。
4.等离子弧焊 (PAW)
等离子弧焊 (PAW) 是一种弧焊工艺,利用钨非自耗电极和工件之间的压缩电弧(转移电弧工艺)或水冷收缩喷嘴(非转移电弧工艺)产生的热量。
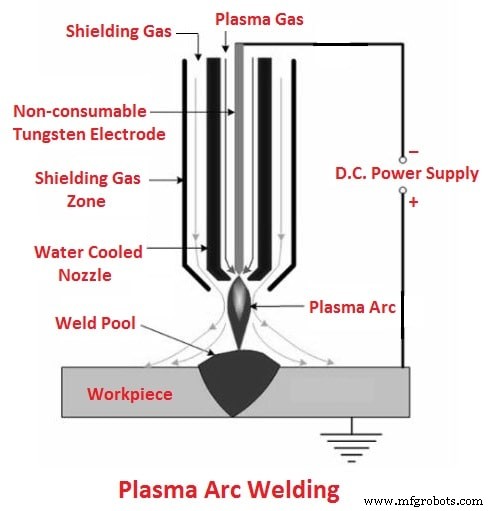
等离子体是正离子、电子和中性气体分子的气体混合物。转移电弧工艺产生高能量密度的等离子射流,可用于高速焊接和切割陶瓷、铜合金、钢、铝、镍合金和钛合金。
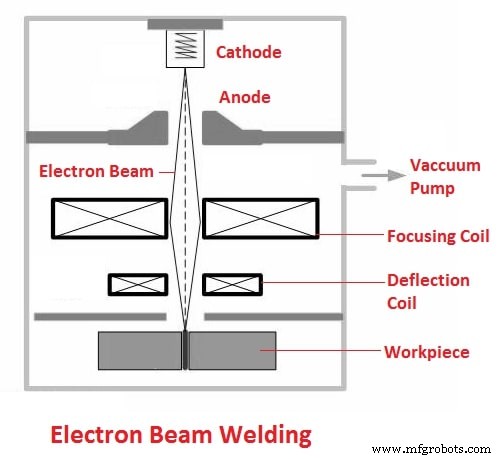
5.电子束焊接 (EBW)
电子束焊接 是一种焊接过程,它应用由高能电子束产生的热量。电子撞击工件,其动能转化为热能,加热金属,使工件边缘连接,凝固后形成焊缝。
EBM 也是一种液态焊接工艺。其中,金属对金属接头以液态或熔融状态制成。它也被描述为一种焊接工艺,因为它接受电子动能来连接两个金属工件。
6.激光束焊接 (LBW)
激光束焊接 (LBW) 是一种焊接工艺,其中热量是由针对工件的高能激光束形成的。激光束加热并熔化工件的末端,形成接头。
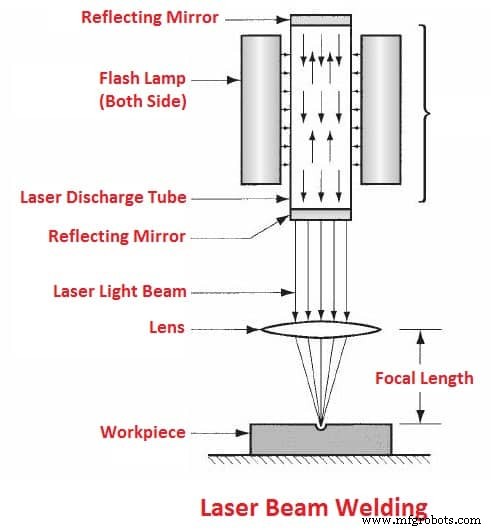
在激光焊接 (LBM) 中,接头形成为一系列重叠点焊或连续焊缝。激光焊接用于电子、通信和航空航天工业,用于制造医疗和科学设备,并结合小型部件。
7.气焊
气焊 通过气体火焰熔化要连接的侧面或表面并提供熔融金属一起流动,从而在冷却时形成固体连续接头。
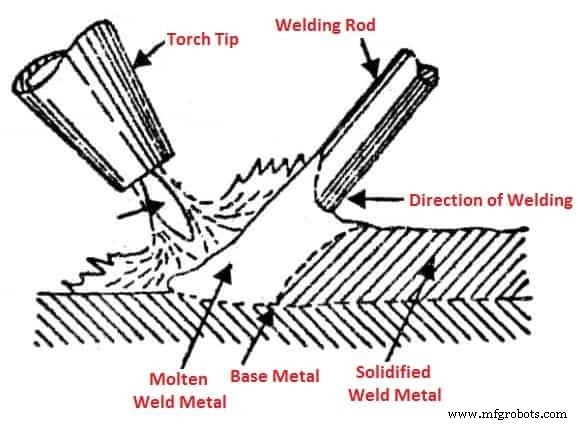
氧-乙炔混合物的使用范围比其他混合物大得多,并且在焊接行业中占有重要地位。氧乙炔火焰最热区域的温度约为3200℃,而氢氧火焰达到的温度约为1900℃。
8.药芯电弧焊 (FCAW)
这种焊接几乎类似于 MIG 焊接。事实上,MIG 焊机通常可以进行药芯电弧焊。在这种焊接中,焊丝有一个焊剂芯,在焊缝周围形成一个气体保护层。这减少了对外部供气的需求。
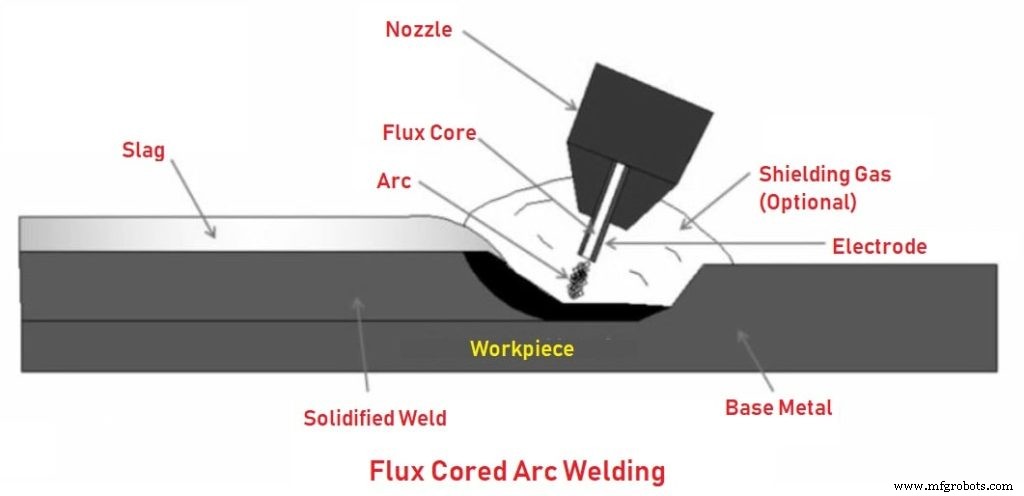
FCAW 更适合粗糙的重金属,因为它是一种高温焊接工艺。为此,它通常用于重型设备维修。这是一个不会产生太多废物的过程。因为不需要外加气体,所以成本也更低。
9.原子氢焊接
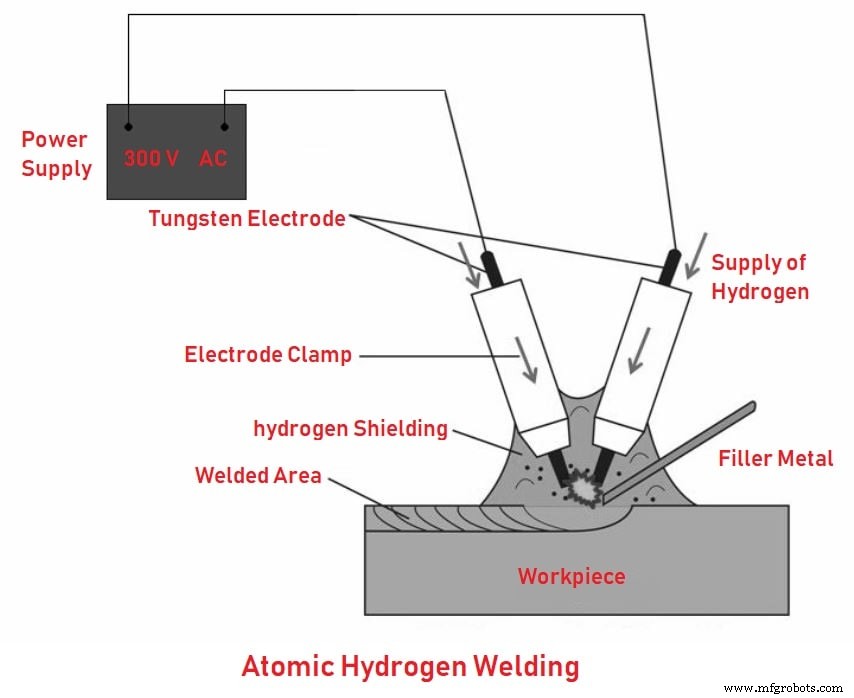
原子氢焊 是一种极高温度的焊接形式,称为电弧原子焊接。这种类型的焊接需要使用氢气来保护由钨制成的两个电极。它可以达到乙炔炬以上的温度,可以使用或不使用填充金属。
10.电渣 焊接
这是一种先进的焊接工艺,用于将两个金属件的薄端垂直连接在一起。而不是将焊接用于接头的外部,而是在两件的末端之间进行。
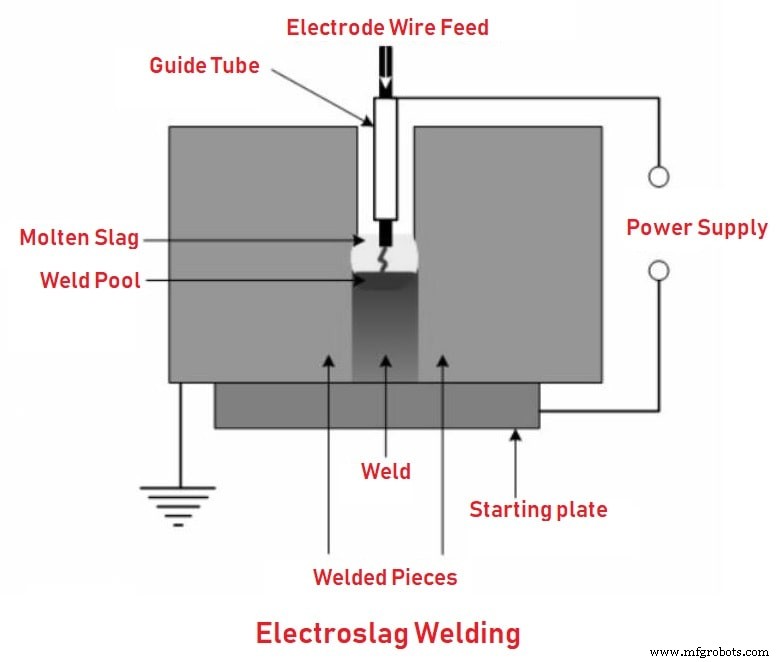
铜电极丝通过将充当填充金属的金属导管送入。加电后,会产生电弧,并在焊缝下方开始焊接并缓慢向上移动,从而在焊缝处形成焊缝。
焊接位置的类型
以下是四种主要的焊接位置:
- 平面位置(1G 和 1F)
- 水平位置(2G 和 2F)
- 垂直位置(3F 和 3G)
- 头顶位置(4G 和 4F)
1.平面位置
最明显的表现类型是平手位置,有时也称为下手位置。这涉及在接头顶部进行焊接。在这种情况下,熔融金属在接头处被拉下。结果是更快、更容易的焊接。
在 1G 和 1F 中,数字 1 表示平面位置,而字母 G 表示坡口焊缝,字母 F 表示角焊缝。
2。水平位置(2G 和 2F)
这是一个比平面位置更困难的位置,需要焊接操作人员更多的技能来纠正它。
2G是坡口焊位置,包括将焊缝轴线置于水平面或接近水平面。对于焊缝的表面,它必须位于一个垂直平面内。
2F是角焊位置,其中焊接是在相对于几乎垂直的表面几乎水平的表面的上侧进行的。在这个位置,手电筒通常保持45度角。
3.垂直位置(3F 和 3G)
在这个位置,工件和焊缝都垂直或几乎垂直放置。 3F和3G导致垂直圆角和垂直凹槽位置。
当垂直焊接时,重力将熔融金属向下推,因此有堆积的趋势。为了解决这个问题,您可以使用向上或向下的垂直位置。
要在向上的垂直位置检查它,请将火焰指向上方,将其与工件成 45 度角。这样,焊工就会从工件的下部施加金属,朝着重力的方向进行焊接。
4.头顶位置(4G 和 4F)
在这种焊接位置, 焊接从接头底部进行。它有最复杂和最困难的工作位置。 4G 和 4F 位置用于坡口焊和角焊。
在头顶位置,沉积在接头上的金属会在工件上形成一个孔,出现在具有较高冠部的珠子中。为避免这种情况,请保持小熔池。如果焊接熔池过长,请熄灭火焰片刻,让熔融金属冷却。
焊接的优点 处理
- 良好的焊缝比母材或母材更坚固。
- 与铆接和铸造相比,过程更快。
- 焊接工艺可提供完整的刚性接头。
- 适用于所有金属和合金。
- 可以通过焊接制作复杂的形状。
- 焊接设备便于携带,易于维护。
- 在焊接过程中不会像铆接那样产生噪音。
- 与铆接相比,焊接过程需要更少的工作空间。
- 关节的任何空间都可以轻松制作。
焊接的缺点 处理
- 散发出有害辐射、烟雾和一尘不染(突然洒下的火花)。
- 焊接接头更易断裂,因此其疲劳强度低于连接的构件。
- 导致变形并引起内应力。
- 它需要某些夹具和固定装置才能正确固定金属。
- 焊接需要熟练工人和电力。
- 焊接工作的检查比铆接工作更困难,成本更高。
焊接应用
焊接的应用是如此不同和广泛,以至于可以毫不夸张地说,没有任何金属工业和工程分支不使用一种或另一种形式的焊接,即汽车工业、航运、航空航天和建筑.主要用于制造。
一些应用是:
- 造船
- 铁路客车
- 汽车底盘和车身制造
- 推土机主体
- 百叶窗
- 门、大门
- 所有类型的制造工作。
结论
如您所知,焊接 是一个强大的加入过程 其中金属的两部分通过将金属加热到它们的熔点而形成一个部分。某些类型的焊接是由机器制造的,需要昂贵的专业设备。焊接是一种较快的方法,与铆接和铸造有关。
我们希望我们能消除您对焊接工艺的所有疑虑 .如果您对“焊接类型仍有疑问 过程 ”您可以联系我们或在评论中询问。
我们还为你们准备了一个 Facebook 社区,如果你愿意,可以加入我们的社区,这里是我们 Facebook 群组的链接。
就是这样,感谢阅读。如果您喜欢我们的文章,请与您的朋友分享。如果您对任何主题有任何疑问,可以在评论部分提出。
下载本文的 PDF
下载PDF订阅我们的时事通讯以获取我们新帖子的通知。
工业技术