

滚动过程 - 定义、工作、类型、优势和用途
欢迎回到机械帖子!今天这篇文章我们将看到:
什么是Rolling过程?其工作原理、优缺点及应用。
什么是滚动过程?
轧制是一种制造过程,其中金属通过成对的辊子,这导致金属工件的横截面减少和均匀。
此过程主要处理要轧制的金属的横截面。使用此工艺的主要目的是通过增加工件的长度来减小工件的厚度。但是,在此过程中,条/片的宽度或宽度保持不变。
轧制过程利用了金属的一种机械性能,即“可塑性”。
当金属通过滚轮时,它会受到压缩。施加的这种载荷超过了被压缩金属的比例限制。因此,造成塑性变形。因此,工件可以被赋予所需的形状。
轧制过程主要根据工件温度分为两类。
- 热轧工艺
- 冷轧工艺
热轧过程
在通过轧辊之前将金属带/板加热到其再结晶温度以上的轧制过程称为热轧过程。热轧工艺的优势
- 由于金属的加热,它变得柔软,因此更容易卷起来。
- 使金属工件具有所需形状所需的工作量更少。
- 加热可减少材料的应变。
热轧工艺限制
- 由于施加的力较小,工件的表面光洁度会受到影响。
- 加热金属需要加热元件。
- 与冷轧工艺相比,运营成本较高。
冷轧工艺
金属带/薄板在室温下通过轧辊的轧制过程称为冷轧过程。冷轧工艺的优点
- 卓越的表面光洁度。
- 与热轧工艺相比便宜。
冷轧工艺的局限性
- 需要很大的力才能将金属条推过滚轮。
- 冷轧工艺会在材料中产生内应力。
您可能还想阅读
- 什么是挤压工艺?
- 什么是 GMAW 或 Mig 焊接?
- 铸造过程——详解
滚动过程的类型
根据工件和所需的输出,辊子有各种形状和排列。滚轮的种类有:- 横向滚动
- 连续滚动
- 截面或形状轧制
- 环轧
- 滚线
横向滚动
横向轧制是一种轧制工艺,用于制造锥形轴、板簧等。
此工艺由同向旋转的轧辊组成,金属棒横向进给,故名“横向轧制”。
连续滚动
它是最简单的滚动形式,其中圆柱滚子放置在适当的位置。随着工件的前进,其厚度减小而长度增加。宽度几乎保持不变,几乎没有变化。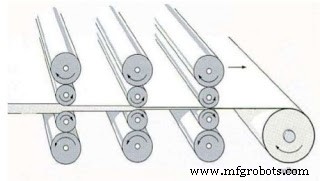
截面或形状
平板逐渐弯曲成复杂的形状。适用于成型型材,如不规则形状的通道和饰边。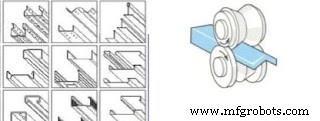
环形滚动
顾名思义,这种轧制工艺通过使用如图所示的特殊轧制排列方式,帮助将金属带材变成圆环。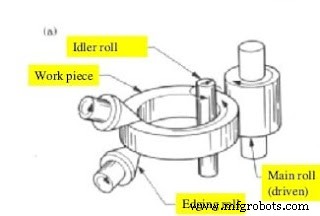
增加钢圈直径的特殊类型的热轧。由此产生的晶粒结构是周向的,具有更好的机械性能。
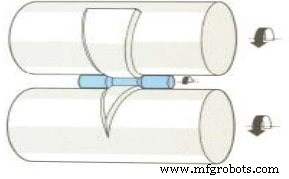
线程滚动。
在这个过程中,螺纹在圆柱形工件的圆周上形成。如图所示,当模具压在圆柱体的表面上时,一次轧制螺纹。 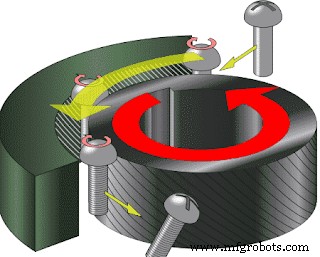 |
| Tosaka / CC BY |
当工件在进给模面上滚动时,材料发生位移形成螺纹根部,位移后的材料径向向外流动形成螺纹牙顶。
轧制缺陷类型
在轧制过程中,工件中会引入缺陷。让我们讨论其中的一些。缺陷类型有:- 波浪结构
- 边缘裂缝
- 鳄鱼
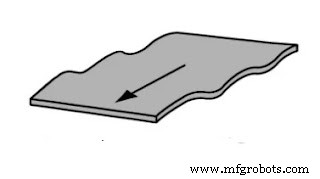
波浪结构
由于施力不当或辊子布置不当,金属板或带材未成功压缩,导致工件呈波浪形而不是光滑。
边缘裂缝
由于在热轧过程中突然和过度淬火金属而形成边缘裂纹,从而导致内应力增加。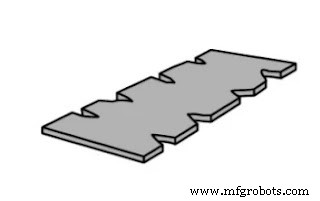
鳄鱼
它是裂纹导致金属层之间分离的缺陷,看起来像鳄鱼的嘴,因此得名鳄鱼。
滚压工艺的优点
滚压工艺的优点如下:- 这是一种快速且耗时较少的制造过程。
- 适合批量生产。
- 效率高。
- 可以轻松制作复杂的横截面轮廓。
- 可以设计轧制工艺来生产公差非常小的工件。
轧制工艺限制
- 初始成本/投资高。
- 轧制工件的表面光洁度不是很好,需要进行进一步的精加工。
- 它仅适用于大规模生产。
滚动工艺的应用
轧制工艺有许多工业应用,例如:
- 通过使用轧制工艺,可以制造轴、杆、管、车轴、主轴等。
- 轧制用于制造具有所需横截面的工件。
- 滚压用于在齿轮毛坯上生产齿轮。
- 利用滚丝加工制造螺纹零件、螺栓、螺钉等。
- 轴承、涡轮机套圈是通过滚环工艺制造的。
- 制造的轧制过程在汽车行业有很多应用。
- 金属板材、板材、面板等均采用轧制工艺制造。
这是滚动过程的概述。如果您喜欢这篇文章或有任何建议,请在评论中告诉我们,我们很乐意听取您的意见。
也请考虑点击订阅按钮进行订阅,不要错过我们的帖子!
在那之前,我们很快就会回来写另一篇有趣的文章继续学习并阅读 The Mechanical 帖子!
工业技术