

夹具和固定装置:类型、零件、优势、应用等。
在这篇文章中。您将了解什么是夹具和固定装置 以及他们如何使用 ?和定义、部分 &不同类型的夹具和固定装置 以及他们的工作原则。 你也可以下载这篇文章的PDF文件。
夹具和固定装置
夹具和固定装置 是有助于提高相同零件的比率并减少生产这些零件所需的人力的设备,前面已经强调过,中心车床是一种适合生产不同形状和尺寸的单个零件的机床,但是对于大量生产类似物品,使用它并不经济。
与此相反,绞盘和转塔车床可以很容易地适应重复工作,因为多冷却装置和横向停止的使用提高了生产率。
然而,不能在绞盘或转塔车床上加工每种类型的物体,并且可能涉及使用钻床、铣床、刨床和磨床等。如果要大规模生产相同形状和尺寸的此类物体,合适的设备必须用于保持和定位目的,以便可以完成重复工作。这些设备就是治具和固定装置。
什么是夹具?
夹具可以定义为一种装置,它保持和定位工件并引导和控制一个或多个切削工具。工件的保持和工具的引导使得它们位于相对于彼此的真实位置。
在建筑中,夹具包括由金属或在某些情况下由非金属制成的板、结构或盒子,具有用于在相同位置一个接一个地处理相同位置的部件,然后引导工具在工件上的不正确位置符合图纸、规范或操作布局。
什么是夹具?
夹具是在检查或制造操作期间固定和定位工件的装置。夹具不引导工具。
在结构中,夹具包括一个不同的标准或特殊设计的工件夹持装置,该装置被夹持在机器上,能够将工件保持在适当的位置。通过使用量规或手动调整将工具设置在工件上所需的位置。
另请阅读:7 种车床夹头。
治具的主要组成部分
治具和固定装置的主要元素有:
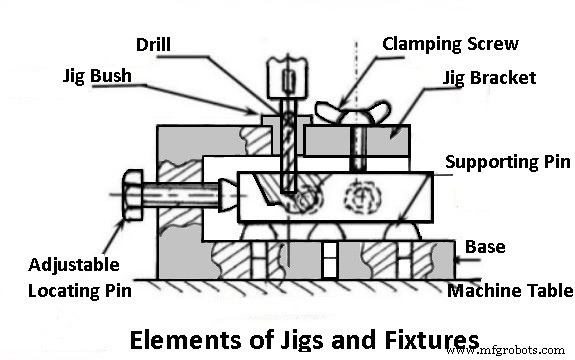
主体: 它是一种板式、箱式或框架式结构,待加工的部件位于其中。它应该非常坚固和刚性。
定位元素: 这些元件将工件定位在相对于刀具的适当位置。
夹紧元件: 这些元件将工件牢固地固定在定位位置。
研磨和设置元件: 这些元件在夹具的情况下引导切削工具,在夹具的情况下帮助工具正确动作。
定位元素: 这些元件包括不同类型的紧固装置,用于将夹具或固定装置固定到机器的适当位置。
索引元素: 它们并不总是提供。但是,为了在不同的表面或不同的位置上执行加工操作,许多工件可能必须被分度到不同的位置。在这种情况下,必须将这些元素整合到夹具或固定装置中。
另请阅读:绞盘和转塔车床
治具的种类 :
夹具类型
以下是七种不同类型的夹具。
- 模板夹具
- 平板夹具
- 通道夹具
- 直径夹具
- 叶子夹具
- 环形夹具
- 盒式夹具
模板夹具
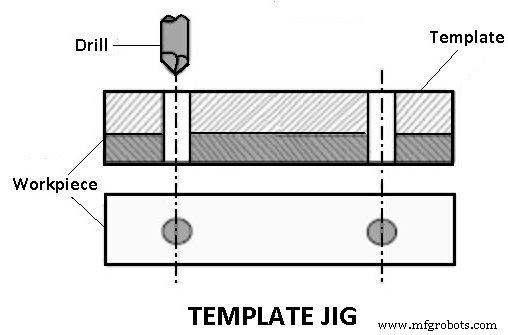
模板夹具是所有类型中最简单的。在所需位置具有孔的板2用作固定在要钻孔的部件1上的板2。钻头21被引导穿过模板2的这些孔,并且在与模板上相同的相对位置的工件上钻出所需的孔。模板夹具如图所示。
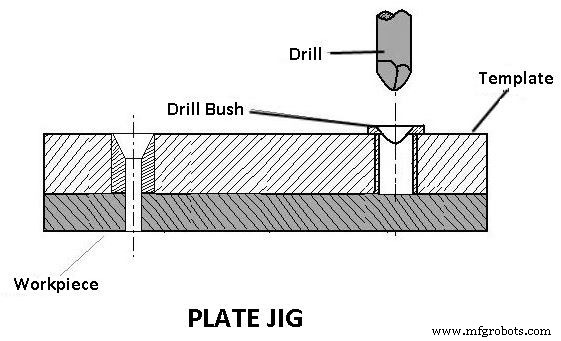
平板夹具
- 夹具固定和定位工件,但不引导工具。而夹具固定、定位和引导工具。
- 这些固定装置的结构较重,并且用螺栓牢固地固定在机器台上。然而,为了更快地处理,夹具变得更轻,而且通常不需要用工作台夹紧。
- 这些夹具用于处理铣削、磨削、刨削或车削操作中的工作。而夹具用于夹持工件和引导工具,尤其是在钻孔、铰孔或攻丝操作中。
板式夹具是对模板夹具的改进,在模板上加入了钻套。板式夹具用于在大型零件上钻孔,保持彼此之间的精确间距。一个
频道夹具
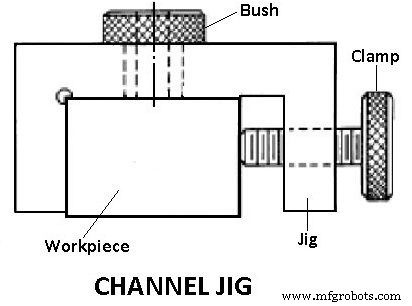
通道夹具如图所示。它是一种简单类型的具有通道状横截面的夹具。部件 1 安装在通道 4 中,通过旋转滚花旋钮 5 进行定位和夹紧。工具通过钻套 3 引导。
直径夹具
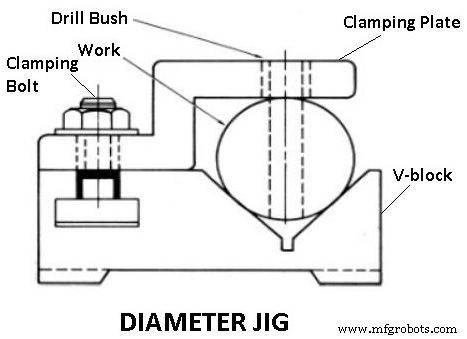
直径夹具如图所示。它用于在圆柱形或球形工件上钻径向孔。工件1放置在固定的V形块6上,然后被同样定位工件的夹板7夹持。刀具通过与工件径向设置的钻套8引导。
叶子夹具
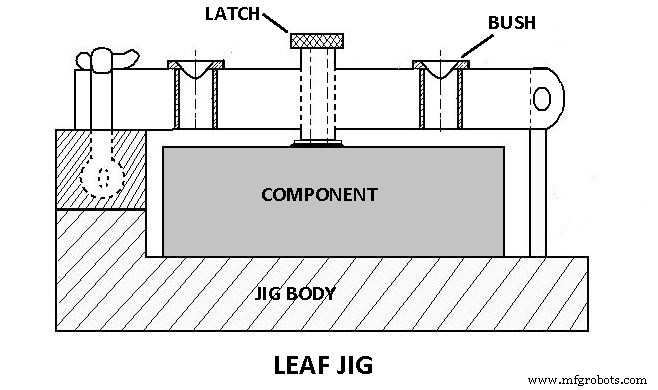
叶片夹具如上图所示。它在 11 处铰接在主体上的叶片或板 13,叶片可在工件上摆动打开或关闭,以用于装载或装载目的。工件1由按钮10定位,由定位螺钉12夹紧。钻套3引导工具。
环形夹具
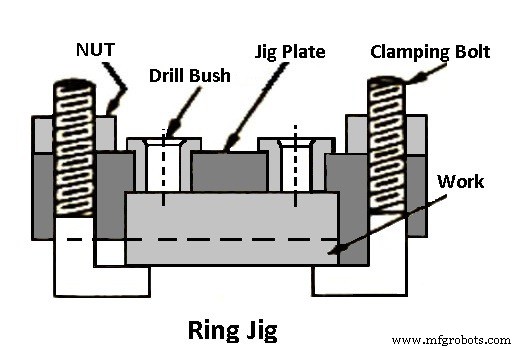
环形夹具如上图所示。它用于在圆形法兰零件上钻孔。工件牢固地夹在钻体上,引导工具穿过钻套钻孔。
盒式夹具
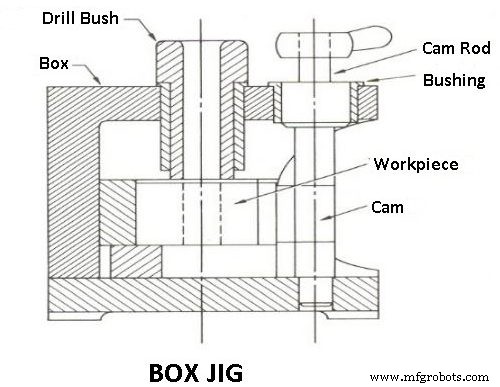
盒式夹具如上图所示。它具有盒状结构,部件通过按钮18定位在其中。工件1通过旋转同样定位工件的凸轮手柄19而被夹持。钻套3引导工具。盒式夹具通常用于在一个组件上从不同角度钻孔。
灯具类型
以下是 10 种不同类型的灯具:
- 车削夹具。
- 铣削夹具。
- 拉削夹具。
- 研磨夹具。
- 无聊的夹具。
- 索引装置。
- 攻丝夹具。
- 双工夹具。
- 焊接夹具。
- 组装夹具。
夹具 通常以它们设计和使用的加工操作类型命名。
车削夹具
在标准工件夹持装置(如卡盘和收集器)中,在中心和心轴或面板上,很容易将常规工件夹持在车床上。但是不规则形状的组件在正确固定它们方面存在很多困难。
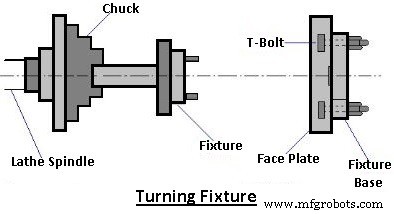
简单的异形工作也可以在夹头中进行,例如通过适当调整四爪夹头中的夹爪或使用成形的软夹爪。然而,具有复杂形状的工件必须在车削夹具的帮助下固定到位。这些夹具通常安装在机床主轴的前端或面板上,由工件固定。
铣削夹具
这些夹具用于铣削,用于对工件进行不同的铣削操作。固定装置正确地位于机器的工作台上,并通过螺栓和螺母固定到位。
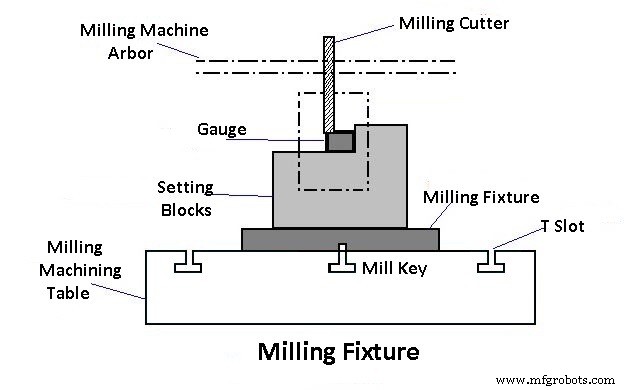
工作台相对于刀具移动并设置在适当的位置。工件不在夹具底座上,并在开始操作前夹紧。
由于所涉及的切削力非常高,而且是间歇性的,因此夹紧元件。夹具在机床工作台上的正确定位通常是借助夹具底座下方提供的两个榫头来实现的。这些榫头进入工作台的 T 形槽以提供所需的位置。然后可以通过 T 形螺栓和螺母将夹具底座固定在工作台上。
拉削夹具
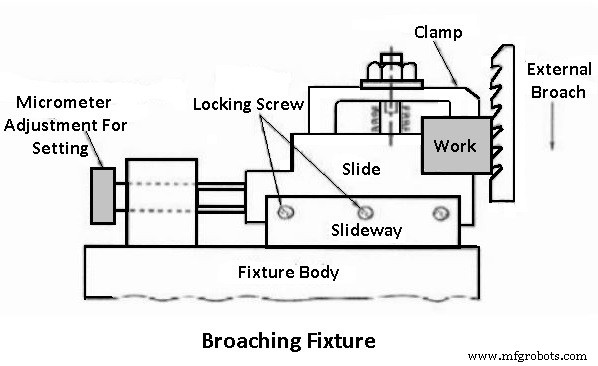
这些夹具用于不同类型的拉床在操作过程中定位、夹持和支撑工件,例如 keyway
磨具
在磨床中使用几种不同形式的夹具在操作过程中定位、保持和支撑工件。这些夹具可能是标准的工件夹持装置,如卡盘、心轴、异形卡爪卡盘、磁力卡盘等。
例如;带有旋转工作台的立式平面磨床通常会在其工作台上固定一个旋转夹具。类似地,可以在具有往复台的平面磨床上提供普通或绳状固定装置。钻头磨削附件是用于磨削钻头几何形状的标准夹具的一个明显示例。
无论是为磨削操作设计的夹具类型是什么,如果是旋转夹具,则应有冷却液供应和出口、砂轮修整器安装的规定,并应适当平衡。
钻孔夹具
可以通过以下两种方式之一进行操作:
- 通过保持镗杆(工具)静止并将吹捧的工件送入镗杆。
- 通过保持工件静止并将旋转的镗杆送入工件。
因此,钻孔夹具有两种常见的设计。
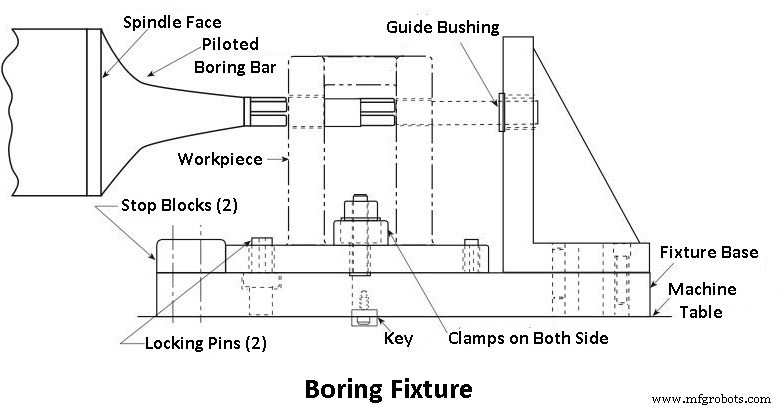
其中一种结合了钻孔夹具的原理,在这种情况下,镗杆(工具)通过导向衬套引导。这种夹具通常也称为钻孔夹具。另一种设计有助于保持工件相对于镗杆的不正确位置。
尽管这种夹具几乎包含了治具和夹具设计的所有通用原理,但它们的结构不需要像铣削夹具那样坚固,因为它们不必像铣削夹具那样承受沉重的切削载荷,因为它们永远不必承受承受与铣削操作一样重的切削载荷。
索引装置
几个部件需要在不同的表面上进行加工,以使其加工的表面或形状均匀分布。
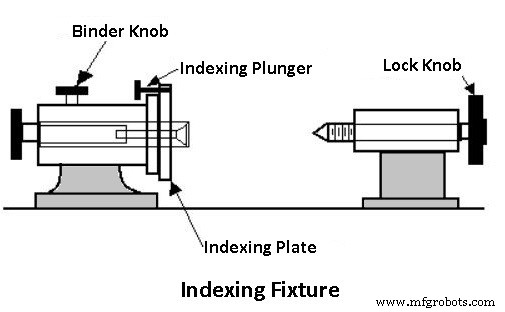
此类组件的索引数量与要加工的表面数量一样多。显然,所使用的保持装置(夹具或固定装置)是用来承载合适的分度机构的。带有这种装置的夹具称为分度夹具。
攻丝夹具
攻丝夹具专门设计用于定位和牢固固定相同的工件,用于在它们的钻孔中切削内螺纹。异形和不平衡的部件总是需要使用这样的夹具,尤其是在这类部件上要在大规模上重复进行攻丝操作时。
双工夹具
它是夹具的名称,它同时固定两个相似的部件,并有助于在两个独立的工位同时加工这些部件。在一个工位加工一个工件。
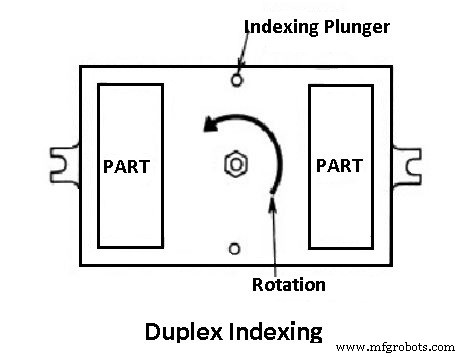
两者根据需要的操作可能是相似的,也可能是不同的。一旦两个工位的加工结束,夹具将转位 180 度,以便将第一个组件转移到第二个工位进行第二次操作,并将成品组件转移到第一个工位。
然后将完成的组件上传到这里,替换为新组件并对其执行第一个操作。循环不断重复,这使得组件能够以相当高的速度批量生产。
焊接夹具
焊接夹具经过精心设计,可将要焊接的各种部件固定和支撑在适当的位置,并防止焊接结构变形。为此,定位元件需要小心,夹紧必须轻而牢固,夹紧元件的放置必须远离焊接区域。夹具必须非常稳定和刚性以承受焊接应力。
在许多情况下,一种优选且常用的做法是首先将结构固定在焊接夹具中,然后将其转移到固定夹具上进行完全焊接。这有助于大大减少变形的机会,并且夹具承受的应力更小。
装配夹具
这些固定装置的功能是在组装时将不同的部件保持在适当的相对位置。例如,两个或多个钢板可以在相对位置保持在一起并铆接。
这些用于固定部件以进行机械操作的夹具称为机械装配夹具。与此相反,还有其他类型的固定部件用于连接,例如焊接固定装置也是装配固定装置,但用于热连接。
治具与治具的区别
以下是治具与治具的根本区别:
- 夹具固定和定位工件,但不引导工具,而夹具固定、定位和引导工具。
- 夹具结构较重,并用螺栓牢固地固定在机器工作台上,而夹具则做得更轻,以便更快地处理,并且通常不需要与工作台夹紧。
- 夹具用于在铣削、磨削、刨削或车削操作中固定工件,而夹具用于固定工件和引导工具,特别是在钻孔铰孔或攻丝操作中。
在量产工作中使用夹具和固定装置的优势。
以下是工装治具在量产工作中的优点。
- 消除了加工前的制作、测量和其他设置方法。
- 自动定位工件,引导刀具,无需手动调整,提高了加工精度。
- 它可以生产可互换的相同零件。这有利于组装操作。
- 它可以通过在一次装夹中加工多个工件来提高生产能力,在某些情况下,可以使多个工具同时操作。由于工件的快速设置和定位,处理时间也大大减少。由于夹具和固定装置的高夹紧刚度,可以提高加工速度、进给量和切削深度。
- 由于最小化和简化了搬运操作,因此减少了操作员的劳动和随之而来的疲劳。
- 它使一个半熟练的操作者能够进行像工具的设置操作一样的操作,并且工作是机械化的。这样可以节省人工成本。
- 减少了成品质量控制的支出。
- 它通过完全或部分自动化流程来降低加工的总体成本。
治具的优点
治具和治具的优点是:
- 自动定位工件,引导刀具,无需手动调整,提高加工精度。
- 它可以通过一次装夹加工多个工件来提高生产能力,在某些情况下,可以使多个工具同时操作。
- 由于工作的快速设置和定位,处理时间也大大减少。
- 由于夹具和固定装置的高夹持刚度,可以提高加工速度、进给量和切削深度。
- 可以生产可互换的相同零件。这有利于组装操作。
- 省去了加工前的划线、测量等设置方法。
- 这些设备减少了操作员的劳力和随之而来的疲劳搬运操作,被最小化和简化了。
- 由于工具的设置操作和工作是机械化的,因此达到了半熟练的操作员来执行操作。这样可以节省人工成本。
- 减少了对成品质量控制的支出。
- 通过完全或部分自动化流程来降低整体加工成本。
治具应用
治具的应用有:
- 钻孔
- 扩孔
- 敲击
夹具的应用有:
- 铣削
- 研磨
- 规划
- 转弯
- 塑造
结论
所以现在,我们希望能消除您对夹具和固定装置的所有疑虑。如果您对“Jigs and Fixtures仍有任何疑问 ”您可以联系我们或在评论中询问。
我们还为你们提供了一个 Facebook 社区。如果您愿意,可以加入我们的社区,这里是我们 Facebook 群组的链接。
就是这样,感谢阅读。如果您喜欢我们的文章,请与您的朋友分享。如果您对任何主题有任何疑问,可以在评论部分提出。
订阅我们的时事通讯,以便在我们上传新帖子时收到通知。
工业技术