

不平衡的认知
平衡工具能提高生产力吗?不平衡的影响是任何人都可以想象的最简单的物理理论之一。考虑一下当洗衣机旋转时在洗衣机的一侧有太多湿毛巾时会发生什么。或者如果您的汽车上没有平衡轮,您的骑行会怎样。
这些情况很容易想象,但在用于铣削应用的刀柄方面,不平衡的影响并不那么明显,因为模具制造行业多年来一直存在一些误解。最重要的是,在所有速度下平衡刀架组件的好处往往被忽视了。
平衡的回顾
模具制造行业首先确定了运行真正平衡的刀架组件的重要性。刀架组件由刀架、切削刀具、拉钉(如果需要)、螺母、夹头等组成。在 90 年代初至中期,加工中心的转速可高达 15,000 转/分钟,有一连串的主轴故障。这些高速机床上的主轴重量较轻,而且大多数使用的刀柄极度不平衡,这使得不平衡问题成为亟待解决的问题。
在 90 年代初期,市场上没有专门设计用于精确平衡刀柄组件的已知机器。因此,试图在技术曲线上保持领先的最先进的公司购买了旨在平衡转子、车轮、曲轴、涡轮机等零件的平衡机,而不是工具架。然而,这些平衡机实际上是在使组件不平衡,因此客户在使用“平衡”刀柄进行加工时并没有看到明显的差异。
90 年代后期,真正平衡刀柄组件的平衡机终于面市。此外,在此期间引入的其他平衡改进包括更精细的“预平衡”刀架以及在更换切削刀具时提供更一致的平衡重复性的刀架系统(即热缩配合刀架)。这种发展的结合使模具制造商能够加速和优化他们对最新高速技术的使用,并生产出具有更精细光洁度的模具,从而大大减少了抛光和/或 EDM 工作。
尽管模具行业在 20 年前就确定了在其高速应用中使用平衡刀柄的必要性,但该行业仍然对运行真正平衡的装配的重要性感到有些困惑。
对刀架平衡的误解是认为仅使用预平衡刀架就足够了。虽然强烈建议使用这些预平衡刀柄,但它并不能保证充分利用机床。更换刀具后,测量刀架组件的不平衡度对于充分发挥车间所有机床的最大潜力至关重要。如果使用平衡刀架组件,即使转速较慢的机器(以 8,000 rpm 运行的机器)也可以充分发挥其潜力。精密平衡的刀柄组件具有许多优点,包括提高生产率、安全性以及延长切削刀具和主轴的使用寿命。只有当刀架组件表现出精确的同心度和平衡性时,才能利用最佳切削条件。在这种情况下,经验法则是:平衡多于不足。
工厂中已经存在的不平衡支架会怎样?尽管在实践中不可能避免混合平衡和不平衡刀柄,但请记住,在高转速下使用不平衡刀柄进行单一加工过程可能会降低所需的加工精度并损坏主轴。出于这个原因,刀架应该是平衡的,最好是在工厂本身。如果没有,建议将刀架平衡作为收货和质量控制的一部分。让我们面对现实吧,除非你有一台机器来检查它们,否则你怎么知道你的刀架组件处于什么状态?
失衡的原因和后果
不平衡是由旋转过程中重量分布不均匀引起的,这会产生随转速增加成平方的离心力。这意味着,如果不平衡度相同,则主轴在 10,000 rpm 的转速下产生的离心力是 2,000 rpm 转速下的 25 倍。因此,刀柄组件的不平衡对高速加工、重型刀具或具有复杂几何形状的切削刀具具有特别显着的负面影响。
不平衡的一个主要后果是这种离心力会对主轴轴承造成压力,从而将主轴寿命缩短一半。因此,始终建议使用平衡工具;否则,主轴保修将不存在或受到限制。
另一个后果是当离心力的有效方向随着主轴旋转而改变时产生的振动。这些振动会传递到整个机床和刀具,从而缩短刀具寿命。据报道,不平衡刀柄组件的刀具寿命平均减少 10%,这导致刀具成本增加。这些振动不仅对主轴和刀具有害;它们还会损害整个过程的可靠性,并转移到加工结果中。振动会产生颤振痕迹,必须通过额外的精细加工或手工去除。
为了达到正确的过程可靠性水平并达到所需的最终结果,必须减少振动。这样做的一种方法需要降低主轴转速、进给率和切削深度。这可以使切削更顺畅,但也会降低金属去除率和生产率。
投资英特尔
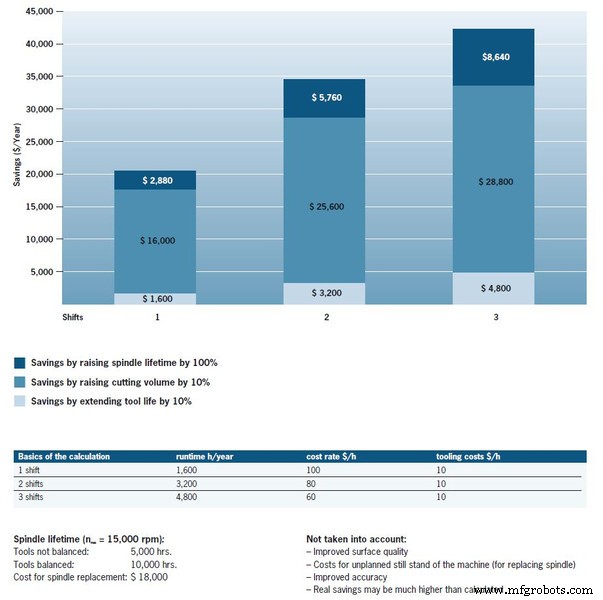
简单分析后,金属去除率和生产率下降的问题就变得清晰起来:加工中心的运行成本为每小时 100 美元(单班运行,每年运行 1,600 小时)。如果金属去除时间增加 10%,您每小时可节省 10 美元,相当于每年 16,000 美元。
平衡刀架组件的另一个好处是延长主轴寿命,这是节约成本和提高机器可靠性的关键。它可以计划主轴更换,消除计划外的机器停机时间。一个真正平衡的系统可以实现每台机器每年节省超过 20,000 美元。而这甚至不包括通过提高零件表面质量、提高尺寸精度和减少机器故障或停机时间而实现的额外节省。
这些数字使人们对平衡机成本的反对有了正确的认识。有人可能会争辩说,只有当一项投资根本无法收回成本或不够快时,它才是昂贵的。上述计算表明,平衡机实际上可以很快收回成本。请记住,在高转速下使用不平衡刀柄的单一加工过程可能会降低所需的加工精度并损坏主轴。考虑到仅更换主轴就可能比平衡机成本更高。
测量测试
测量刀柄组件的平衡对于保证一致的加工过程是必要的。通常,当使用真正平衡的组件时,在添加切削工具后不需要进一步的精细平衡,尤其是在热缩配合夹头中。
精密平衡的刀柄是朝着正确方向迈出的一步。但是,刀具或面铣刀对装配的总不平衡有什么影响?为了回答这个问题,让我们回顾一下这个简单的测量测试:
测量是在带有 Weldon 夹头、筒夹夹头和热装夹头以及面铣刀的刀具动平衡机上进行的。短款轴径均为 20 mm 的精密平衡产品。测量要求是平衡等级 G =2.5,工作转速为 25,000 rpm/测量过程一个平面(静态)。最初,测量了四种不同刀架类型的不平衡度(即不使用切削工具)。正如预期的那样,支架的不平衡度始终在公差范围内。随后对这些精密平衡刀柄中的刀具进行的测量显示出明显的不平衡,尤其是对于当今广泛使用的带有夹紧平面的刀具。
在带有圆柱轴和对称刀具几何形状的收缩夹头和筒夹夹头的装配中没有发现明显的不平衡。测量值为 0.8 或 1.3 克毫米 (gmm)。带有圆柱轴和对称切削刃的刀具只承受很小的不平衡。热装夹头没有活动部件,并且在中心夹紧工具,而且这里也几乎没有任何额外的不平衡。使用筒夹刀架时,夹紧螺母可能会出现问题,因为它是不对称的,但因此螺母本身是特别平衡的。
相比之下,带有夹紧平面的工具根本无法满足平衡要求。即使使用 Weldon 刀柄,也测得了 5.5 gmm 的实际不平衡,这对应于 G8 的平衡等级。在纯粹的数学基础上,这仅允许 7,600 rpm 的最大转速。对于筒夹夹头,这种带有夹紧平面的切削刀具的平衡等级高达 G29,而对于收缩夹头,平衡等级为 G38。这分别对应于 2,700 rpm 和 1,600 rpm 的最大转速。
当与非对称刀具或带有 Weldon 夹紧平面的刀具配对时,即使是精密平衡的收缩夹头和筒夹夹头也会变得相当不平衡。为了在加工时高效准确地工作,这些刀具必须在每次换刀后重新平衡。
面铣刀的测量产生了类似的结果。在使用插入工具时,测得不平衡量为 20.3 gmm,对应于 G23 的平衡等级。这是因为面铣刀片刀具的零件被夹紧并且不一定总是位于同一位置。铣头由于其组件的构成(即带钻孔和间隙配合的销)具有较大的公差,因此刀具的位置不是100%定义的。
这些测试表明,相互平衡或刀具和刀柄是必不可少的。即使使用高质量的工具,精细的平衡对于整个工具装配也很重要。
轻松平衡
对平衡仍有保留意见,但使用正确的平衡机和面向实践的软件,应该可以快速轻松地实现。简而言之,操作员将支架放入机器中并从菜单中选择合适的要求,然后机器会引导用户完成剩余的步骤。
任何熟悉刀柄的工人都应该能够在没有大量培训的情况下操作设计合理的平衡机。专业知识应该存在于机器中,每个工具的必要数据已经输入并存储到机器中,从而节省时间并避免错误。可以通过用户管理提供额外的安全预防措施。例如,您可以将编译或更改工具数据的权限限制为指定人员。其他用户只允许访问存储的工具,然后可以根据设定的要求进行平衡。
平衡过程是一个高度自动化的过程,其中刀架被夹在平衡主轴上并旋转,然后进行测量。平衡轴上的力传感器测量由不平衡引起的离心力。然后,软件会评估测量结果,并向操作员显示应该移除或添加多少材料,或者在哪里移动重量以补偿不平衡。
平衡机还提供用户可以用来消除不平衡的各种其他选项。例如,作为钻孔材料的替代方案,平衡螺钉或环可以增加重量。使用这种策略,两个属于一起并具有定义不平衡的环被夹在刀架的圆柱形部分上以补偿不平衡。然后,该软件会提供环应转动到的确切角度。可用的线激光直接在机器上显示旋转位置。
测量最多需要一分钟,如果使用平衡环或螺钉,整个过程可以在两分钟内完成。如果您必须借助工具架上的钻头来平衡质量,则可能需要更长的时间。
更清晰的认知
平衡技术的进步使刀架组件的平衡变得快速、简单和准确,使您能够真正充分利用您的机床。您只需要记住有关平衡的基本物理原理,然后将其应用于平衡过程。那么所有的误解都会消失。
以前在 Haimer-USA.com 上刊登过。
在 MSCDirect.com 上购买 Haimer-USA 的工具架平衡器。
工业技术