

如何管理切屑控制并提高刀具寿命和生产率
糟糕的切屑管理会给机械师带来问题,例如刀具寿命缩短、表面光洁度差和安全隐患。这些问题使公司花费了无数小时的生产时间和收入损失。以下是您可以采取的措施。
攻丝操作过程中的切屑堆积会导致螺纹质量差、刀具寿命缩短,并且很可能会导致灾难性故障。假设零件完全可以抢救,这些事件中的最后一个会导致额外费用和时间损失,而使用沉降片 EDM 或机械方法来提取损坏的丝锥。
与这种情况相关的风险有助于解释螺纹铣削的流行,这不仅使机械师能够更好地控制螺纹加工,而且在很大程度上消除了切屑管理问题。
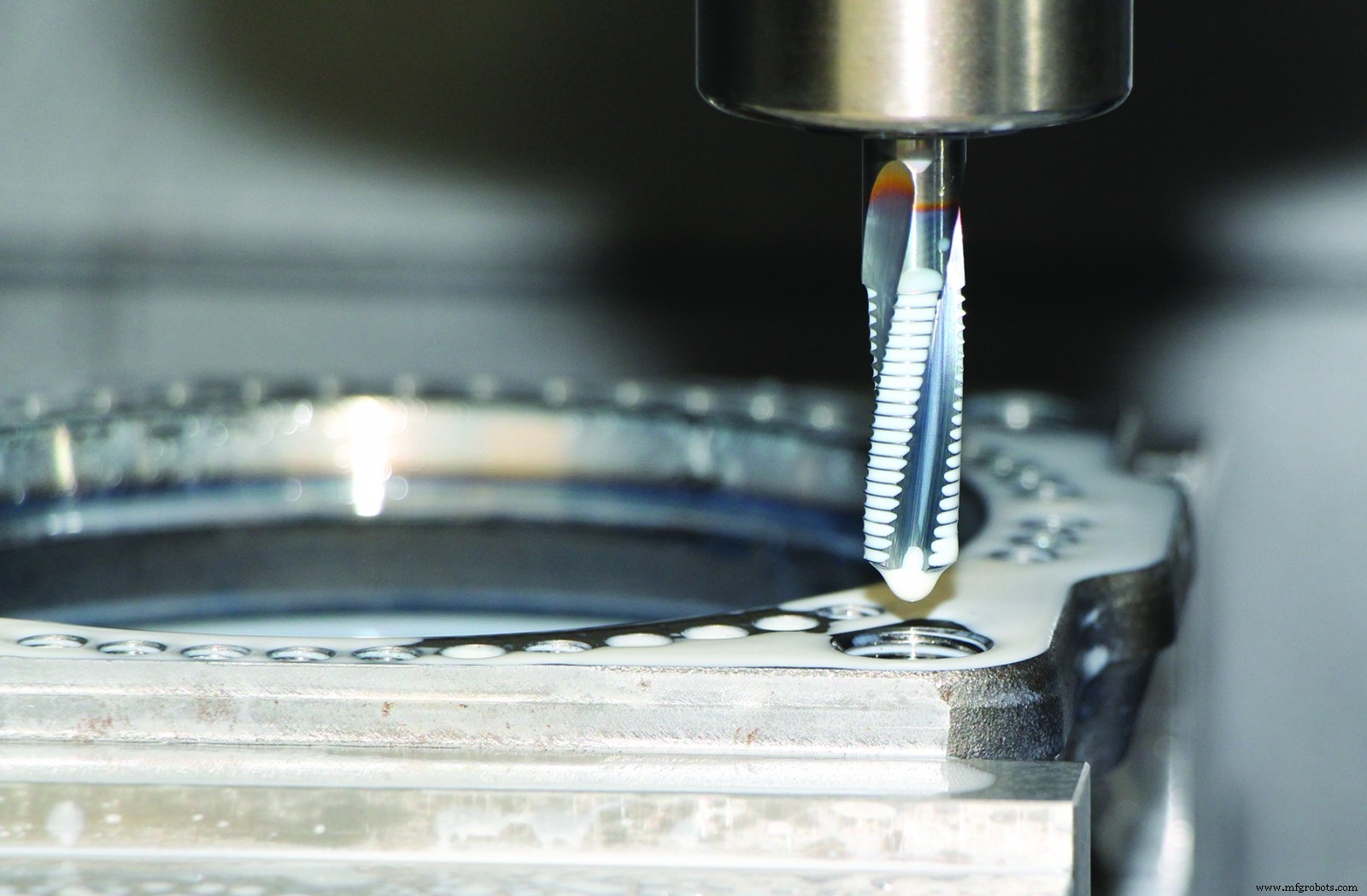
“在加工内螺纹时,螺纹铣削提供了终极的切屑控制,”Emuge Corp. 的产品总监 Mark Hatch 说。
“攻丝是一种连续加工工艺,因此可以在延展性材料中产生连续螺纹,而螺纹铣削是一种间断加工工艺,甚至可以将最坚硬的材料破碎成易于处理的小切屑,”他说。 “这就是为什么航空航天业以及任何生产高价值零件的车间都更喜欢铣削而不是攻丝,因为它提供了精度和可预测性。”
螺纹铣削及其他
Hatch 指出,近年来,这一重要的制线过程变得更加容易。当今几乎所有的 CNC 机床都配备了铣削螺纹所需的螺旋插补功能,并且大多数还提供贯穿主轴的冷却液——最好在高压下使用——以有效地将切屑从孔中清除。这样一来,CAM 系统通常比以前更友好地进行螺纹铣削,消除了在铣削螺纹孔时对圆弧进、出弧运动进行手动编程的担忧。
切割工具也变得更加有效。例如,Emuge 的 ZGF 系列螺纹铣刀提供 3xD 长度,扩大了其范围。该公司还提供多条额外的螺纹铣刀生产线,其中包括可转位系列,涵盖从 UNC 和 UNF 到管材、STI、微型和“巨型”螺纹的所有产品。多亏了 Emuge 及其竞争对手在当今市场上提供的种类繁多的高质量工具,几乎没有什么东西不能进行螺纹铣削,从而使切屑控制问题成为过去。
形成意见
然而,尽管螺纹铣削具有许多吸引人的品质,但它并不是万能的解决方案。它的替代方案——攻丝——更快、更简单,这就是为什么它仍然是大批量应用、手动机械或车间出于任何原因希望避免螺纹铣削的首选。 Hatch 会告诉您,下一个最佳选择——当然从切屑控制的角度来看——是冷成型或滚攻,它取代而不是去除材料。
“汽车行业将冷成型广泛用于气缸盖和传动部件的深孔螺纹加工,因为它能够产生坚固、高质量的螺纹并消除与切屑相关的问题,”他说。 “唯一需要注意的是,成型会在螺纹顶部留下一个非常小的、几乎是 U 形的草皮。对于某些医疗组件和食品加工设备,这种缺陷会造成细菌聚集的区域,因此在这些应用中通常不允许使用滚压成型的螺纹。”

很棒的水龙头
如果螺纹铣削和滚压成型的螺纹没有了,就会留下切割的丝锥。幸运的是,Emuge 和其他切削刀具制造商开发了广泛的通用和特定材料丝锥,即使在盲孔中也能出色地将切屑向上拉出工件。 OSG USA Inc. 的产品经理 Kyle Matsumoto 表示,A-Tap 就是为此而设计的。
他解释说,A-Tap 使用可变导程槽来稳定切屑形成并加速排屑。结果是一种可预测的螺旋形芯片,与经常干扰攻丝操作的扭曲燕窝完全不同。据说该工具还具有异常锋利的刃口,可进一步稳定切屑形状并有助于消除磨损。两者都用于创建光滑的螺纹表面,不太可能阻碍通过的切屑,同时还提高了零件质量。
“使用可变螺旋几何形状使我们能够在丝锥的倒角处创建一个更锐利的角度,这是所有切削发生的地方,”松本说。
“这不仅使切削动作更顺畅,而且有助于保持切屑美观和紧凑,”他补充道。 “然后在凹槽的末端,螺旋角减小,加速了切屑的出口。 A-Tap 专为钢和不锈钢而设计,但在铸铁甚至更硬的材料上也能很好地工作,最高可达 35 洛氏硬度。”

制作快乐筹码!
Guhring Inc. 线程工具产品经理 Paul Motzel 也有类似的解决方案。他说,该公司的 Pionex 系列丝锥有切卷形式。根据工具的不同,这些通常使用公司的 Sirius 或 Slidur 涂层进行处理,以减少摩擦并帮助排屑。 Pionex 丝锥在研磨后也经过珩磨和抛光,然后在涂层后再次抛光,所有这些都是为了提供光滑、坚固的切削刃并延长刀具寿命。他还提到,Pionex 丝锥的形状版本具有较少的表面接触和一个润滑槽,可将攻丝力降低 30%。
“很多年前,我在德国的一位同事告诉我,好的筹码就是快乐的筹码,”Motzel 说。 “这意味着它有一个去处和到达那里的方法。当你停下来考虑一下可能 90% 的攻丝问题都与芯片有关时,你就会明白他的评论是正确的。”
除了先进的涂层和工具几何形状,Motzel 认为商店最常犯的错误之一就是选择了错误的丝锥样式。
“螺旋尖头丝锥将芯片向前推动,因此即使底部有足够的空间,也不应该在盲孔中使用,”他说。 “它们的设计目的是一直穿过工件,如果没有,任何悬空的切屑都可能被楔入卸荷面后面,可能会炸毁丝锥。”
“解决方案是在盲孔上始终使用螺旋槽丝锥,因为它们较高的螺旋角有助于将切屑从工件中排出,并为通孔保留螺旋点,”他补充道。
您可以分享哪些有关筹码管理的提示、技巧和技术?在下面的评论中分享您的想法。
不确定水基冷却剂是否适合您的商店?观看此视频,了解流体冷却剂的入门知识:
工业技术