

CNC铣削参数优化-铣削加工参数选择| CNCLATHING
铣削加工的加工参数直接影响效率和质量,需要CNC铣削参数优化 、各参数的定义、选用原则及推荐值均列于本文中,供您参考。
什么是CNC铣削参数——铣削工艺参数定义及公式
铣削工艺参数的优化与CNC铣削息息相关。 精度,提高表面质量和生产率。铣削参数主要包括:
1)铣削主轴转速(V) :铣削时主运动中切削刃上特定点的线速度。
V=π*dn/1000(d:铣刀直径,mm;n:主轴或刀具转速,r/min )
2) 进给速度(F) :铣刀在进给方向上相对于工件的单位位移。 CNC铣削的进给速度会影响加工精度、表面质量、工件的变形和刀具寿命。
每转进给量(f):铣刀相对于工件在进给方向上的位移量每转
每齿进给量(fz):铣刀每转一圈,进给方向上各齿相对于工件的位移
每分钟进给量(Vf):铣刀的位移量相对于工件每转一分钟进给方向
Vf =fn =fz *z * n(n:铣削速度;z:铣齿数)
3)铣削切削宽度(W) :垂直于铣刀轴线和工件进给方向测得的铣削层尺寸
4) 铣削切削深度(D) :平行于铣刀轴线方向测量的铣削层尺寸
CNC铣削参数优化——加工参数选择
注:铣削加工的加工参数选择原则是在保证加工质量的前提下,充分发挥机床的工作效率和切削性能。在工艺系统刚性允许的情况下,尽可能选择较大的铣削深度和宽度,然后选择较大的每齿进给量,最后计算铣削速度。
1)优化/选择铣削宽度和深度
切削宽度和深度的选择会影响刀具寿命,通常根据加工程序、效率和质量来选择。在粗加工时,建议使用较大的切削深度和宽度,而在精加工时,则以较小的深度和宽度为佳。对于立铣刀,立铣刀直径通常为铣削宽度的 1.1 至 1.6 倍。外圆铣刀的铣削深度应小于铣刀的长度。
2)饲料的优化/选择
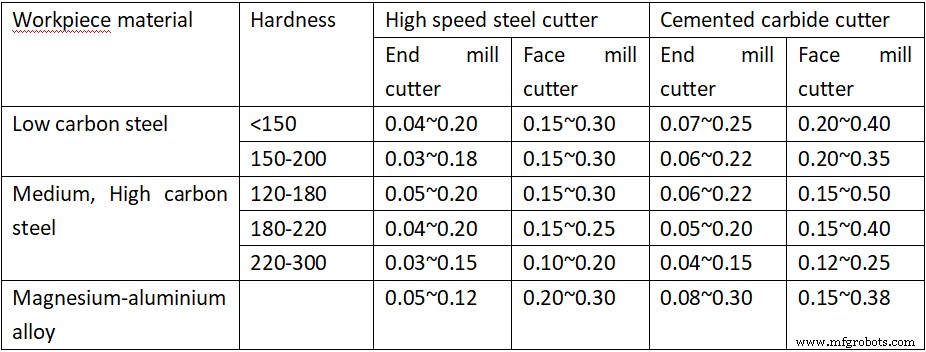
每齿进给量是衡量铣削效率的重要指标。粗铣时,进给量主要受切削力的影响,而半精铣和精铣时,则主要受表面粗糙度的限制。
推荐铣刀每齿进给量(mm/z) :
3)主轴转速的优化/选择
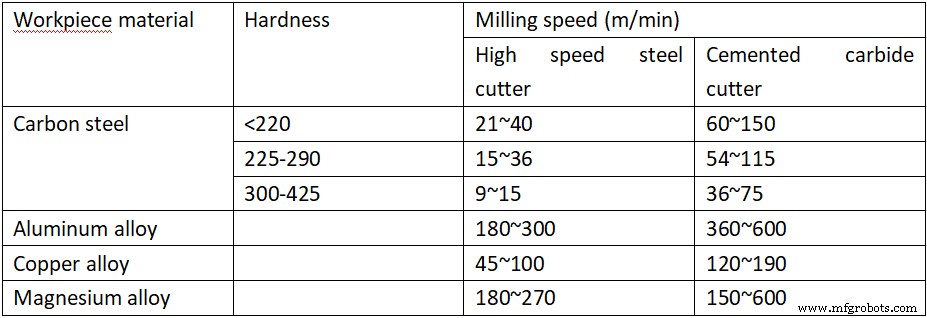
速度会受到工件材料、铣件硬度、刀具材料等因素的影响。
推荐速度表:
工业技术