

逆铣和顺铣的区别 - CNC 逆铣和顺铣比较 | CNCLATHING
顺铣和顺铣是两种常见的CNC铣削工艺,从定义上,跟着我们对比一下,了解顺铣和顺铣的区别 .
什么是逆铣和顺铣?
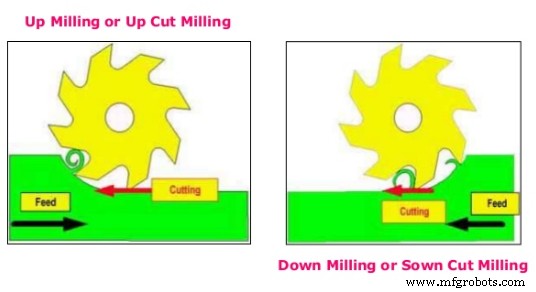
逆铣(传统铣削) 是铣刀切削工件时的铣削过程,切削速度的方向与CNC铣削零件的方向相反 喂食。
顺铣(顺铣) 是指铣刀的旋转方向与工件的进给方向相同的铣削过程,即铣刀在进给方向上施加在工件上的力的分量与工件的进给方向相同。工件进给方向。
逆铣和顺铣的区别——顺铣和顺铣的优缺点
顺铣与顺铣,它们之间有什么区别,选择哪一种?对比顺铣和顺铣,以下是一些结论。
1) 申请
– 顺铣:铣刀在零件上施加的垂直方向的力始终是向下的,对铣削零件有压紧作用,切削平稳,适用于难装夹和薄而细长的片状工件。
– 逆铣:垂直分力向上,工件需要较大的夹持力。
2) 表面质量
– 顺铣:铣刀的切削刃第一次切入工件时,切屑厚度最大,逐渐减小到0。刀片磨损慢,表面质量好。
– 逆铣:切屑厚度从 0 变为最大。刀具一开始不能切入零件,加工硬化会降低表面质量。
3) 工作台移动
– 顺铣:水平分力与工作台进给方向相同,当工作台进给丝杠与螺母间隙较大时,工作台容易轴向摆动,导致刀齿折断,轴弯曲,工件和夹具移位,甚至损坏机床。
– 逆铣:受力与工作台进给方向相反,工作台不动。
4) 刀具磨损:顺铣或常规铣削更快。
– 顺铣:切削由粗到细,刀齿从未加工的表面切出,有利于铣刀的使用。
– 逆铣:刀齿接触工件时,不能立即切入金属层,而是在工件表面滑动一小段距离。在滑动过程中,由于强烈的摩擦,会产生大量的热量。同时,在被加工表面上容易形成硬化层,降低了刀具的耐用性。
5) 功耗
进给运动消耗的功率:顺铣高于顺铣。同等切削条件下,顺铣的功耗降低5%~15%
6)排屑:顺铣更适合切屑管理。
顺铣是提高表面光洁度和确保精度的一般选择。但如果切削面有硬质层、夹渣、工件表面不平整,如加工锻坯时,则应采用逆铣。
工业技术