

钢材冷轧
钢材冷轧
钢材冷轧的主要目的是将热轧钢带的厚度(通常在 1.5 毫米至 5 毫米范围内)减薄为正常无法达到的更薄的厚度(通常在 0.12 毫米至 2.5 毫米范围内)。在带钢热轧机的热轧过程中实现。除了减薄冷轧外,冷轧还用于改善钢的表面光洁度、改善厚度公差、提供一系列“回火”、改善物理特性以及准备带钢进行表面涂层。
冷轧使冷轧板成为一种改进很多的产品。冷轧钢产品可以很好地控制厚度、形状、宽度、表面光洁度和其他特殊质量特征,满足高度工程化的最终用户应用的需求。为满足各种最终用户的要求,冷轧板经过冶金设计,可提供高成型性、深冲性、高强度、高抗凹痕性、良好的磁性、可焊性、搪瓷性和可涂性等特定属性。
热轧钢带的冷轧通常在室温下再结晶温度以下进行。在冷轧过程中,热轧带钢在轧制前通常不加热。然而,被轧制的带材接触面的摩擦能转化为热量。这种热量可能会将在快速绝热过程中轧制的带材的温度提高到 50 摄氏度到 250 摄氏度左右的水平。
在冷轧过程中,厚度的减少是由于通过位错运动发生的塑性变形。由于这些位错的积累,钢会变硬。这将强度和应变硬化提高了 20%。这些位错降低了冷轧钢的延展性,使其无法用于成型操作。为了恢复延展性,冷轧钢需要进行退火处理,以消除在冷轧过程中在显微组织中积累的应力。
热轧带材的厚度很重要,因为最终冷轧和退火产品的性能受冷压下率的影响。这意味着每个热轧卷材的厚度都经过仔细控制,以便为冷轧机提供特定的厚度,以实现适当的冷压下率。其中,冷压下率影响产品退火后的成型行为
通过冷轧深冲品质、超深冲品质和超深冲优质钢生产满足下游行业汽车应用的深冲要求。
普通碳钢的冷轧包括以下四个步骤。
- 酸洗 - 在此步骤中,热轧钢带表面形成的氧化皮被去除,因为不去除氧化皮会对冷轧期间钢的进一步加工产生多种不利影响。此步骤在链接 http://www.ispatguru.com/pickling-of-scale-formed-on-hot-rolled-strip-of-carbon-steel/ 下的单独文章中有详细描述
- 酸洗带钢冷轧——用于减薄热轧钢带的厚度
- 退火——冷轧后,对冷轧带钢进行退火,以消除在冷轧过程中在显微组织内积聚的应力。此步骤在链接 http://www.ispatguru.com/annealing-of-cold-rolled-steel/ 下的单独文章中进行了详细描述
- 退火钢带的回火轧制或平整轧制 - 为冷轧钢带提供所需的机械性能、形状和表面粗糙度以及精加工。
酸洗带材冷轧
酸洗热轧带材的冷轧是通过轧机加工钢带来完成的,该轧机具有用于开卷酸洗热轧钢卷的入口端卷筒和用于卷取冷轧带材的出口端卷筒。在这之间,有一个或多个(通常最多6个)轧机机架进行冷轧。每个轧机机架都有垂直堆叠的轧辊,这些轧辊由巨大的电机提供动力,以将高压缩应力施加到带钢中。轧机机架可以是 2 高、4 高或 6 高。 4 高架的使用范围更广,因为它们比其他两种类型具有最大的优势。
单机架或两机架冷轧机通常是可逆式轧机。可逆式轧机是钢材从一侧进入轧机,穿过另一侧,然后再次通过轧机返回的地方。在每次通过轧机期间,轧辊运动的方向是相反的。在可逆式轧机的这种操作中,酸洗带材在单机或两机机架的每一侧的心轴之间来回传递。带钢在每次通过时都会减薄,直到达到最终要求的厚度。
多机架轧机(通常是三到六个机架)通常是连续的串联轧机。热轧酸洗带材从入口端卷筒送入冷连轧机,并在每个机架中按预设百分比逐渐减小厚度,以在带材离开最后一个机架时达到最终所需的厚度。最后一个机架后,带钢在卷取机中被收卷。
对于高合金和不锈钢的轧制,使用 A Z 轧机或森吉米尔轧机,它们使用直径非常小的工作辊,通常约为 50 毫米,由多个金字塔形轧辊(数量为 6 至 20)支持堆。这种轧辊设置允许通过工作辊施加极高的力,同时防止工作辊过度弯曲。森吉米尔轧机上的卷取辊也在卷材通过轧机时对卷材施加张力。高压和张力的结合使轧机能够轧制薄而扁平的材料。
冷轧机中热轧带钢的典型压下率范围为 50% 至 90%。每架或道次的减量应均匀分布,而不会大大低于每道次的最大减量。通常在最后一道工序中采用最低百分比的减量,以便更好地控制平面度、规格和表面光洁度。
冷轧通过轧辊内的压缩来减小带钢的厚度。在输入侧,轧辊的驱动器需要相应的能量供应。由于施加的轧辊力很高,带钢被成型热加热到高达 250 摄氏度的水平。为了冷却轧辊和轧制带钢,它们通过油、水或乳液进行润滑和冷却。轧制油的例子是脂肪油、矿物油或棕榈油;无水轧制油的闪点需要在300℃以上。润滑的主要原因是降低轧制力和轧制力矩,减少工具磨损和提高带钢表面。
现代冷连轧机能够以高达 2500 m/min 的轧制速度将酸洗热轧带材轧制至最小厚度 0.12 mm。连续式串联轧机的年产能可达 250 万吨。
现代冷连轧连轧机通常具有以下特点。
- 液压压紧系统可保持恒定的辊压和/或恒定的辊位置。
- 计算机化液压自动仪表控制 (HAGC) 系统。无论速度如何,系统都会自动且始终如一地在每个线圈的整个长度上保持极其严格的公差。
- 连续可变齿冠 (CVC) 系统和增强型变速系统
- 落边控制系统
- 在线带材测量和检测系统
- 最后一站后的干燥带材系统,以最大限度地减少带材上的残留油量
冷轧后,带材经过高度冷加工,对大多数应用来说不是很有用。它需要进行退火以软化钢,使其更具成型性。
5机架冷连轧机的典型示意图如图1所示。
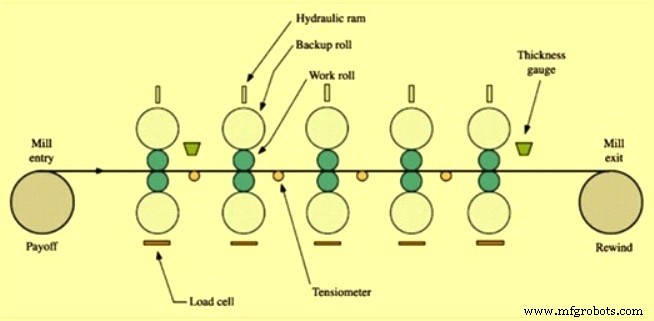
图 1 5 机架冷连轧机的典型示意图
退火带材的调质轧制或平整轧制
从退火炉中取出后的冷轧卷材处于非常柔软的状态,因此要在平整机中进行平整轧制或平整轧制。这涉及冷轧钢板的受控轻压下,原因如下。
- 带材平整度对于进行进一步加工的组织来说是一项重要的属性。这是因为良好的平整度值允许他们的工厂和设备无故障运行。平整度提高了钢板的平整度。
- 尽量减少钢材的拉伸
- 尽量减少紧张
- 表皮传递会导致不稳定的屈服点范围(称为 Lüders 带)转化为定义的屈服点。这有助于改善深拉操作期间的流动行为并防止出现不需要的应力线。
- 获得所需的钢材表面纹理。设置所需的带材表面粗糙度可提高深冲工艺的产量并提高油漆的附着力。
- 获得所需的机械性能
- 纠正钢中的规格不一致
回火轧制确实会产生少量的冷轧,通常在 0.25% 到 1.0% 的范围内。回火轧制导致表面光滑,并且消除了屈服点现象(后续操作中的过度拉伸和起皱)。这使得钢更具延展性,可用于进一步的成型和拉伸操作。调质轧制后的冷轧板涂上防锈油。
单台光轧机是独立的轧制设备,通常在批量退火阶段之后,可以非常灵活地实施。该轧机可以加工硬带钢和超软带钢。它还为冷轧钢带提供了完美的光洁度。
一种特殊情况以所谓的 DCR 轧机或 DCR 平整机为代表。 DCR 代表“双重冷还原”。这种双支架设备将第一个支架的厚度减少与第二个支架的皮肤通过相结合。也可以使用两个支架来通过皮肤。在这种情况下,钢的特性(例如定义的屈服点)在第一个机架中设置,而在第二个机架中,所需的表面特性被转移到带钢上。
平整机也可以直接安装在连续退火线的出口段。带钢可以在生产线上完成,这具有几个优点,因为大大减少了卷材处理的工作量和支出。
冷轧带钢可以在各种条件下生产,例如表皮轧制、四分之一硬、半硬和全硬,具体取决于已进行了多少冷加工。这种冷加工(硬度)通常称为回火,尽管这与热处理回火无关。
四分之一硬板可以自行弯曲(垂直于轧制方向)而不会断裂。半硬板可以弯曲 90 度,而全硬板可以弯曲 45 度。因此,这些材料可用于涉及大量弯曲和变形的应用中,而不会断裂。
制造工艺