

带钢热轧机的形状控制技术
热轧机中的形状控制技术
轧制带材的形状以其横截面轮廓(冠部)和平整度为特征。带钢形状的精度是决定热轧带钢质量的重要参数。带材形状是决定轧制带材市场竞争力不可缺少的因素。由于带钢形状是质量的关键指标,因此板形控制技术是热轧带钢生产的核心技术。影响带钢热轧机(HSM)轧制板形的因素有很多。
在 HSM 中轧制带钢的关键目标之一是在出口带钢的凸度和平整度方面以最佳质量达到目标厚度。在减薄过程中,为了使带材中心和边缘之间的伸长率均匀,在带钢宽度上不断减小是非常重要的。如果不满足此条件,则会产生内部应力条件,从而导致平面度缺陷(中心弯曲或波浪形边缘)。图1显示了完美平面度和平面度缺陷的概念。
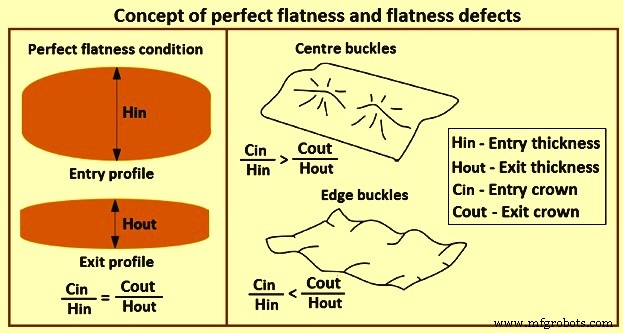
图1完美平面度和平面度缺陷的概念
随着对更高带钢尺寸公差的要求越来越高,在热轧带钢轧制过程中保持均匀的带钢凸度和平整形状的需求已成为 HSM 中最具挑战性的技术任务之一。影响热轧带钢形状质量的形状控制技术分为三类,即(i)轧辊形状控制驱动装置,(ii)形状控制模型,以及(iii)轧制工艺系统。形状控制技术也在向集成化方向发展。本文介绍了轧辊的形状控制作动装置。
轧辊形状控制驱动装置
在 HSM 轧制过程中,带钢的出口凸度和平整度受轧辊热分布、轧制力、轧辊磨损和带钢宽度等几个因素的影响。这些因素在轧制过程中会发生变化。为了补偿这些因素并控制带钢凸度,必须安装一系列可以不断改变轧辊咬合形状的执行装置。三种最流行的轧辊驱动技术是 (i) 轧辊弯曲技术、(ii) 轧辊移位技术和 (iii) 连续可变凸度 (CVC) 技术。
滚弯技术 – 没有可见平整度缺陷(中心弯曲和边缘波纹)的可用轮廓控制范围与带钢出口厚度相关。带钢出口厚度越高,型材改变而不产生平整度缺陷的能力就越高。图 2 显示了限制凸度比变化与带钢厚度的典型图表。弯曲系统设计中的重要因素是弯曲驱动装置对凸度和平整度控制的影响范围。轧材厚时,弯曲对带钢凸度比的影响有限,而薄时,影响很大。
图 2 显示了弯曲控制范围的示例,该范围是轧机控制凸度比而没有平面度缺陷的能力。弯曲控制范围取决于两个主要因素,即 (i) 机架上使用的凸度控制驱动装置的功率,以及 (ii) 这些驱动装置安装在轧机机架上的位置。为了提高HSM的凸度和平面度控制能力,有必要将驱动装置安装在正确的位置以优化其效率。
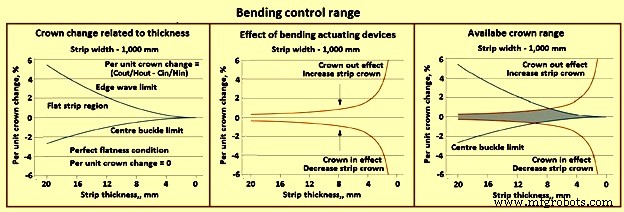
图2 折弯控制范围
工作辊弯曲(WRB)装置因其实用性和易于安装的结构而成为热轧带钢最常用的形状控制执行机构。虽然理想的WRB承载能力略低于滚动承载的十分之一,但在很多情况下,即使WRB与负弯曲相结合以提高WRB的总承载能力,也很难实现。
双轴承座弯曲(DCB)装置,在工作辊的辊颈处配备两个轴承座,是一种有效的 WRB 方法,能够轻松实现三种强度约束条件(轧辊强度、轴承强度和轴承座)之间的平衡设计强度)并在有限的空间内实现大的弯曲能力。然而,这些类型的轧辊的轧辊轴端略微突出,无法通过改造现有轧机轻松安装。
WRB结构相对简单,经常与其他形状控制作动装置一起安装。图 3 显示了当 DCB 安装有可变凸度(VC 辊)时实现的控制特性示例。图中纵轴表示的机械中心凸度值表示轧制力在宽度方向均匀分布时带钢中心与带材边缘之间的带钢厚度之差,而机械四分之一凸度值表示在宽度方向上。横轴表示带钢中心和带钢四分之一宽度位置之间的带钢厚度差。
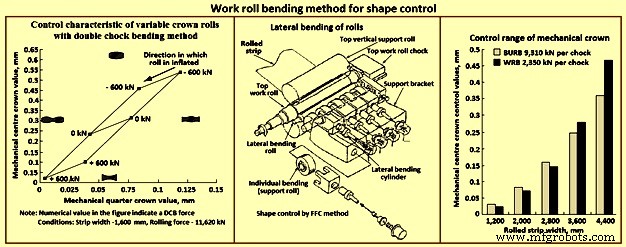
图3 形状控制的折弯方法
由于需要高度响应的液压系统来施加弯曲载荷,因此在某些情况下会采用直接驱动伺服阀。虽然负弯在很多需要频繁出螺纹和出尾的轧机中难以使用,但通过采用阀与气缸之间的短管长度的高响应伺服阀,可以提高在出螺纹和出尾中的负弯曲的可用性。
小直径工作辊可有效降低轧制极薄带材和硬质材料的轧制负荷。但是,在使轧辊在其端部弯曲的WRB装置中,弯曲效果不能很好地传递到轧辊中心区域。可以额外安装与工作辊接触的支撑辊,以在辊筒长度处支撑它,以提供弯曲和支撑效果。一种弯曲(支撑)辊,除了垂直支撑轧制载荷的主支撑辊外,设计用于在倾斜或水平方向推动工作辊。在某些情况下,采用一种形状控制方法,其中工作辊筒的特定部分由弯曲辊液压选择性地推动(FFC方法),如图3所示。
对于长筒轧机,作为工作辊折弯的一种方法,在支承辊上安装外侧折弯机构,使大直径支承辊弯曲,间接弯曲长筒工作辊。在中厚板轧机(工作辊直径为 1,020 毫米,支撑辊直径为 1,830 毫米,以及机筒)中,使用外侧支撑辊弯曲 (BURB) 装置估算每个轧制带钢宽度的机械中心凸度控制效果长度为 4,700 mm)如图 3 所示。该图还显示了 WRB 对每个轧制宽度的机械中心凸度控制效果。从图中可以看出,当条带宽度较大时,WRB的控制效果要大于BURB。但在带钢宽度较小时,BURB的控制效果要大于WRB。
在多辊轧机(如六辊轧机)中,可以为大直径中间辊配备垂直弯曲功能,以间接弯曲工作辊。中间辊弯曲法和支撑辊弯曲法都可以使用,而不受换工作辊、穿带和出尾所需的复杂的WRB压力控制的影响。
工作辊双千斤顶重型折弯系统—— 为了在轧辊间隙中获得所需的厚度轮廓并在整个卷材的轧制过程中控制该间隙,尽管来料工件可能存在热和几何变化,所有精轧机架的正负重弯系统已经被开发出来。工作辊弯曲通常用于轧制过程中动态和连续的带钢凸度和平整度控制。当在轧制力的方向上施加轧制弯曲力时,弯曲为正(向内);当弯曲力施加在与轧制力相反的方向时,弯曲为负(凸出),如图4所示。
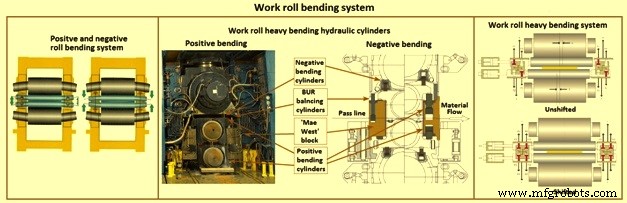
图4工作辊折弯系统
在线控制模型计算工作辊弯曲力的总和,作为轧辊分离力、带钢宽度、轧辊直径、工作辊机械凸度、工作辊热凸度、工作辊磨损和入口带钢轮廓的函数。这意味着工作辊弯曲系统设置可以在负载下快速更改(动态控制),以便在目标公差范围内实现带钢凸度和最佳带钢平整度。正弯曲驱动装置位于“Mae West”块中,而负弯曲气缸位于支撑辊 (BUR) 轴承座内(图 4)。该系统能够在不干扰任何其他轧机控制的情况下获得顶级性能,并且无需增加任何维护。可实现高达 200 吨/轴承座的正重型弯曲和高达 120 吨/轴承座的负重型弯曲。这些力可以在不影响轴承寿命的情况下实现,因为双顶辊弯曲系统根据侧移程序保持弯曲力相对于轴承中心线居中,无论轧辊的轴向位置如何。
滚动变速技术 – 开发了不同的轧辊位移形状控制技术。这些技术主要包括(i)通过移动轧辊,减少轧辊之间的接触部分超出带钢宽度,从而改善轧辊挠度,以及(ii)提高形状控制效果的方法。通过移动特殊形状的辊子,在宽度方向产生几何辊隙分布变化效果,可以提高形状控制效果的方法。这如图5所示。在各种轧辊移位方法中,基于几何形状移位辊效果的方法具有可以通过几何形状自由设置形状控制效果的优点。数控(NC)轧辊磨床可以更自由地设置磨辊曲线,更容易提高优化辊曲线的效果。
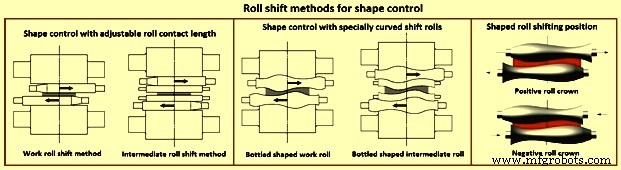
图5用于形状控制的滚动移位方法
基本上,上述两种方法使用相同的换档机构,但几何形状的换档辊更有效。几何形状的移位辊具有简单的凹凸组合曲线(S形曲线)的辊轮廓。可以优化换档辊轮廓,优化形状的换档辊有时也称为“组合数值轮廓”(CNP)辊。自动设定系统进一步辅助轧辊移位法,该系统同时计算移位位置和轧辊弯曲压力的设定值,并根据轧辊形状提供指令。
进一步地,可以针对每个轧机厂或轧机机架优化移辊形状,对轧机机架的移辊形状逐一进行优化,从而使带钢宽度的控制效果与更高的生产率变得更高。为了彻底优化轧辊形状,通常不是通过使用特定函数而是通过使用数值数据来确定形状。工作辊移位法也可用于轧辊磨损分散,以减少带钢热轧轧辊的阶梯式不均匀磨损。
根据轧机所需的可加工性和可维护性,可在操作侧或驱动侧安装移位装置。轧辊异形控制执行装置的使用频率比以前更高,因为它们可以根据所选轧辊形状产生灵活的控制效果,并且可以安装在大型热轧机上。
异形辊技术 – 为了增加带钢凸度和平整度范围控制,异型辊技术可应用于所有精轧机架。在这种情况下,移位不仅用于控制工作辊磨损的分布,还用于控制带钢凸度和平整度。通常,异型辊的凸度控制能力是弯曲系统能力的两到三倍。工作辊采用光滑的轮廓形状,以便将凸度和平面度控制与磨损控制功能相结合。工作辊的轮廓是一条由非对称正弦函数和三阶多项式函数组成的曲线。移位系统专用于间隙轮廓设置,因此仅用于设置合适的工作辊间隙轮廓(静态控制),而在轧制过程中带钢凸度控制(动态控制)由弯曲驱动装置进行。
充气辊法(可变冠辊法) – 在工作辊的辊筒长度较长的情况下,WRB 的影响不太可能传递到 WRB 形状控制中的带钢宽度中心区域。通过将WRB法与在辊筒方向上使支撑辊部分地膨胀以进行形状控制的方法相结合,可以保持带材形状控制效果。如果可以通过使用充气辊作为支撑辊来保持形状控制性能,则可以消除对工作辊进行加工以在带材中心区域形成凸弯曲形状的需要。这种类型的轧辊减少了带钢与工作辊之间急剧不均匀接触的机会,特别是在需要始终保持优越的带钢表面质量时尤其有效。
对于小轧制负荷的轧机,可以同时使用在辊筒长度中心具有用于充气的液压室的可变凸度(VC)轧辊和WRB轧辊。图 3 显示了一个四辊轧机(直径 480/直径 1,220 × 1,950 mm)的性能计算示例,该轧机配备了一个充气率为 0.32 mm 的 VC 辊和一个 DCB。对于较大轧制力的形状控制,已开发出锥形活塞 (TP) 辊(图 6)。
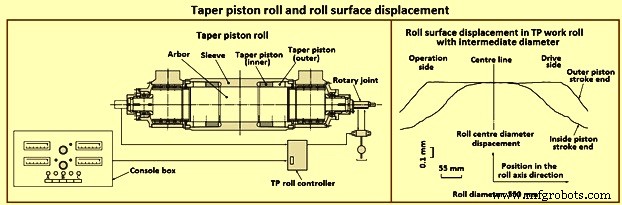
图 6 锥形活塞滚动和表面位移
图 6 显示了一个 TP 滚动。它由心轴、套筒和锥形活塞组成,并通过液压调整锥形活塞位置来调整轧辊轮廓。通过在每侧安装两个活塞可以更自由地调整轮廓。 TP辊用于支撑辊筒体长度较大的热轧机。
TP 辊也可以很容易地安装在 2 辊轧机中,因为不能应用工作辊弯曲,所以形状控制执行装置不容易安装。由于 TP 辊可以作为工作辊安装,因此其尺寸和充气量都小于热轧机中的支撑辊。但是,由于带钢直接接触并受辊型变化的影响,形状控制效果变大。图 6 为 2 辊轧机直径为 550 mm 的中径 TP 辊的实测充气曲线示例。
其他方法
在用于薄厚度的宽带钢轧机中,更容易出现袋状形状,因为用机械形状控制驱动装置难以局部控制随机(不对称)位置的形状。在这种情况下,区域冷却剂或点冷却剂(或加热)控制是有效的。这种控制是利用轧辊的局部热膨胀和局部收缩,与带钢平直度传感器相结合,形成自动板形控制系统。
工作辊热凸度 (RTC) 冷却集管 – 工作辊 RTC 是两个倾斜式收割台(图 7),位于每个精轧机架(顶部和底部)的出口侧。喷嘴沿抛物线路径放置在这些集管上,其顶点位于轧机的中心线上。此外,每个 RTC 集管都可以通过液压缸进行旋转。喷嘴分布和集管旋转角度相结合,能够比边缘更有效地冷却轧辊中心,反之亦然。因此,沿辊筒的冷却梯度可以通过 RTC 集管的适当角度定位来有效控制工作辊热凸度。使用 RTC 系统的结果是 (i) 向稳态的短暂过渡,(ii) 有效的工作辊热凸度控制,以及 (iii) 减少补偿 RTC 所需的弯曲力,因此可以使用更大的弯曲力控制带钢凸度和平整度。
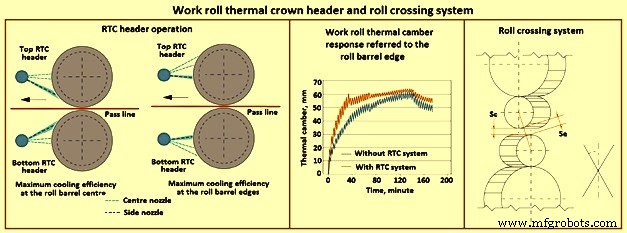
图 7 工作辊热凸头和轧辊交叉系统
工作辊和支撑辊交叉 – 工作辊和支承辊交叉(柔性顶辊和自由轧制)是为轧机机架开发的新概念。这一概念使轧制过程中轧辊交叉和移动成为可能,从而在极宽的控制范围内连续调整带钢凸度并独立控制轧辊磨损。目标是满足最苛刻产品组合的带钢轮廓和平整度控制要求,包括各种最终应用所需的各种带钢轮廓的超薄规格。
在无端或半无端轧制中生产超薄带钢需要非常宽的带钢凸度控制范围(高达 1,700 微米),这比传统驱动装置通常需要和实现的控制范围宽 4 到 5 倍。这些努力导致了工作辊和支撑辊交叉机架的开发,克服了目前可用的所有技术的限制。它具有轧辊弯曲、移位和交叉,以独立控制轧辊磨损和 RTC 的变化,以及轧制载荷对带钢轮廓的影响。安装在轧机中的工作辊和支撑辊交叉系统可以具有(i)工作辊和支撑辊交叉,(ii)交叉角度的动态控制,(iii)工作辊正反弯曲,(iv)工作无滞后的横滚换档系统,(v)在滚动载荷下横移换档,(vi)横穿和换档独立使用。
穿过轧辊对带钢的影响与在工作辊上磨凸凸面的效果相同。等效辊冠量为 Ceq =Se-Sc =(L2 tan2A) / (2(Dw + Sc)) 式中 L 为辊筒长度,Dw 为工作辊直径,Sc 为辊中心辊缝,Se是辊边处的辊缝,A 是交叉角。交叉致动装置与弯曲致动装置一起能够修改带材轮廓的二次和四次部分。轧辊交叉是通过横穿轧机窗口的 F 形块实现的,并承载工作辊轴承座和支撑辊轴承座在其上滑动的摆动衬套。每个 F 形块放置在外壳柱内表面的槽中。块通过两个特殊的机械凸轮式千斤顶和液压平衡系统与槽耦合。
工作辊和支撑辊交叉机架的优点是(i)在宽控制范围内连续可调的带钢凸度,(ii)通过在负载下移动执行工作辊磨损和边缘磨损控制的分布,(iii)工作辊磨损和带钢凸度控制是独立的,(iv) 均匀的支撑辊磨损,(v) 由于工作辊和支撑辊之间的均匀接触压力,增加了支撑辊的寿命,(vi) 无计划轧制能力, (vii) 热凸度控制效率高,(viii) 专为连续轧制而设计。
其他方面
基本上,热轧带钢的形状控制驱动装置是根据形状传感器的输出来操作和控制的。因此,即使使用高性能驱动装置,也可能由于形状检测错误或反馈计算错误而出现形状错误。为了防止这种情况,可以采用自动和机械校正带钢平整度的张力矫直机作为薄带钢的最终精整设备。此外,为了提高对极薄带钢的效果,可以采用具有曲率半径极小的带钢弯曲头的液压张力矫直机。
差速轧机的下辊与上辊以不同的速度运行,降低了轧制力,有助于提高生产率。它提供了以下好处,例如 (i) 更小的最小轧制厚度,(ii) 改进的带材形状,和 (iii) 更精细的微观结构尺寸。使差速比可变,使轧制力可变,从而产生形状控制效果。从这样的综合来看,差速轧机具有带行星齿轮的差速齿轮系统。这样就可以在不增加设备电机总功率的情况下选择合适的差速比。
制造工艺