

什么是电火花加工?电火花线切割 101
随着生产的需要,各行各业出现了许多特殊的零件和结构。相应地,为了适应零件多品种、小批量的特点,电火花加工的重要性也越来越明显。 EDM技术在制造领域占有重要地位。长期以来,电火花加工(EDM)一直是一种高精度、高要求的解决方案,是实现高难度材料和复杂零件精密加工的有效手段。
因此,通过这篇文章让我们详细了解什么是EDM,它的加工流程是什么,具体的优势是什么。
什么是电火花加工
 电火花加工 (EDM) 是一种制造工艺,有许多其他名称,包括火花加工、电弧加工,又称电火花线切割、线切割、电火花切割、线烧、线腐蚀。
电火花加工 (EDM) 是一种制造工艺,有许多其他名称,包括火花加工、电弧加工,又称电火花线切割、线切割、电火花切割、线烧、线腐蚀。
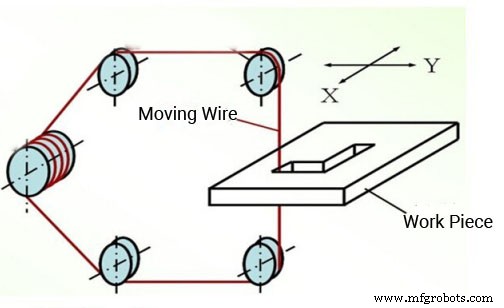
电火花加工是一种非常规方法,在去除过程中不需要机械力,使用单根细线,并利用电火花产生的热量与去离子水一起切割金属,切割线不接触材料,并防止生锈。
电流通过介电流体在电极和工件之间隔开,电流通过电极和工件。除非施加足够的电压使其成为电导体,否则介电流体将充当电绝缘体。产生的火花放电腐蚀工件以形成所需的最终形状。在此过程中,电流用于切割导电材料并留下光滑的表面,而无需其他精加工或抛光工艺。一般电极直径范围为0.004″-.012″(0.10mm-.30mm),直径可大可小。
在工具和精密零件的制造中,电火花加工因其适用性而非常受欢迎,特别是对于钛等硬质材料或铣削难以获得的特别复杂的形状。
EDM 是如何工作的?
 线切割是通过在线材上或电极与工件之间产生放电来进行的。电火花切割始终贯穿整个工件。要开始线材加工,必须先在工件上钻孔或从边缘开始。在加工区,每次放电都会在工件上产生凹坑,影响刀具。电线可以倾斜,因此可以在顶部和底部制作锥形或不同轮廓的零件。当火花穿过间隙时,材料会从工件和电极上移除。
线切割是通过在线材上或电极与工件之间产生放电来进行的。电火花切割始终贯穿整个工件。要开始线材加工,必须先在工件上钻孔或从边缘开始。在加工区,每次放电都会在工件上产生凹坑,影响刀具。电线可以倾斜,因此可以在顶部和底部制作锥形或不同轮廓的零件。当火花穿过间隙时,材料会从工件和电极上移除。
为了防止火花过程中的短路,该过程中还使用了非导电流体或电介质。废物被电介质去除,该过程继续进行。电极和工件之间绝对没有机械接触。电线通常由黄铜或分层铜制成,直径在 0.1 至 0.3 毫米之间。
电火花加工类型
虽然电火花加工有许多特殊形式,但工业电火花加工机床通常分为三类:电火花放电加工机、电火花线切割机、钻孔电火花加工机。
电火花放电加工
Sinker EDM,也称为ram EDM,常规EDM或插入式EDM,使用具有不同形状、尺寸和材料的机加工电极从工件上去除材料。电极通常由石墨制成,但也可以使用铜、钨或黄铜以及这些材料的组合,并且可以定制电极的几何特性以达到所需的规格。
在电火花放电加工过程中,工件和电极都浸入油或合成油的绝缘流体中,机器采用数控技术自动将电极导向工件。与电火花线切割一样,当电极接近工件时,电荷的强度会打破介电流体的屏障并产生火花,通过熔化和蒸发微小颗粒来腐蚀少量材料。
这个过程每秒重复数十万次,在去除材料的同时,机器将继续控制电极的运动,直到达到所需的尺寸。如今,模具 EDM 用于在工具和模具应用中创建复杂的型腔形状。
电火花线切割
 它是一种非传统的加工技术,它是利用电以带电的细铜或黄铜丝为电极准确准确地切割任何导电材料。基本工作原理是用一根连续运动的细金属丝(称为电极丝)作为电极,对工件进行脉冲火花放电,去除金属,切割出形状。
它是一种非传统的加工技术,它是利用电以带电的细铜或黄铜丝为电极准确准确地切割任何导电材料。基本工作原理是用一根连续运动的细金属丝(称为电极丝)作为电极,对工件进行脉冲火花放电,去除金属,切割出形状。
在许多情况下,整个零件都浸入介电流体中,并且在切割过程中,高压上下喷嘴会清除导线周围区域的细碎屑。流体还充当非导电屏障,从而防止在处理区域中形成导电通道。当导线靠近零件时,电场强度克服障碍,发生介质击穿,使电流在导线和工件之间流动,从而产生电火花。
 根据电极线材的运行速度不同,线材电火花加工机床一般分为两类:一种是高速线切割机(WEDM-HS),电极线作高速往复运动,一般线速8~10m/s,电极线可重复使用,加工速度高,但走丝过快容易造成电极丝晃动而反方向停止。另一种是低速线切割机(WEDM-LS),它的电极丝在一个方向上以低速移动,一般走丝速度小于0.2m/s。电极丝放电后不再使用。工作稳定、均匀、抖动低,加工质量好,但加工速度低。
根据电极线材的运行速度不同,线材电火花加工机床一般分为两类:一种是高速线切割机(WEDM-HS),电极线作高速往复运动,一般线速8~10m/s,电极线可重复使用,加工速度高,但走丝过快容易造成电极丝晃动而反方向停止。另一种是低速线切割机(WEDM-LS),它的电极丝在一个方向上以低速移动,一般走丝速度小于0.2m/s。电极丝放电后不再使用。工作稳定、均匀、抖动低,加工质量好,但加工速度低。
线材电火花加工工艺有一个重要的限制:线材必须完全穿过工件。线切割加工只能通过特征加工。如果零件的特性不允许您切割边缘,我们可以使用另一种类型的 EDM,小孔钻孔,在任何导电材料上快速钻孔
钻孔电火花加工
小孔钻孔电火花加工使用空心圆形电极在工件上钻孔。与电火花线切割一样,钻孔电火花加工使用火花腐蚀来去除材料。然而,在 EDM 钻孔中,孔的大小由电极的直径控制。即使是在硬化或异质材料中,也能制造出精准的孔洞,这已成为多项先进技术的关键发展。
在电火花加工过程中,介电流体被泵送通过电极并在电极周围冷却并冲走被侵蚀的颗粒。数控钻孔电火花可以在无人看管的情况下快速轻松地钻孔,无需人工定位。小孔电火花加工非常适合需要启动孔、通风孔、冷却液孔、顶针孔或其他盲孔的零件,对于去除断丝锥和钻头非常有用。
电火花与线切割
 相同点:
相同点:
1、这两种加工都是放电加工的一种,是以脉冲电源为基础的,工件必须是导体。
2、加工原理相同,放电放电产生的热量将产生的金属熔化去除金属,所以两者加工材料的难易程度与村料的硬度无关,有加工过程中没有显着的机械切削力。
不同点
1、电火花成型机床的主要加工对象是在表面上打印出精美的图案或曲面。电火花线切割机床主要加工平面工件。电火花线切割的运动是移动工件,电火花加工是通过移动电极来加工的。
2. EDM可以加工通孔和盲孔,适用于加工复杂形状塑料模具的型腔等零件以及雕刻文字、图案等。线切割只能加工通孔,可以轻松加工小孔 形状复杂的孔、狭缝和各种复杂零件。
电火花加工的优势
- 适用于难切削的材料。可用于用软工具加工多晶金、立方氮化硼等硬而韧的材料,不受传统加工的限制。
- 由于在制造过程中电极与工件不接触,可以加工生产小孔、深孔和窄缝零件。

- 可以加工特殊导电材料和复杂形状的零件。
- 电火花加工产生的表面光洁度好,精度高。
- 对淬硬材料进行放电加工可以避免热处理加工造成的任何潜在变形。
- 可以达到切割工具无法达到的形状和深度。尤其是在深加工中,刀具的长径比非常高。
- EDM 流程非常可预测、准确且可重复
- 所有电火花加工都是无人值守的,因此电火花加工的直接人工成本和制造成本通常低于其他方法
电火花加工的应用
EDM 发明于 1940 年代,是一种非常早期的非传统工艺。与计算机数控(CNC)相结合,已成为一种精确可靠的加工方法,现在已成为更常规切削方法的标准。它通常是生产小型、高度详细的物品的理想选择,这些物品通常对于其他加工选项来说过于精致。它特别适用于定制需求或小批量生产(如原型)。 EDM可以执行各种加工,包括车削、铣削、磨削和小孔钻孔。除了模具制造,电火花加工还常用于汽车、医疗、航空航天等领域。
制造工艺