

平面磨削的种类和特点
平面磨削是利用旋转的砂轮对材料表面进行磨光,使金属或非金属材料表面光滑,使之看起来更精细的一种精加工工艺。
砂轮表面最常用的磨料有:氧化铝、碳化硅、金刚石、立方氮化硼(CBN)。
表面研磨的种类
根据平面磨床和工作台的结构特点和配置,平面磨床可分为4种类型,即卧式主轴往复台平面磨床、卧式主轴回转台平面磨床、立式主轴往复台平面磨床、立式平面磨床。主轴转台平面磨削。
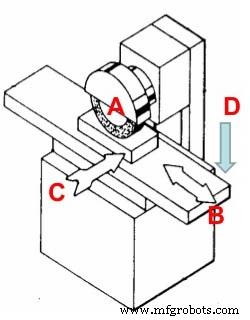
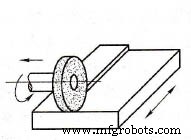
卧式主轴往复台平面磨削
工件由矩形电磁工作台吸附或夹持在工作台上,并作纵向往复运动。砂轮架可沿滑座燕尾导轨作横向间歇进给运动。滑动座可沿立柱导轨作垂直间歇进给运动,工件绕砂轮磨削,磨削精度高。
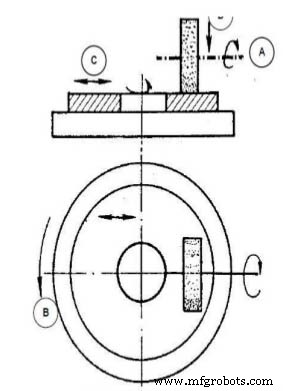
卧式转台平面磨削
砂轮主轴水平,工作台为圆形电磁吸盘,表面与砂轮圆周面磨削。磨削时,圆形电磁吸盘将工件吸在一起,匀速旋转。砂轮除高速旋转外,还在圆台外缘与中心之间往复运动,完成磨削进给。每次往复或每次反转后,砂轮垂直进给工件,直至工件磨削至所需尺寸。由于工作台连续旋转,磨削效率高,但不能磨削阶梯面等复杂平面。
用于磨削圆形和薄工件,可在工作台上磨削不同厚度的环形工件。
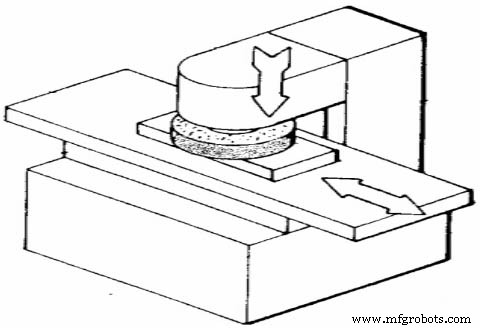
立轴往复台平面磨削
砂轮主轴垂直于工作台面。工作台为矩形电磁吸盘,砂轮端面磨平面。这种磨床只能磨削简单的平面零件。由于砂轮直径大于工作台宽度,砂轮不需要做横向进给运动,磨削效率更高。
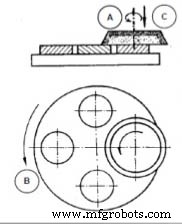
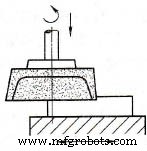
立式主轴转台平面磨削
砂轮主轴垂直于工作台面。工作台为圆形电磁吸盘。砂轮端面用于磨削平面。磨削时,圆形工作台匀速旋转,砂轮高速旋转,垂直进给。为方便工件的装卸,圆台还可沿床身导轨纵向移动。
根据砂轮的工作面,平面磨削可分为外周磨削、端面磨削和外周端面磨削三种。
周边磨削 :
又称圆周磨削,是利用砂轮的圆周面进行磨削。卧式平面磨床属于这种形式。
端面磨削 :
用砂轮端面磨削。立轴平面磨床属于这种形式。
周边端面磨削 :
同时利用砂轮的圆周面和端面进行磨削。磨削台阶面时,如果台阶不深,可用砂轮在水平轴和矩形台面平面磨床上磨削周边端面。
C 表面磨削特性
平面磨削的形式不同,其特点也不同。
1。周边磨削的特点
可以减少工件因加热引起的变形,有利于提高工件的磨削精度。适用于各种工件平面的精磨,平面度误差可控制在0.01~0.02mm/1000mm,表面粗糙度可达Ra0.8~0.2μm。但由于在非磨削时采用间歇横向进给来完成工件表面的磨削,因此生产效率较低。
2。端面磨削的特点
弯曲变形小,刚性好,可选择较大的磨削量。生产效率高。工件容易发生热变形和烧伤。只适用于磨削精度低、形状简单的工件。为提高端面磨削质量,可采取以下措施:
- 选择粒度较粗、硬度较软的树脂结合剂砂轮。
- 在磨削过程中提供足够的切削液。
- 使用插入式砂轮进行研磨。
- 砂轮端面修整成内锥心,使砂轮与工件线接触或将磨头调小角度,减少砂轮与工件的接触并改善散热条件。
3。周边端面磨削的特点
研磨量不宜过大。
我们的磨削系统可以达到 的表面光洁度 0.2~0.025 Ra 公差低至 0.002 毫米。 详细的公差和表面光洁度可能因零件和砂轮的材料类型而异。立即联系我们
制造工艺