

立体光刻 3D 打印的设计技巧
立体光刻 (SLA) 是一种通用且高质量的制造和原型制作工艺。虽然不像熔融沉积建模 (FDM) 等基于挤出的增材制造技术那样广泛使用,但 SLA 实际上是 3D 打印的原始化身,最早出现在 1980 年代。如今,桌面 SLA 打印机已被 3D Systems 和 Formlabs 等品牌推广,该技术被用于制作从珠宝模型到牙科产品的各种产品。
借助 3ERP 高效的 3D 打印服务,使用 SLA 创建产品或原型非常容易,而且优势众多。一方面,使用 SLA 打印机打印对象是一个非常快速的过程,比基于挤压的打印要快得多。更好的是,与 FDM 相比,打印部件的表面处理通常非常光滑,有时甚至不需要后处理。 SLA 的另一个优势是它的许多着色选项,包括半透明材料,极大地打开了打印部件的设计可能性。
SLA 是如何工作的?
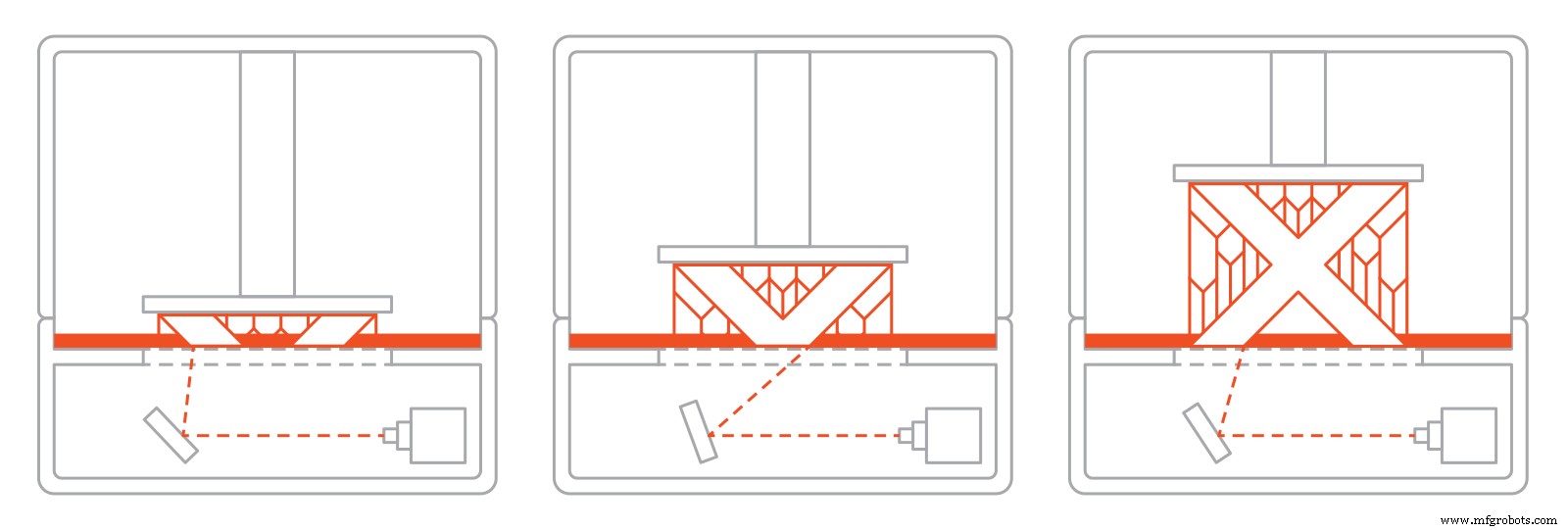
立体光固化成型是还原光聚合的几种 3D 打印变体之一:一种使用光源固化液态树脂,将其变成硬塑料的过程。大多数 SLA 打印机使用紫外激光作为光源,将激光束以预定图案聚焦到液态树脂上,然后在上一层硬化后继续下一层。根据特定打印机的设置,可以使用镜面检流计将激光束引导到液体树脂上。
SLA 流程:
- 装满感光树脂的大桶
- 紫外激光照射树脂
- 激光在树脂中固化二维形状
- 当形状变硬时,构建平台移动到下一层
- UV 激光固化另一个 2D 形状
- 当所有层都固化后,结果是 3D 塑料对象
材料选项
3ERP 为立体光刻 3D 打印提供了多种树脂材料选项。
这些包括:
- 树脂 8119:一种常见的 SLA 材料,耐温高达 65°C。
- 树脂 8118H:一种类似尼龙的树脂,具有极高的韧性。
- 树脂 8228:一种类似 ABS 的树脂,耐冲击和耐温高达 70°C。
- 树脂 8338:我们的树脂中最耐高温的树脂,能够承受高达 120°C 的温度。
为 SLA 设计部件
熟悉 CAD 的工程师在为 SLA 设计零件时应该没有问题。但是,为了确保在打印期间或之后没有问题,需要遵循某些规则。例如,最初设计用于注塑成型的零件可能无法用作 SLA 零件。
1.确保 SLA 是您需要的流程
尽管 SLA 是一种相当通用的 3D 打印工艺,但在确定 SLA 代表最佳选择之前,应该熟悉其他制造选项。一般来说,SLA 非常适合生产尺寸有限的光滑、详细的零件。它不会产生特别坚固的部件。
2。壁厚
除非必须超细壁,否则最好将壁厚保持在至少 1 毫米,这样可以降低打印后损坏零件的风险。
3.孔
由于光敏树脂通常具有高粘度,因此它们不是特别适合用于具有小孔的部件。保持 0.8 毫米或更大的孔直径是确保孔在打印过程中不会完全消失的好方法。不可能?请尝试另一种塑料制造工艺。
4.圆角
无支撑的墙壁应该有圆角底座——弯曲部分而不是直角——以最小化压力并保持强度。鉴于 SLA 打印部件的整体脆弱性,加入圆角可能是成功部件与不成功部件之间的区别。
5.长而薄的部分
沿两个轴比另一个大得多的零件部分可能容易翘曲。但是,通常可以通过使用大量支撑来减少这种影响。 (无论如何你都需要这些。)
6.压花和雕刻细节
商业零件通常需要用浮雕或雕刻文字标记,无论是出于品牌还是信息目的。但是,在 SLA 过程中,并非所有文本大小都能正确清晰地打印。一般来说,浮雕细节至少应为 0.3 毫米高和 0.4 毫米宽。雕刻细节应为 0.5 毫米宽和深。如果这是不可能的,有一些技术可以在打印后标记零件。
7.方向
这是我们最终会处理的事情,但是为零件选择正确的打印方向非常重要。这里的目标是减小Z轴截面积以保证稳定性。
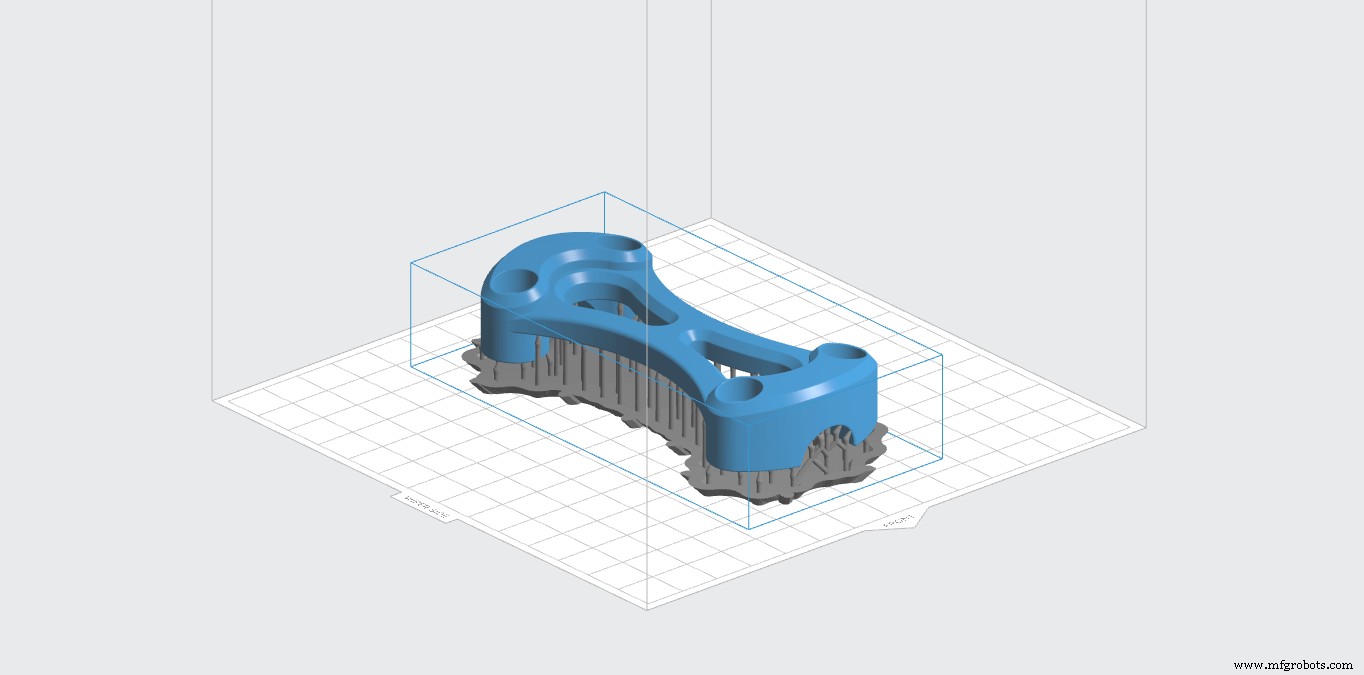
8.支持
同样,一旦我们获得您的数字设计,我们就会合并支持,但了解它们的工作原理很重要。支撑结构在 SLA 中非常重要,有助于塑料部件在打印过程中保持其形状。它们在后处理阶段从零件中移除。
准备好开始了吗?
立即联系 3ERP,获取快速 SLA 3D 打印报价。
数控机床