

示例程序示例 Fanuc G72 面对循环单行格式
由于数控机床的固定循环对于初学者水平的数控机械师来说看起来很难学习和编程,但从长远来看,他们会得到回报。
由于固定循环使数控机械师的生活变得轻松,因为只需更改几个参数,您就可以根据加工需要完全改变他们的行为。
这是一个cnc程序示例代码,演示了Fanuc G72 Facing Cycle的使用和编程。
Fanuc G72 端面循环
Fanuc G72 端面加工循环用于通过沿横向(X 轴)方向进行切削来去除零件表面多余的材料。
相关:
- Fanuc 10T 11T 15T 的 G72 Facing Cycle 单线格式
- Fanuc G72 Facing Cycle – Facing double-line-format 中的毛坯去除
程序示例
示例程序 Fanuc G72 端面循环
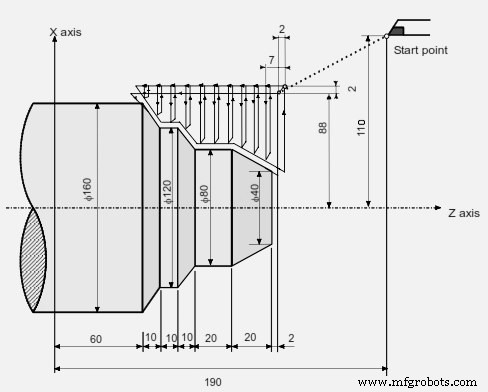
N011 G50 X220.0 Z190.0 N012 G00 X176.0 Z132.0 N013 G72 P014 Q019 U4.0 W2.0 D7000 F0.3 S550 N014 G00 Z56.0 S700 N015 G01 X120.0 W14.0 F0.15 N016 W10.0 N017 X80.0 W10.0 N018 W20.0 N019 X36.0 W22.0 N020 G70 P014 Q019
如上代码所示,加工轮廓从 N014 到 N019 与 G72 P014 Q019 给定
G72固定循环每次切削D7000(7mm)。
X轴精加工余量为U4.0,Z轴精加工余量为W0.2
在固定循环中,刀具进给为F0.3,主轴转速为S550,如程序段N013中给定
固定循环完成后调用 G70 精加工循环,程序段编号与 P014 Q019 相同。
进给和主轴速度将像普通数控程序一样正常运行,
因为主轴速度将在程序段 N014 中给定为 S700
并且刀具进给将是 F0.15,如程序段 N015 中给出的那样(该进给将在整个 G70 期间有效,因为在后面的程序段中没有给出其他进给率)
数控机床