

CNC 车床基本编程示例 ID/OD 车削/镗孔操作(未使用固定循环)
一个完整的 CNC 编程示例,带有 ID/OD(车削/镗孔操作),适用于在数控车床上工作的数控机械师。学习数控编程的人必须学习/练习。
该编程示例的额外好处是该编程示例中没有使用数控车床固定循环。
数控车床基本编程实例(车削镗孔操作)
数控车床实例车削镗孔
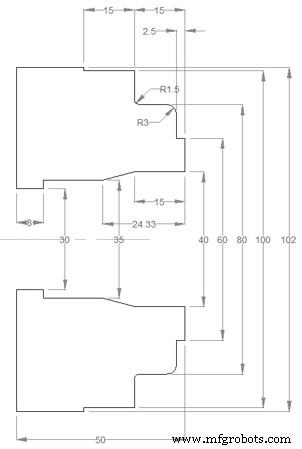
O0000 N10 (ø30 DRILL) G50 T0200 G97 S250 M03 G00 X0 Z5.0 T0202 M08 G01 Z-5.0 F0.07 W1.0 Z-40.0 F0.25 G00 Z5.0 Z-39.0 G01 Z-60.0 G00 Z10.0 X200.0 Z200.0 T0200 M01 N20 (Outside diameter stock removal) G50 S1500 T0100 G96 S180 M03 G00 X94.0 Z5.0 T0101 M08 G01 Z-14.8 F0.27 G00 U2.0 Z0.5 G01 X28.0 F0.23 G00 X87.0 W1.0 G01 Z-14.8 F0.27 G00 U2.0 Z1.0 X80.5 G01 Z-14.1 G02 X81.9 Z-14.8 R0.7 G00 X100.5 W1.0 G01 Z-29.8 G00 U2.0 Z-1.0 G01 X60.5 F0.23 G00 X82.0 W1.0 Z-2.4 G01 X60.5 X72.9 G03 X80.5 Z-6.2 R3.8 G00 U2.0 Z5.0 X200.0 Z200.0 T0100 M01 N30 (Inside diameter stock removal) G50 S1500 T0400 G96 S180 M03 G00 X34.5 Z3.0 T0404 M08 G01 Z-41.8 F0.27 G00 U-0.5 Z1.0 X39.5 G01 Z-15.0 X34.5 Z-24.3 G00 Z10.0 X200.0 Z200.0 T0400 M01 N40 (Out diameter finishing) G50 S1800 T0500 G96 S200 M03 G00 X63.0 Z5.0 T0505 M08 Z0 G01 X38.0 F0.2 G00 X60.0 Z3.0 G42 Z1.0 G01 Z-2.5 F0.2 X74.0 G03 X80.0 Z-5.5 R3.0 G01 Z-13.5 G02 X83.0 Z-15.0 R1.5 G01 X100.0 Z-30.0 X102.0 G40 G00 U2.0 W1.0 G00 Z10.0 X200.0 Z200.0 T0500 M01 N50 (Inside diameter finishing) G50 S1800 T0600 G96 S200 M03 G00 X40.0 Z5.0 T0606 M08 G41 Z1.0 G01 Z-15.0 F0.2 X35.0 Z-24.33 Z-42.0 X29.0 G40 G00 Z10.0 X200.0 Z200.0 T0600 M09 M30
数控机床