
发那科 G17 G18 G19 平面选择
发那科G17 G18 G19平面选择
G17 G18 G19定义平面,在该平面内进行圆弧插补和极坐标插补,计算刀具半径补偿。进行。
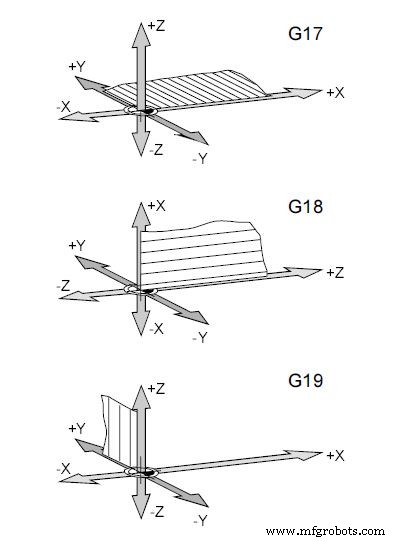
G17 XY 平面
G17 XY平面
编程
G17
G18 ZX-平面
G18 ZX平面
编程
G18
G19 YZ-平面
G19 YZ平面
编程
G19
数控机床

G17 G18 G19定义平面,在该平面内进行圆弧插补和极坐标插补,计算刀具半径补偿。进行。
G17 XY平面
G17
G18 ZX平面
G18
G19 YZ平面
G19
数控机床
G84攻丝循环进行攻丝操作,攻丝是顺时针旋转主轴进行的,当到达孔底时,主轴反向旋转退刀。这整个操作创建了线程。 语法 G84 X... Y... Z... R... P... F... K... 参数 描述 X x 轴上的孔位置。 是 y 轴上的孔位置。 Z 深度,从 R 平面到 Z 深度。 R R平面的位置。 P 停留时间。 K 循环重复次数(如果需要)。 F 进给率。 一旦在程序中给出 G84 攻丝循环,在每次轴运动时重复,直到在程序中给出 G80 以结束攻丝循环。 注意事项 攻丝期间进给倍率被忽略。在返回操作完成之前,进给保持不会停止机器。 用法 N150 M6
G85镗孔循环用于镗孔。 语法 G85 X... Y... Z... R... F... K... 参数 描述 X x 轴上的孔位置。 是 y 轴上的孔位置。 Z 深度,从 R 平面到 Z 深度。 R R平面的位置。 K 循环重复次数(如果需要)。 F 进给率。 一旦在程序中给出 G85 镗孔循环,在每个轴移动时重复,直到在程序中给出 G80 结束该循环。 用法 N150 M6 T2N160 G90 G00 X60 Y28 Z12 S100 M03N170 G99 G85 X60 Y28 Z-15 R2 F120N180 G98 Y12N190 G91 G80 G28 X0
G86镗孔循环用于镗孔。 语法 G86 X... Y... Z... R... F... K... 参数 描述 X x 轴上的孔位置。 是 y 轴上的孔位置。 Z 深度,从 R 平面到 Z 深度。 R R平面的位置。 K 循环重复次数(如果需要)。 F 进给率。 一旦在程序中给出 G86 镗孔循环,在每个轴移动时重复,直到在程序中给出 G80 结束该循环。 用法 N150 M6 T2N160 G90 G00 X60 Y28 Z12 S100 M03N170 G99 G86 X60 Y28 Z-15 R2 F120N180 G98 Y12N190 G91 G80 G28 X0
发那科G17 G18 G19平面选择 G17 G18 G19定义平面,在该平面内进行圆弧插补和极坐标插补,计算刀具半径补偿。进行。 G17 XY 平面 G17 XY平面 编程 G17 G18 ZX-平面 G18 ZX平面 编程 G18 G19 YZ-平面 G19 YZ平面 编程 G19