

Fanuc Sub 编程
Fanuc 子编程
Fanuc cnc 控制提供了访问存储在主目录中的其他零件程序的能力。
对于子程序调用的 cnc 程序示例,请阅读使用 Fanuc G76 线程循环的多启动线程
子程序调用
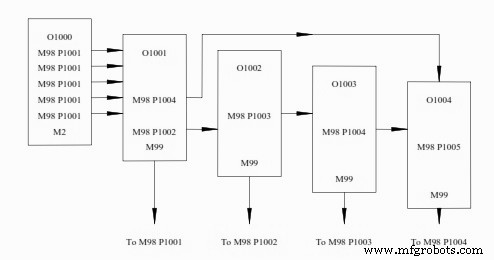
调用子程序时用M98指令,子程序号以字母P开头。
N10 M98 P1004
在上面的cnc程序行中会调用子程序1004,在控制内存中保存为O1004
子程序结束
返回上一个程序(main-program)位置让程序继续,
子程序最后一行使用M99指令N100 M99
发那科Sub编程
子程序重复
该控件还能够包含重复命令作为 M98 程序行的一部分。
当用M98 P1004命令写入程序行时,控制实际上读取
该行信息为M98 P00001004,P字后的前4位是
重复次数。
要重复一个子程序(O1004)33次,程序行如下:
M98 P331004
以上cnc程序代码会调用O1004程序33次后返回主程序。
M99指令
Fanuc 控件能够在返回到
主程序时使用 M99 命令跳转到特定的程序行号,如下所示:
M99 P100
上面这条命令会将控件移动到主程序中的第N100行。
M99也可以写在主程序的末尾,这样会导致一个连续的
程序循环。
数控机床