

Shop 优化其瑞士车削灵活性

在寻找瑞士型车床期间借助 Y2 轴,派拉蒙机器实现了同时具有 Y2 轴和可编程 B 轴的机器的潜在优势,可以创建各种角度的轮廓和特征。
盐湖城的派拉蒙机器服务于多元化的客户群,为航空航天、国防、医疗、采矿和许多其他行业生产零件和组件。在所有者 Steve Van Orden 的带领下,这家拥有 65 名员工的制造公司在其气候控制设施中同样拥有一系列加工设备,包括 VMC、HMC、CNC 车床、车铣床、线切割机床 (EDM) 以及之前的反正到 2017 年,一台瑞士式车床。
不过今天,这家商店有六种瑞士式。
Steve 的儿子 Eric 是该公司的螺丝机主管和车削技术顾问,他说虽然派拉蒙机器公司的第一台六轴瑞士型为可能完成的机器零件提供动力工具,但它没有 Y2 轴,限制了可以执行的操作类型在它的副主轴上。
这促使商店寻找另一种提供 Y2 轴的瑞士型。但是,在这次搜索过程中,它意识到了具有 Y2 轴和可编程 B 轴的机器的潜在优势,除了提供更多的加工能力外,还可以创建各种角度的轮廓和特征。事实上,这些功能似乎特别有助于更高效地加工该车间传统上需要在多台机器上运行的一系列 X 射线组件。

这家商店在其上生产各种零件六种瑞士型。它现在的目标是在这些多功能机器上运行任何直径为 1.5 英寸或更小的部件。
“我们对该系列中一个零件的原始工艺包括在卡盘车床上进行两次操作、一次铣削操作、一次电火花线切割操作和另一次铣削操作,”Eric Van Orden 说。 “我们认为带有 B 轴的瑞士型将能够制造这种零件,因此它只需从瑞士型转到电火花线切割机,然后再运送给客户。”
此外,Paramount Machine 还进行了其他需要斜角铣削、钻孔和攻丝的工作,该公司认为拥有带 B 轴的瑞士型将使这些工作受益。
在考虑了多种解决方案后,该商店从 REM Sales 购买了 32-mm Tsugami SS327-5AX。这是五年前的事了。 Van Orden 说,除了 Y2 和 B 轴之外,选择这台机器还有其他一些原因。他承认,其中之一可能是老派。他说这台机器比其他瑞士类型的机器更重,这有助于提高它的刚性,并且主主轴和副主轴都有大功率电机。该店还感谢 John Traver 和 Steve Tragarz 等 REM 销售人员提供的建议和及时帮助,以及及时的维护支持。
对于后者,Van Orden 引用了一个例子,其中车间在高温作业中损坏了机器副主轴侧的导轨盖。 “我们在交易结束时立即致电 Tsugami/Rem 销售部,看看它可以多快交付替代品,以便我们可以安全地继续运行机器。它不仅有库存替换件,而且团队的一名成员在回家的路上将零件送到了 UPS,这样它就会在第二天到达我们这里。第二天早上我们第一时间收到了零件,机器很快就恢复正常运行了。”
Van Orden 还认为,Paramount Machine 受益于使用 Esprit CAM 软件对这台 B 轴机器进行编程,该软件曾用于车间中的其他机器,并使用软件提供商专门为 Tsugami SS327-5AX 开发的后处理器。
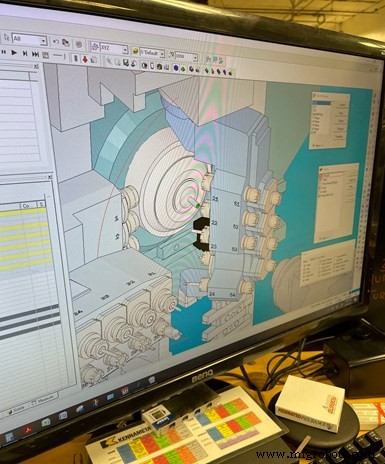
Eric Van Orden 指出模拟的价值在 Esprit CAM 软件中,它能够轻松创建多个工作平面,从而无需设置具有不同角度偏移的工具。
“我们的目标是创建一个完整的解决方案,该解决方案不仅限于在 CAM 系统中创建刀具路径,而是以机器优化的 G 代码结束,该代码将在您的机器上无错误地运行,”Nick Zentil 总监说Esprit Cam 的北美销量。 “当您使用 SS327-5AX 等复杂机床时,您需要一个后处理器,使您能够访问机床的全部功能。我们与 Tsugami/Rem 销售应用程序团队密切合作,为 Tsugami 机器开发帖子,这些机器完全可以做他们应该做的事情。也就是说,创建免编辑代码。”
“我完全有信心,只要我在 Esprit CAM 中正确设置工具,我就可以获取该代码、发布它、将其放入机器中并毫无问题地运行它,”Van Orden 说。
他还指出了在 Esprit CAM 中轻松创建多个工作平面的能力。这使程序员能够从实体模型中选择特征并从该模型创建工作平面。该软件会根据加工特征的工具自动确定正确的工作场所方向。这消除了设置具有不同角度偏移的工具的需要。
但是,通过在瑞士型上整合 X 射线组件的操作,减少了多少生产时间? “我们能够用一种瑞士工艺代替三个独立的机器周期,并且整体零件周期时间减少了 92%,”Van Orden 说。 “这不仅为我们节省了大量时间,而且还消除了之前在整个车间中放置的在制品。”
当然,对于这个特定的零件系列来说,这是一个巨大的胜利。但是,最终,第二种瑞士型的好处导致了更大范围的改变,即它将在其现在的多种瑞士型中运行的工作以及如何最大限度地发挥这种类型的潜力方面进行更深入的研究多功能加工平台。
提升瑞士式灵活性
最近,派拉蒙机器公司发现对主要用于航空航天应用的小零件的需求有所增加。虽然可以在更大的卡盘车床上运行这些零件,但车间认为继续为这些机器提供更大的工作更有意义。这就是在第一台 B 轴 Tsugami 之后不久购买带有 B 轴的 Tsugami SS207-5AX 20 毫米瑞士型的一个原因。此外,派拉蒙机器在过去几年中增加了另一台 SS327-5AX 以及两台 Tsugami B0386-III 38-mm 机器。
这些增加导致了商店战略的改变。 “多年来,我们在瑞士型平台上变得如此高效,以至于现在几乎所有直径小于 1.5 英寸的工作都在这些机器上运行,而不是传统的卡盘机,”Van Orden 解释道。 “而且,虽然典型的生产运行范围从 500 到 1,000 件,但我们并不害怕将这些机器设置为只运行五个零件。”此外,Swiss-type 上的实时工具功能通常消除了在铣床上进行的任何第二次操作工作,否则这些工作可能需要用于在卡盘上启动的零件。
所有的 Tsugamis 都是“敞篷”车型,该店的瑞士车型战略的一部分是大部分时间让它们处于卡盘模式并相应地安排时间,除非工作需要导套。 Van Orden 说,这些机器 80% 的时间都在卡盘模式下运行。这有助于减少转换到新工作的时间。也就是说,他指出,从卡盘和导套模式转换的时间仅为 30 到 45 分钟。

派拉蒙机器发现一个step-magazine -style barfeeder 对小直径棒料特别有用,可防止双重加载。
派拉蒙机器为最大限度地发挥瑞士型的优势所做的其他努力包括:
机器上的零件去毛刺 .瑞士型等多任务机器的价值在于加工零件的潜力。但是,如果零件仍需要去毛刺,则它并不完整。因此,Paramount Machine 在其 Swiss 机型上使用去毛刺循环,Van Orden 表示,这已经消除了大约 60% 的手动去毛刺,否则这将是必需的。对于带有 B 轴的机器,它可以使用倒角铣刀和轮廓刀具路径到达整个零件,以便仅使用该刀具对其进行去毛刺。在没有具有垂直和平行约束的 B 轴的机器上,这通常是不可能的。
执行振荡切割 . Tsugami 的振荡切削技术使伺服轴(X 或 Z)振荡,以帮助打破难切削材料中的切屑并减少切削中的热量,因为刀具进出切削。 Van Orden 说,该车间已将此功能用于具有臭名昭著的切屑问题的铝制零件,以及粗加工 17-4 不锈钢零件。此外,它通常用于切断操作,以帮助断屑并消除容易缠绕零件的长“纵梁”。
使用这种技术,通过使指定轴的振动与主轴的旋转同步来执行切削。切割中断将材料破碎成小碎片。此功能是软件驱动的,因此不需要额外的设备,因为机器设计为支持振动切割。通过指定起始 G 代码(G8.5P2)进行摆动切削,该功能一直有效,直到被后续 G 代码(G8.5P0)取消。根据主轴转速和指定轴的进给速度自动计算摆动数据。

用于外径车削、刀柄/夹紧单元仍然安装在联动板上,带有快速更换插件的单个头可以轻松更换,例如此处所示。
使用快速更换工具 .派拉蒙机器使用快速更换工具来加快和简化其瑞士型的设置。 Kennametal 的 KM 微型系统就是一个例子,用于外径车削。为此,刀柄/夹紧单元仍安装在排板中,并且可以轻松更换带有刀片的单个刀头。同样,该车间将 Iscar 的模块化钻孔单元用于更大的应用,在这些应用中,钻体仍安装在机器中,钻头可旋入和旋出。

Eric Van Orden 演示了 Paramount Machine 内部开发的软件,用于跟踪商店使用的三种不同自动售货系统的工具可用性和消耗情况。
对新的切割者持开放态度 . Van Orden 表示,该商店仍然愿意测试它认为可能有益的新工具。他指出,如果不是每周,模具代表每隔一周访问一次车间。它也不局限于某个特定的工具供应商。他指出,虽然这样做可能有定价优势,但采用这种方法可能没有性能优势。事实上,派拉蒙机器使用来自三个不同公司的自动售货系统,这些自动售货系统通过其内部创建的软件连接起来,用于跟踪工具的可用性和消耗。
熄灯注意事项
Paramount Machine 致力于实现无人值守生产,它考虑了各种工艺元素,使其有信心让机器在其瑞士机型上长时间无人看管地安全运行。

自动传送带在旋转的箱子中收集零件以特定时间间隔编制索引的表。如果在第一个和最后一个 bin 中测量的零件在规格范围内,则可以假设在这两个 bin 之间的零件也在规格范围内。
例如,这家商店有几个不同品牌的棒材给料机。 20-mm Swiss 型采用 Iemca Elite 220 阶梯式弹匣式,阶梯式导轨上升并提升杆,然后将落入导轨通道。 Van Orden 解释说,阶梯式杂志样式特别适用于小棒材,例如它通常在该机器上运行的 1/8 英寸直径材料。他说,这家商店体验过棒材送料机,如果调整设置不完美,这种送料器有时会通过重力将棒材送入导向通道,有时会双倍送入这种尺寸的棒材。在某些情况下,这会导致商店一次手动加载一根新金条。这不再是 Elite 220 的问题。
在瑞士型的另一边,派拉蒙机器使用 iSwiss Smart Tables 不仅可以捕捉和收集零件,还可以将它们分类到连接到旋转台上的馅饼形垃圾箱中。 (Smart Table 自动化零件转盘由 New England Tool Corp. 公司 Pressure Tech 制造,并由 iSwiss 分销。)这些单元可以使用 M 代码进行编程,以便在特定零件计数后索引到新的空箱或规定的时间。派拉蒙机器采用后一种方法。通过这种方式将零件分批到多个箱中,车间可以测量第一个和最后一个箱中的零件,如果它们在规格范围内,则可以假设中间箱中的零件也是如此。

这家商店正在应用它从中吸取的教训将其 B 轴 Swiss-types 用于其新的 DMG MORI NTX 1000 机床,例如使用该机床的 B 轴执行连续轮廓车削等操作。
在熄灯加工期间监控刀具寿命也很重要。 Van Orden 指出一个大批量的工作,它在一夜之间运行了 700 件。最初,它使用宏来更改运行期间接近使用寿命的工具。但是,这意味着对于零件的关键特征之一,必须将过程设置在特征公差的顶部,然后在运行结束时降级到公差的底部。因此,该车间运行了 100 件并进行了测量,以查看由于工具磨损而导致的公差在哪里结束。在确定这一点后,它添加了宏以在运行期间必要时调整刀具偏移(在 X 个零件之后),以使特征始终保持接近其标称值。该车间还发现,购买质量更高、使用寿命更长的工具有助于最大限度地减少在熄灯环境下更换工具或偏移调整的次数。
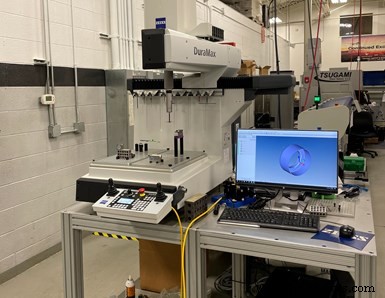
在工厂的不同区域部署车间 CMM增加了过程检测能力。
前进
派拉蒙机器最近在车间的不同区域增加了几台蔡司 DuraMax 车间坐标测量机 (CMM),在不断努力的同时,提高了其过程检测能力并提高了整体质量。该商店还在考虑使用软件来跟踪机器利用率。它使用 DMG MORI 机器上提供的 Messenger 监控和历史分析平台做了一些工作。 Van Orden 认为,这将有助于工厂改进熄灯加工工作。但是,虽然收集数据确实很容易,但他指出,有时解释和分析信息以帮助车间做出更明智的决策并不容易。
工业设备