

使用改良的自由表面静电纺丝高通量制造优质纳米纤维
摘要
在气泡静电纺丝 (BE) 的基础上,提出了一种改进的自由表面静电纺丝 (MFSE),它使用锥形空气喷嘴与铜管制成的溶液储存器相结合,以提高优质纳米纤维的产量。在 MFSE 过程中,将十二烷基苯磺酸钠 (SDBS) 添加到电纺溶液中以在液体表面产生气泡。通过实验和理论研究了施加电压和产生的气泡对纳米纤维的形态和生产的影响。电场理论分析结果与实验数据吻合较好,表明随着施加电压的增加,纳米纤维的质量和产量提高,产生的气泡会降低纳米纤维的质量和产量。
背景
静电纺丝已被公认为是一种生产聚合物纳米纤维的简单而有效的技术。由于具有高表面积、高表面能和高表面活性等特点,电纺纳米纤维可用于多种应用,如无纺布 [1]、增强纤维 [2]、药物递送系统 [3] 、组织工程 [4]、燃料电池 [5]、复合材料 [6]、过滤 [7]、光子学 [8]、传感 [9]、超级电容器 [10]、伤口敷料 [11] 等 [12, 13,14,15]。
传统的单针静电纺丝由于其产量低,通常在 0.01–0.1 g/h 的水平下抑制了纳米纤维在商业应用中的应用 [16]。需要大量生产优质纳米纤维以拓宽纳米纤维的应用范围。许多努力都集中在提高静电纺丝技术的生产上。丁等人。 [17]通过使用多针静电纺丝系统成功纺出纤维。 Dosunmu 等。 [18] 开发了一种配备多孔管的静电纺丝技术。亚林等人。 [19] 提出了一种基于正常磁场和电场作用于两层系统的组合,用于大规模生产纳米纤维的自由表面静电纺丝(FSE)。吉尔萨克等人。 [20] 使用旋转水平滚轮作为纳米纤维发生器的 FSE 获得了专利。王等人。 [21] 展示了一种使用锥形金属线圈作为喷丝头的新型无针静电纺丝。卢等人。 [22] 报道了一种新的高通量静电纺丝技术,以大金属旋转锥作为喷丝头。秦等人。 [23] 提出了一种 FSE 设置,使用阶梯式金字塔形铜喷丝板形成多个射流。陈等人。 [24]采用气泵在液体表面产生气泡以产生多个射流。刘等人。 [25] 提出了一种使用针盘作为喷丝头的静电纺丝技术,以提高纳米纤维的产量。此外,纳米流体的数值模拟 [26] 用于研究带电射流的动力学。并系统地研究了电场[27]和磁场[28]等各种参数对纳米流体行为的影响。
在本文中,提出了一种改进的自由表面静电纺丝 (MFSE),它使用锥形空气喷嘴结合由铜管制成的溶液储存器,以获得基于气泡静电纺丝 (BE) [24] 的高质量纳米纤维的高产量制造。喷嘴与由铜管制成的溶液容器相结合,用于产生多个射流以启动静电纺丝过程。通过测量纳米纤维的直径分布和吞吐量,对 MFSE 的有效性进行了实验研究。结果表明,随着施加电压的增加,纳米纤维的质量和产量都有所提高。与BE相比,MFSE可以在更高的外加电压下产生纳米纤维,这将导致纳米纤维直径减小,直径分布增强,提高纳米纤维产量。
表面活性剂通常用于降低聚合物溶液的表面张力,这对气泡的产生有显着影响。因此,气泡的形成和稳定在很大程度上取决于所用表面活性剂的组成和物理化学性质 [29]。以前,我们发现即使是少量的十二烷基苯磺酸钠 (SDBS),一种表面活性剂,也可以显着降低表面张力,促进纺丝过程,并改善电纺聚乙烯醇 (PVA) 纳米纤维的机械性能 [30 ]。因此,在本研究中,将 SDBS 添加到电纺溶液中以在液体表面产生气泡。通过实验和理论研究了气泡对纳米纤维形态和生产的影响。电场理论分析结果与实验数据吻合较好,表明气泡会降低纳米纤维的质量和产量。
方法
材料
聚合度为 1750 ± 50° 的 PVA 和 SDBS 购自国药集团化学试剂有限公司(中国上海)。通过将 PVA 粉末溶解在去离子水中制备浓度为 7 wt% 的 PVA 水溶液。将 0.3 wt% SDBS 溶解在 PVA 溶液中。然后,将溶液在 90°C 搅拌 2 小时,直到它变得均匀。所有化学品均为分析纯,无需进一步纯化即可使用。
MFSE 装置
MFSE 装置的示意图如图 1 所示。该装置由可变高压发电机(0-150 kV,TRC2020,大连特斯拉曼科技有限公司),气泵(TEION4500co,Eiko,日本)组成)、带气管的直角锥形空气喷嘴、由内径 40 毫米、高 30 毫米的铜管制成的垂直溶液储液器,以及储液器上方的接地收集器。锥形空气喷嘴的高度为 20 毫米;其底部内径为 40 毫米,顶部内径为 1.5 毫米。喷嘴由聚乙烯 (PE) 制成,其顶部应与铜溶液容器的顶部齐平。发电机的正极直接连接到溶液容器。发电机提供的电压称为自旋电压。
<图片>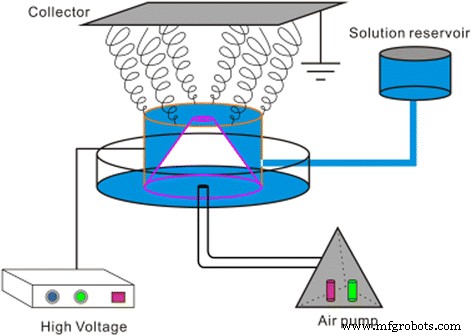
MFSE装置示意图
然而,BE 装置的溶液储存器由聚合物管制成。并将一根细的聚合物管作为喷嘴固定在水库底部的中心。一根细长的金属针作为正极穿过喷嘴。喷嘴和针头从储气罐底部插入,分别与气泵和发生器相连。金属电极会导致较低的施加电压。与BE相比,MFSE可以在更高的外加电压下生产纳米纤维,从而提高纳米纤维的产量。
MFSE 流程
根据参考文献。 [23, 29] 和我们之前的工作 [30],静电纺丝参数设置如下:PVA 浓度 7 重量%,SDBS 浓度 0.3 重量%,施加的电压从 30 到 70 kV,以及与喷嘴的工作距离到接地收集器的距离为 13 厘米。 MFSE 实验在室温 (20°C) 和 60% 的相对湿度下进行。
将PVA溶液倒入贮液器中,液面高于喷嘴。缓慢打开气阀,由于溶液的高表面张力,液体表面在喷嘴周围形成弓形。施加电场且电压超过阈值电压后,在凸出的液面开始多次喷射,见图2。
<图片>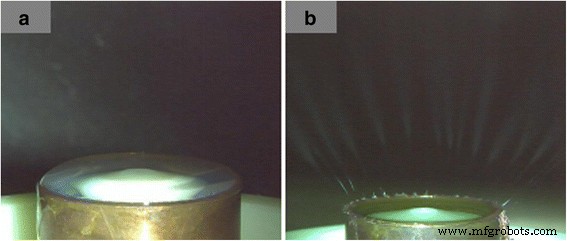
没有 SDBS 的 MFSE 的照片。 一 液体表面和b的照片 纺丝过程照片
随着 SDBS 的加入,在聚合物溶液的自由表面产生了几个直径从 10 到 30 毫米不等的气泡。这些气泡会在其表面破碎成非常小的气泡。当小气泡的表面张力降低到外加电场可以克服的临界值时,多个射流从气泡中喷射到收集器,见图3。
<图片>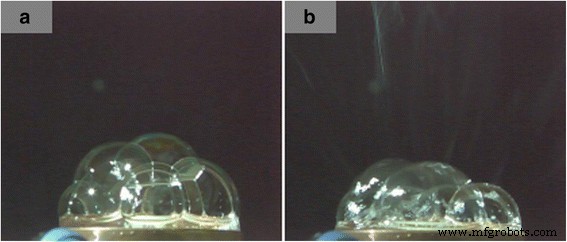
添加 SDBS 的 MFSE 照片。 一 液体表面和b的照片 纺丝过程照片
测量和表征
喷气机的运动由高清摄像机以 25,000 帧/秒的帧速率(KEYENCE,VW-9000,日本)观察。使用扫描电子显微镜(SEM;Hitachi S-4800,日本)表征电纺 PVA 纳米纤维的直径和排列。所有样品在室温下干燥,然后通过 IB-3(Eiko,日本)溅射镀金 10 分钟。使用 Image J 软件(美国国家心理健康研究所)进行基质形态和纤维直径表征。电场分布由Maxwell 2D(美国ANSOFT公司)计算。
结果与讨论
外加电压对 PVA 纳米纤维的影响
使用 MFSE 和 BE 获得的 PVA 纳米纤维的形态分别通过 SEM 进行。 SEM 图像和 MFSE 过程中不同施加电压的纳米纤维的相应直径分布如图 4a 所示,BE 的图像如图 4b 所示。当施加电压为 30 kV 时,MFSE 获得的纳米纤维的平均直径为 148 ± 8.53 nm,BE 的平均直径为 190 ± 8.26 nm。可以看出,MFSE 生产的 PVA 纳米纤维比 BE 生产的 PVA 纳米纤维更细、更均匀。并且随着MFSE过程中外加电压的增加,直径分布更加均匀。
<图片>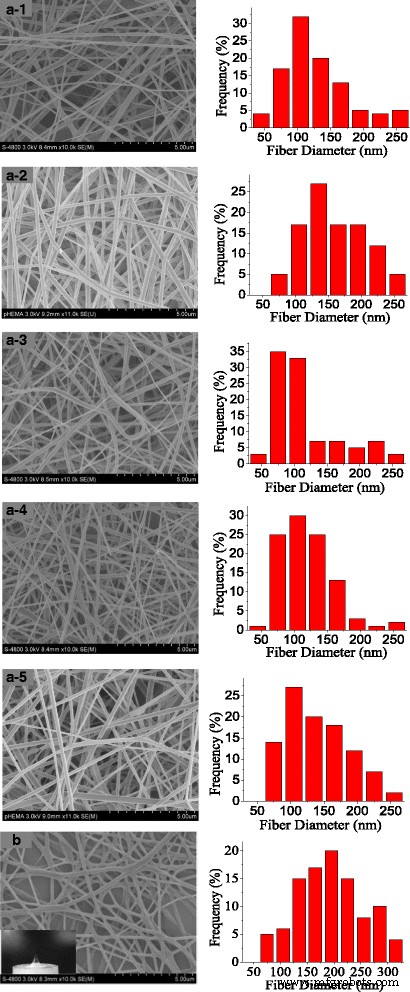
PVA 纳米纤维的 SEM 图像。 一 具有不同外加电压的 MFSE,(a-1 30 kV,a-2 40 kV,a-3 50 kV,a-4 60 kV,a-5 70 kV);. b BE (30 kV)。 插入 :BE 过程的照片。右图为相应的直径分布
图 5 和图 6 显示了施加电压对 MFSE 制备的 PVA 纳米纤维的平均直径和产量的影响。很明显,当施加的电压低于 30 kV 时,由于电力不足以克服表面张力,产生的射流很少。然而,当施加的电压为 70 kV 时,产生的电力会迅速加速射流的向上运动。并且高度加速的向上运动不会进一步将射流拉伸成更小的纤维。因此,随着MFSE工艺中外加电压的增加,平均直径先减小后增大,产量增加。可见,外加电压在MFSE过程中起着至关重要的作用,直接影响纳米纤维的生产。
<图片>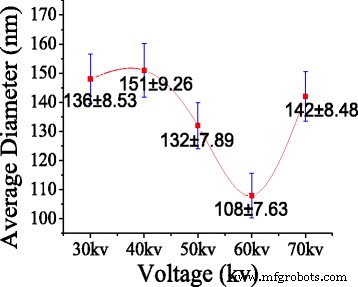
外加电压对平均直径的影响
<图片>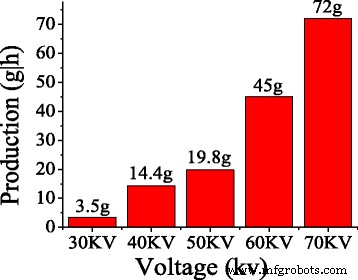
MFSE在不同外加电压下的制作
然而,在 BE 设置中,固定金属电极的溶液储存器由聚合物管制成。发电机的正极连接到金属电极,导致施加的电压较低。因此,BE 制备的纳米纤维产量仅为 3 g/h [24]。
SDBS 对 PVA 纳米纤维的影响
在MFSE过程中,在PVA溶液中加入SDBS可以有效降低溶液的表面张力,并在液体表面产生气泡。表 1 显示了加入 SDBS 后 PVA 溶液的电导率增加和表面张力降低。图 7 和图 8 显示了 SEM 图像和从含有 0.3 wt% SDBS 的 PVA 溶液在 60 kV 施加电压和纺丝时间下获得的纳米纤维的相应直径分布。可以看出,由含有 0.3 wt% SDBS 的 PVA 溶液制备的纳米纤维的优势直径大于由纯 PVA 溶液制备的纳米纤维的优势直径。并且随着纺丝时间的增加,MFSE使PVA纳米纤维的直径分布变化不大,PVA纳米纤维的产量为12.5 g/h。结果表明,产生的气泡会增加纳米纤维的直径并降低纳米纤维的产量。这可能是因为气泡的形成、变形和破碎浪费的能量可用于进一步将射流拉伸成更小的纤维。此外,能量损失会使带电射流在MFSE过程中移动速度变慢,纳米纤维产量下降。
<图片>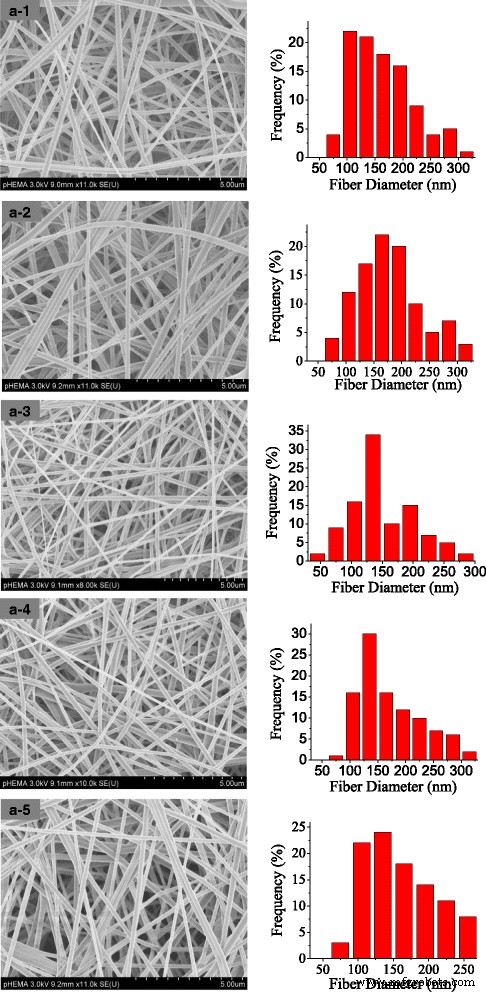
MFSE制备的PVA纳米纤维在不同纺丝时间(a-1 5 分钟,a-2 10 分钟,a-3 15 分钟,a-4 20 分钟,a-5 :25 分钟)。右图为相应的直径分布
<图片>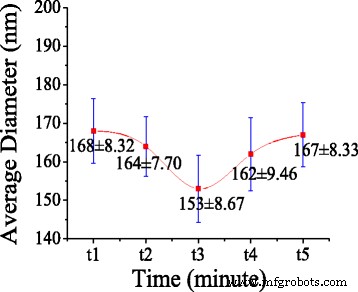
纺丝时间对MFSE法制备PVA纳米纤维平均直径的影响
表 2 显示了不含 SDBS 和含 SDBS 的 PVA 纳米纤维膜的力学性能,如拉伸强度和断裂伸长率。 SDBS 的。这意味着SDBS的加入可以改善PVA纳米纤维膜的力学性能。
理论分析
由于电场是产生射流的主要驱动力[23],射流的起始由电场强度决定,电场强度较高的区域更容易产生射流[25]。为了揭示实验现象,利用Maxwell 2D分别计算了自由表面和气泡周围的电场分布。
图 9 显示了自由表面和气泡周围电场分布的模拟结果,工作距离为 13 cm,施加的电压为 60 kV。对于所研究的 MFSE 工艺,所示的 2D 模拟是针对以下工艺参数进行的:作为正极的铜储层是一个宽 40 毫米、高 30 毫米的矩形,铜的电导率为 5.8 × 10 11 us/cm,工作距离为 130 毫米,外加电压为 60 kV,气泡直径为 20 和 25 毫米,不含和含 SDBS 的 7 wt% PVA 溶液的表面张力分别为 45 和 33 mN/m,这些溶液的电导率分别为8.8和43us/cm。
<图片>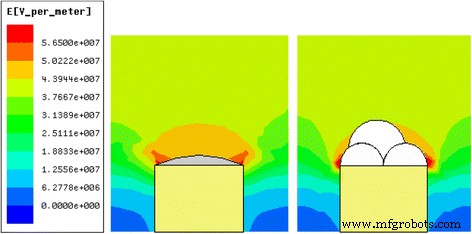
60 kV 电场分布模拟(工作距离 13 厘米)。 一 自由表面周围。 b 围绕气泡
图 9a 探讨了自由表面弯曲部分上的电场非常不均匀和高,表明这些位置应该更有效地自生射流。并且由于容器的金属材料,溶液容器的边缘具有比自由表面高得多的电场强度。如图 2 所示,许多射流围绕自由表面的弯曲部分开始。边缘周围的电场强度高于表面的电场强度可能是射流首先从溶液库边缘产生的主要原因。然而,气泡产生了多次射流,如图 3 所示。图 9b 显示气泡的电场强度低于自由表面的弯曲部分。由于静电力是加速射流运动的主要驱动力,射流在更高的电场下会移动得更快。因此,自由表面弯曲部分上的电场高于气泡可能是产生的气泡会增加纳米纤维直径并减少纳米纤维产量的主要原因。理论分析结果与实验结果吻合较好。
结论
在本文中,使用锥形空气喷嘴与由铜管制成的溶液储存器相结合的高效自由表面静电纺丝被成功开发,以获得长时间纺丝的高质量纳米纤维的高通量制造。系统研究了施加电压对纳米纤维质量和产量的影响,结果表明随着施加电压的增加,纳米纤维的质量和产量得到提高。与BE相比,MFSE可以在更高的外加电压下产生纳米纤维,这将导致纳米纤维直径减小,直径分布增强,提高纳米纤维产量。
此外,在静电纺丝溶液中加入表面活性剂 SDBS,以在 MFSE 过程中在溶液的自由表面产生气泡。通过实验研究了气泡对纳米纤维形态和生产的影响。结果表明,随着纺丝时间的增加,MFSE使PVA纳米纤维的直径分布变化不大,产生的气泡会降低纳米纤维的质量和产量。最后,利用Maxwell 2D分别计算了自由表面和气泡周围的电场分布,模拟结果与实验结果吻合较好。
缩写
- BE:
-
气泡静电纺丝
- 有限公司:
-
有限公司
- FSE:
-
自由表面静电纺丝
- MFSE:
-
改性自由表面静电纺丝
- PE:
-
聚乙烯
- PVA:
-
聚乙烯醇
- SDBS:
-
十二烷基苯磺酸钠
- SEM:
-
扫描电镜
- wt%:
-
重量分数
纳米材料