

通过 Markforged 获得牵引力:包覆成型和铸造 3D 打印车轮
编者注:这篇客座文章由麻省理工学院机械工程专业毕业生、前麻省理工学院机械车间和设计讲师 Charles Guan 撰写。他还是 ABC 的 BattleBots 上的机器人大修的建造者。他是机器人和交通领域的工程顾问,并由 Markforged 赞助参加 BattleBots 和其他机器人比赛。查看他的网站和等于零机器人了解更多信息!
车轮设计
轮子。它们拥有 6,000 多年的历史,您会认为我们现在已经使它们变得完美了。正如我在 BattleBots Season 2 期间发现的艰难方式,这在很多方面都远非如此。您实际上可以重新发明轮子并弄错。我设计的 Overhaul 2.0 带有一个强大而稳定的方形 6 轮驱动平台,目的是利用速度优势在抓斗升降机中捕捉对手。我根据我所知道的选择了车轮:带有热塑性弹性体 (TPE) 胎面的中等硬度工业脚轮,从一开始就用于机器人战斗。将 16 马力的电机通过这些轮子放入一个设计为在 1 秒内达到 19 英里/小时的机器人是一个未知领域。
这在竞技场上根本没有对我有利。 TPE 轮子开始分崩离析,实际上是因为通过它们的动力而熔化。他们光滑的胎面像机器人在冰上行驶一样滑过盒子里松散的碎片和颗粒。结果,我的 16 马力无刷驱动电机几乎完全是浪费。如果您观看我上个赛季与 Beta 的比赛,您会发现我在比赛的大部分时间都将 BattleBots 误认为是 D1 大奖赛。

在 BattleBots Season 2 锦标赛之后,我对下一步感到疑惑。需要改变轮子才能将机器人的力量放在地面上。这就是我开始研究可浇注橡胶化合物的地方。我不介意制作一些模具,浇注材料,然后在固化所需的时间内做其他事情。在 BattleBots 的第 2 季期间,我看到一些竞争对手(包括 Beta)在现场倾倒他们自己的聚氨酯轮。
我对轮胎和车轮设计、成型和铸造一无所知。谈论在黑暗中拍摄!幸运的是,今年夏天,我在底特律 Maker Faire 上采访了一些 Smooth-On 公司代表,并与他们详细讨论了他们对哪些产品适合制造牵引轮的想法。 Smooth-On 是一家主要面向特效、服装和道具的模具制造和铸造的公司,而非工业用途。然而,他们的经销商遍布全国,因此他们的材料很容易用于实验——距离波士顿仅 15 分钟车程。任务:通过为我当时为 2016 年秋季比赛设计的 30 磅级比例模型制作定制车轮来学习树脂铸造工作流程。
设计模具
销售代表向我指出了两种具有良好抗撕裂性和抗拉强度的材料,即 Reoflex 和 Simpact 系列。这两个特性在车轮胶料中是可取的,其中橡胶不断地通过其胎面厚度剪切并沿地面拖动。我拿到了 ReoFlex 50 样品(用于 50A 硬度计,它像鞋底一样柔软)并开始设计模具和轮毂。
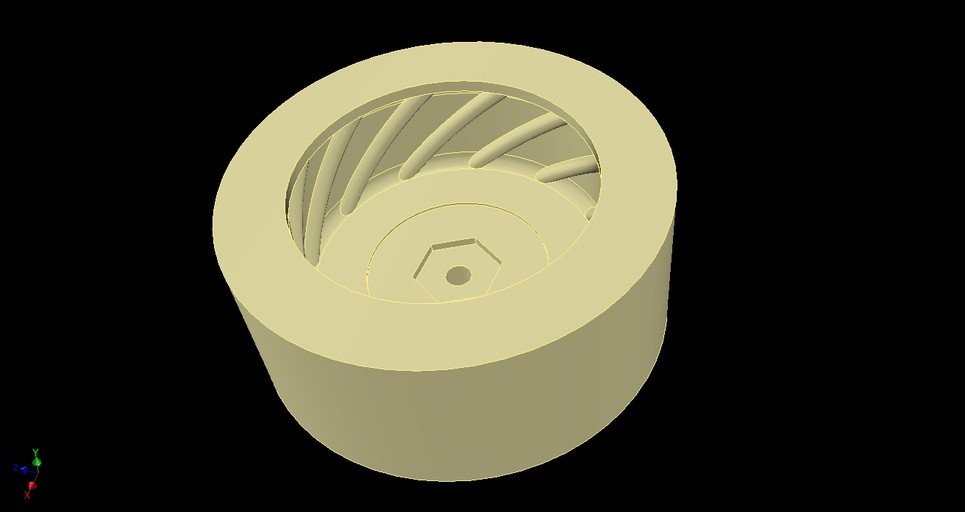
在大修在盒子里的表现之后,我非常确信车轮表面需要某种清除碎片的功能。虽然我们不像汽车轮胎那样试图引导水或从泥土中爬出来,但竞技场本身仍然有松散的碎屑和油漆剥落需要处理。首先,我制作了一个简单的螺旋胎面花纹。这绝不是优化 - 我现在只想快速进入成型阶段。我认为螺旋凹槽会倾向于将碎屑推到远离接触面的一侧。如果您曾经购买过轮胎,那么凹槽的确切方向和数量显然仍然是一门悬而未决的科学。
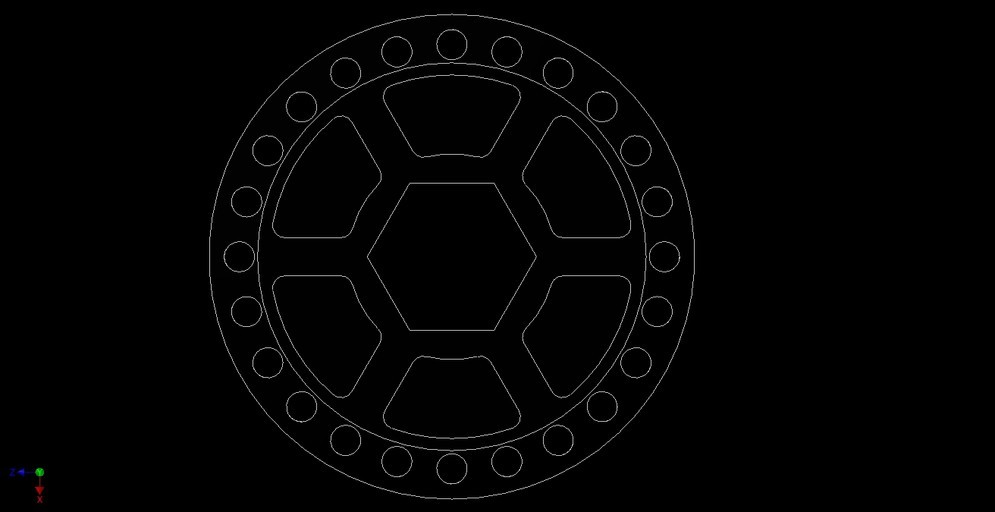
接下来,我面临着设计轮毂的任务。我查看了我的滑板车和滑板轮盒以寻找灵感。它们都有一个共同的特征:氨基甲酸乙酯可以在其中流动和流入的通孔或狭缝。我非常希望确保胎面材料即使在附着力失效的情况下也能留在轮毂上。我模拟了一个相当基本的圆柱形轮毂,但在锥形中央肋上有许多通孔特征,以提供最大的面积和横截面,让聚氨酯粘在上面我选择缟玛瑙而不是普通尼龙作为轮毂,因为它具有更高的刚度和强度,与粘附特性有关。增加的刚度将使我能够使轮毂重量更轻,而树脂可以更好地粘附在 Onyx 的微观粗糙纹理上,而不是光滑的尼龙。
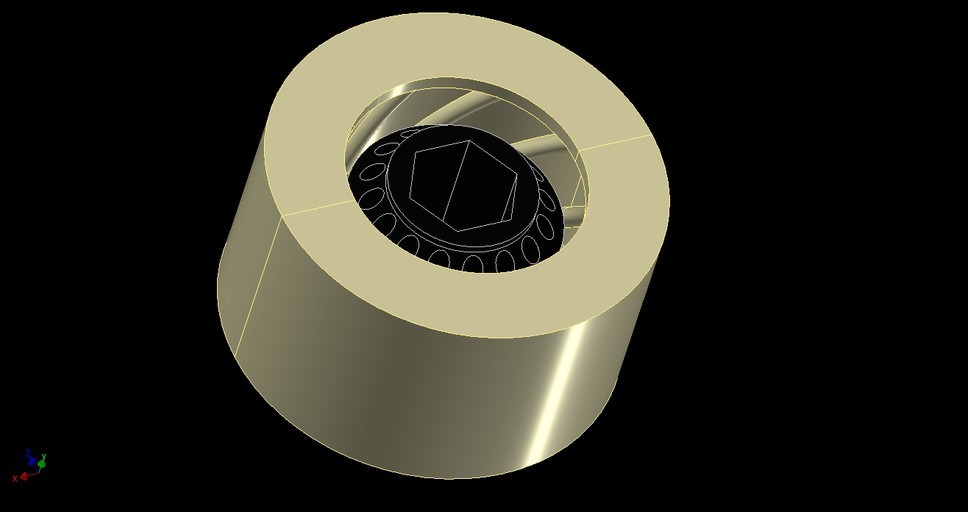
由于 Tiny Overhaul 还需要一些更小的前轮,我使用 Autodesk Inventor 的参数化功能快速生成了一个 2 英寸的模型。这个模具有一个相当狭窄的区域可以倾倒,所以我对材料的行为很感兴趣。

我在 Mark Two 上使用普通的未增强尼龙打印了一个测试模具。模具非常稀疏——4 层墙和 4 层屋顶和地板,但只有 25% 的填充,打印在 0.2 毫米的最粗层设置上。我将定位销孔模拟到两半以确保对齐。

浇注模具
半模设计为用一个普通的软管夹固定在一起。在内部,轮毂位于转接衬套上以使其在模具中保持居中,并且该转接衬套有一个通向半模底面的通孔,因此我可以垂直运行固定螺母和螺栓以密封模具的底面轮毂靠在模具上。在组装之前,我用喷涂脱模剂涂在半模上。

在有更丰富成型铸造经验的朋友的建议下,我借用了一个真空锅,将混合树脂中的气泡全部拉出。 Smooth-on 将他们的树脂宣传为“最大限度地减少滞留空气”,但看着混合物沸腾,我发现这并不有效。夹带的气泡会降低车轮胎面的完整性,因为它会在材料中造成许多中断。我对混合材料杯进行了脱气,而不是将整个模具与液态树脂放入腔室中,因为半模内的所有空气都可能会因打印空心而使它们变形甚至泄漏并缓慢冒泡。

倒入 3 英寸轮模大约需要 2 分钟——我将混合杯倾斜到足以保持连续液体流动的程度,让树脂沉入底部,而不是堆积或顶在模具上。让树脂“找到它的水线”是避免在零件中捕获大气泡的方法。
我倒了一个 3 英寸的轮子和一个 2 英寸的轮子作为起始批次。在前两个轮子至少稳定下来之后,是时候进行一些生产了。我打印了额外的模具,这样我可以一次倒入 4 个或更多轮子——我的一个搅拌杯非常适合两个 3 英寸轮子和两个 2 英寸轮子,所以这成为了标准。
固化过程
大多数树脂制造商建议最初在室温下缓慢固化,然后加热材料以进一步加强聚合物交联。例如,Reoflex 50 的数据表说要将材料加热到 65 摄氏度并保持 4 到 8 小时。我使用了大约 70 摄氏度的加热室:通过这种热加速固化产生的新轮子绝对更坚固,触感更灵活。

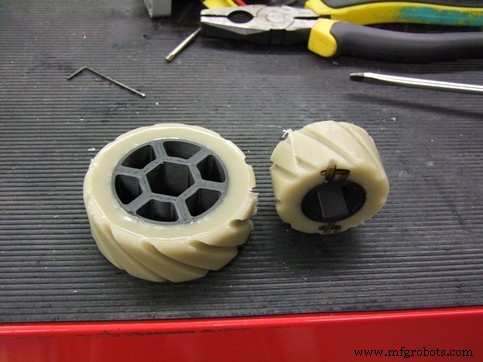
经过一周的实验,结果是每个尺寸的轮子都有六个左右。我用完了我的 ReoFlex 50 供应,所以我确定这是一个停下来的好地方,在花更多的钱购买材料之前,确保车轮在竞争中真正发挥作用。前几天我进入了一个很好的循环——我会在晚上离开前做的最后一件事是倒模具,早上脱模,然后在一天中烘烤。
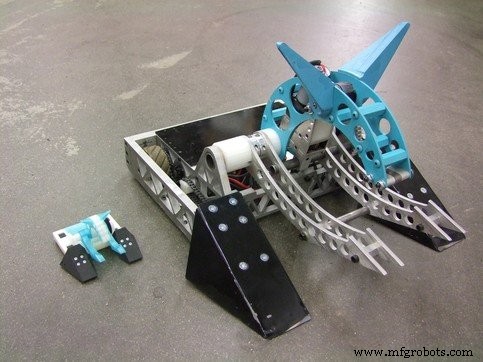
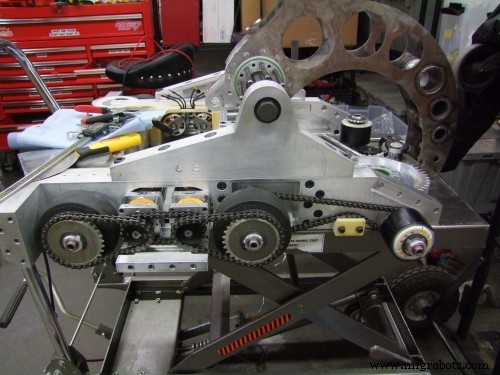
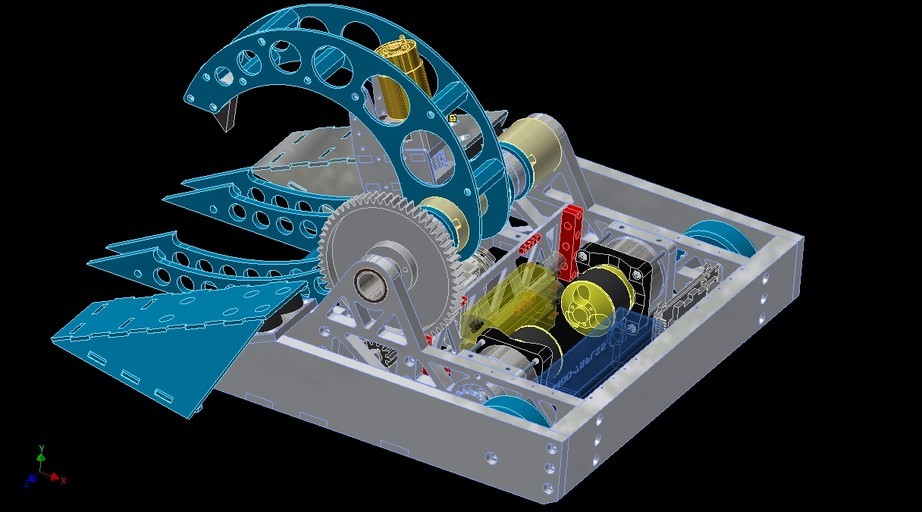
这就是它们安装在机器人中的样子。如果你对我们昵称的“30-Haul”的开发感兴趣,你可以在我的网站上查看它的构建线程。
下一个是什么?现在我已经探索了生产过程并在我面前进行了基本设计,是时候开始真正的科学了。请继续关注本系列的第二部分,在那里我尝试用不同的化合物制作车轮并在涂漆的钢地板上测试它们的牵引力。现在,这是经过几次艰苦驾驶比赛后这些车轮的样子!

详细了解 Markforged 打印机以及它们如何适合您的应用!
3D打印