

金属丝:Filamet 和 Ultrafuse
一段时间以来,可以在市场上找到用于 FDM 3D 打印的金属丝,但它们并不完全相同。它们之间有什么区别?
要回答这个问题,差异 金属色灯丝和金属填充灯丝之间必须考虑在内。 前者含有少量金属颗粒 (5 % - 40 %) 以提供金属外观,仅用于其美学特性。颗粒百分比越高,所讨论的金属材料的模拟效果越好。
对于金属填充长丝,金属颗粒负载量通常非常高 (超过 80 %)并且可以对 3D 打印部件进行烧结处理 由此去除粘合聚合物,产生 100% 金属部件。
目前,巴斯夫和 The Virtual Foundry 是提供此类材料的两家最知名的制造商,使用 FDM 3D 打印和烧结工艺制造全金属零件。
巴斯夫提供 Ultrafuse Ultrafuse 316 L 和 Ultrafuse 17-4 PH。
虚拟铸造厂 另一方面,开发了大量金属丝 在 Filamet 下 名称,例如:Filamet 不锈钢 316L、Filamet 青铜、Filamet 铜、Filamet 铝 6061、Filamet 高碳钢、Filamet 钨、Filamet Inconel 718-34 或 Filamet 钛 64-5。
与 FDM 3D 打印机的兼容性
金属丝的主要特点之一是您不需要工业 FDM 3D 打印设备,甚至不需要专业设备。 Ultrafuse 或 Filamet 等金属丝的特点是它们可以在市场上几乎任何 FDM 3D 打印机上进行 3D 打印。
由于高金属含量 对于这些灯丝,必须使用硬化钢喷嘴以减少灯丝的磨损。 打印和热床温度因制造商和材料而异,但打印温度不要超过 245°C,热床不要超过 120°C。
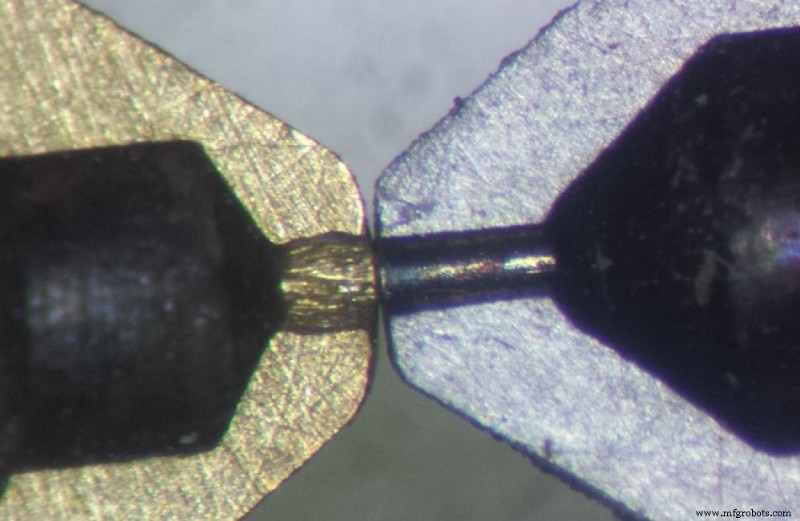
图片 1:黄铜喷嘴与硬化钢的磨损情况。来源:E3D。
以 Basf 的 Ultrafuse 为例 细丝,细丝的性质提供了一定的柔韧性 并且不是很脆,使其非常容易打印。
The Virtual Foundry 的 Filamet 长丝由高百分比的金属填料和作为粘合聚合物的 PLA 组成。根据材料的金属和填料百分比,Filamet 细丝可能有些脆,并且可能难以在某些 3D 打印机上打印,因为细丝必须经过从线轴放置到挤出机的路径。然而,这不是问题,因为 Virtual Foundry 开发了 Filawarmer,这是一种确保灯丝在打印前完全笔直的设备, 消除绕组曲率,实现材料的最佳3D打印。
视频 1:Filawarmer 安装。资料来源:虚拟铸造厂。
尺寸收缩
金属丝需要烧结后处理 从灯丝上去除粘合聚合物 ,导致全金属部件。
由于这是一个去除材料的过程,因此必须考虑到所得零件的尺寸与原始测量值会有一定差异。 也就是说,零件在烧结过程中会根据材料发生或大或小的收缩 以及灯丝品牌。
这无疑是 制造尺寸精度优先的功能部件时的一个难题。 但是,可以找到收缩因子并缩放 CAD 模型以获得所需的尺寸结果。
在这里,Ultrafuse 和 Filamet 材料有一些差异。 Ultrafuse 细丝在 XY 轴上的收缩范围为 16-17%,在 Z 轴上的收缩范围为 19-20%,而 Filamet 细丝的收缩率为 7-10%。
在 Filamet 的情况下,最终部件的密度为 80-85%,尽管部件可以烧结更长的时间,这意味着与原始部件相比具有更高的密度和更高的收缩率。
对于 Ultrafuse,巴斯夫 提供全面的用户指南,包括关于公差、收缩和缩放、推荐壁厚等的信息,这些信息非常有用。
视频 2:Ultrafuse 设计指南。资料来源:巴斯夫。
烧结过程
Ultrafuse 和 Filamet 长丝开发的烧结工艺有一定差异。
巴斯夫在 Ultrafuse 长丝中使用了一种特殊的粘合剂聚合物,需要在烧结过程之前进行催化脱脂,因此后处理可以被认为比 Filamet 长丝更复杂。然而,在Filamet灯丝中,有一些仍然是实验性的烧结工艺,对结果没有任何保证。
此外,大多数Filamet长丝对烧结设备的要求较低,因为大多数可以在开放式环境炉中烧结。
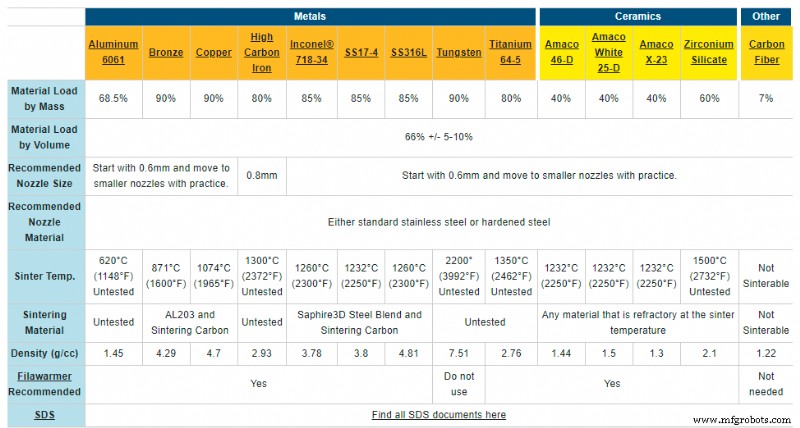
图 2:Filamet 信息表。资料来源:虚拟铸造厂。
先验地,这些细丝的使用可能会引起某些疑问和困难,特别是如果用户没有进行材料烧结的手段。但是,两家制造商都提供了这方面的解决方案。巴斯夫拥有自己的烧结服务,而希望使用 Filamet 长丝的用户可以联系我们,以评估他们项目的可行性并进行必要的后处理以获得预期的结果。

图 3:巴斯夫的烧结服务。
结论
Filamet 的金属丝系列无疑是市场上最广泛的。 Virtual Foundry 是第一家在市场上推出可烧结金属丝的制造商 并开发了适用于多种应用的范围广泛的材料。
Ultrafuse filament range 目前专注于不锈钢丝的开发,尽管它们可用于广泛的应用 例如工装、夹具和夹具、小批量生产、功能部件和原型。
在 3D 打印方面,Filamet 灯丝需要比 Ultrafuse 灯丝更低的打印和床温, 尽管一些 Filamet 材料需要使用外部设备 诸如 Filawarmer 以确保最佳结果。
Ultrafuse 灯丝允许使用更小出口直径的喷嘴, 而 Filamet 灯丝需要使用 0.6 毫米的喷嘴,Filamet Tungsten 除外。
至于烧结过程 , Filamet 金属丝 的后处理 必须经受更简单,并且在许多情况下不需要使用惰性气氛炉,因此拥有必要的设施和机械来使用 Filamet 烧结 3D 打印部件相对容易。此外,如果用户没有必要的设备或知识来进行烧结,他可以联系我们。另一方面,一些 Filamet 灯丝处于实验阶段, 因此无法保证这些材料的烧结。
对于 Ultrafuse ,用这些灯丝 3D 打印的零件必须经过某种程度更复杂的后处理, 尽管 BASF 提供了一份综合指南,其中包含有关如何使用 Ultrafuse 灯丝实现最佳结果的相关信息。此外,巴斯夫还提供由 ELNIK 提供的脱脂和烧结服务,该服务基于购买涵盖脱脂和烧结过程的代金券 ,以及零件的运输和退货。
毫无疑问,金属丝是一种创新材料,可让 FDM 3D 打印机用户制造出适用于各种应用的全金属部件。 使用 Ultrafuse 和 Filamet , 用户可以找到最适合他们需求的材料。
3D打印