

撤稿:配置和优化
在打印过程中,挤出机将细丝推入热端,在那里它将熔化并通过喷嘴孔挤出。在此过程中,喷嘴内部会产生压力,迫使塑料通过喷嘴流出。
然而,一旦挤出机停止拉丝,喷嘴内的压力就会保持不变,导致少量熔融塑料继续流出,直到喷嘴内外压力平衡。
这种现象导致本不应挤出物料的位移运动中,少量物料不断挤出 .这会导致零件表面出现小液滴和细线。
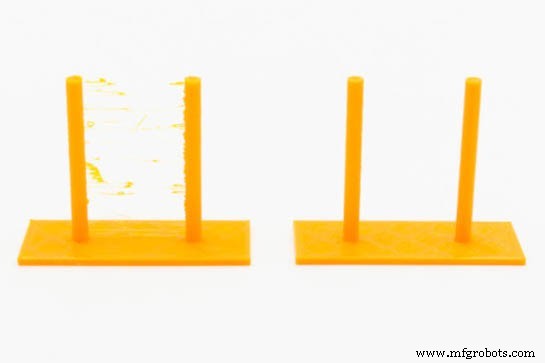
图 1:不良收缩配置(左)和正确收缩配置(右)的影响来源:Filament2print
为了避免这种情况,FFF 3D 打印机采用了一种称为回缩的机制。在执行位移运动之前,挤出机缩回少量细丝,释放喷嘴内的压力。当位移运动结束并开始挤出运动时,挤出机又推回少量细丝,直到喷嘴启动并恢复喷嘴内的压力。
为了最大限度地优化打印质量,设置每种材料的回缩参数非常重要。
收缩参数
基本收缩参数为:
- 回缩距离 :这是挤出机将缩回的细丝长度。它的值,除了材料的类型,将取决于挤出机和热端之间的长度。在直接挤出机中,其值将在 0.4 毫米至 1.2 毫米的范围内,而在鲍登系统中,该值将在 2 毫米至 10 毫米之间。计算鲍登系统收缩距离初始值的经验法则是使用鲍登管长度的 1%。例如,对于具有 40 厘米管的鲍登系统,将使用 4 毫米的收缩距离。查阅热端的规格很重要,因为许多制造商都标明了其热端的最大回缩距离。超过此值很可能会导致堵塞。
- 回缩速度 :这是挤出机电机缩回细丝的速度。非常低的速度不会阻止零件表面上的液滴,而非常高的速度可能会导致灯丝咬伤。通常,该速度的值介于 25 毫米/秒和 45 毫米/秒之间,在直接系统中最常用的值为 30 毫米/秒,在鲍登系统中为 40 毫米/秒。
- 回缩距离 :这是挤出机在细丝收缩后挤出的细丝量。通常使用与灯丝回缩距离相同的值。有时可能需要使用不同的值,尤其是在 Bowden 系统中。如果在回缩后,在零件表面观察到小滴,则应减小该值,而如果观察到小间隙,则有必要增加该值。一般来说,应该增加或减少5-10%左右。某些软件使用术语重置距离,其中此值是收缩值的增加或减少。例如,重置距离为 0 将使用相同的回缩和收缩距离,而值为 -0.2 将收缩距离减去 0.2 毫米作为收缩距离。
- 回缩速度 :这是灯丝在运动过程中被挤出的速度。一般取与回缩速度相同或稍低的值。
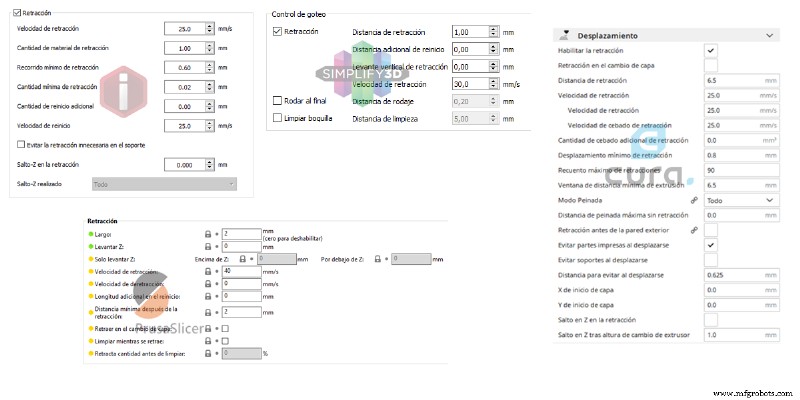
图片 2:不同层压软件中的收缩配置部分。来源:Filament2print
除了这些基本参数外,还有其他一些影响作品质量的参数:
- 缩回后的最小距离 :这是执行缩回之前的最小位移距离。当偏移量非常小时,它可以避免不必要的回缩。
- 提升、Z 型提升或 Z 型跳跃 :如果设置的值不是 0,则热头将在执行回缩时提升指示的距离,然后在偏移后再次降低。此功能有助于避免在工件表面留下痕迹并防止出现螺纹。层高的 100% 到 200% 之间的值通常就足够了。
- 缩回时清洁、磨合、喷嘴清洁 :在缩回过程中稍微移动热端以清洁喷嘴并隐藏接缝。在某些软件中,这是一个可激活的复选框,在其他软件中,该值可以设置。
并非所有软件都包含所有这些参数,其中一些参数可能因软件而异。 在修改回缩参数的值之前,应查阅软件手册以了解它们各自的行为。
校准收缩参数
因为有多个参数,以直接的方式获得合适的组合是复杂的。 为此,有必要分阶段进行多次测试,直到获得正确的值。 有必要单独调整每种材料的收缩参数,为此我们必须事先为每种材料确定合适的打印温度。
首先,必须获得合适的回缩距离和回缩速度,因此其余参数必须保持停用状态或使用预设值。
缩回速度和缩回距离的最佳值是避免在位移运动期间出现螺纹的最低值。应采取以下步骤来确定这些值:
- 应设置较低的回缩速度,最好为 25 mm/s。
- 应设置中间收缩距离值:直接挤出机为 0.8 毫米,鲍登挤出机为管道长度的 0.75%。
- 然后将打印收缩测试。可以找到几个在知名文件存储库中创建的文件。
- 检查结果:
- 如果没有螺纹出现,收缩距离将减少一半。
- 如果出现螺纹,将缩回距离增加 50%。
- 根据需要多次重复该过程,直到获得满意的结果。
在任何情况下,直接挤出机的距离应不超过 3 毫米,鲍登系统的距离不应超过管道长度的 5%。如果在此范围内无法获得可接受的结果,则收缩率应增加 5 mm/s 并重复该过程 .不建议使用高于 40 mm/s 的收缩速度,因此如果达到此速度后仍未获得满意的结果,则应选择可提供最佳结果的组合。
对于某些打印机和灯丝,可能无法完全去除螺纹,即使是速度和收缩距离的最佳组合也是如此 .在这些情况下,建议激活其他功能,例如 “Z 形提升”、“缩回时清洁”、“磨合”或“喷嘴清洁” ,这将有助于减少或消除纱线。
与回缩设置不当相关的问题
收缩参数值过高或过低的后果是非常不同的。 虽然回缩速度和回缩距离的值过低会产生纯粹的美学影响(零件上出现螺纹和液滴),但设置过高的值通常会导致隔热板内部卡住。 这是因为如果回缩时间过长,熔化的灯丝尖端会到达隔热带的冷区,膨胀并堵塞。
如果设置退刀后出现卡纸现象,尤其是长版印刷,应稍微减小退刀距离。
3D打印