

线性托盘系统:盈利之路?
改进的软件大大提升了线性托盘系统
DMG Mori(伊利诺伊州霍夫曼庄园)首席系统和销售官 Adam Hansel 完美地总结了这一点:“走进任何商店。问他们是否想自动化。答案是肯定的。 100%。”但是什么样的自动化呢?以及哪些机器和流程?对于各种各样的公司,合乎逻辑的答案是集成多台金属切削机床的线性托盘系统,可能还有其他操作。另一方面,“合乎逻辑”并不总是意味着“容易”或“无忧无虑”。
不要将 FMS 与托盘池系统混淆
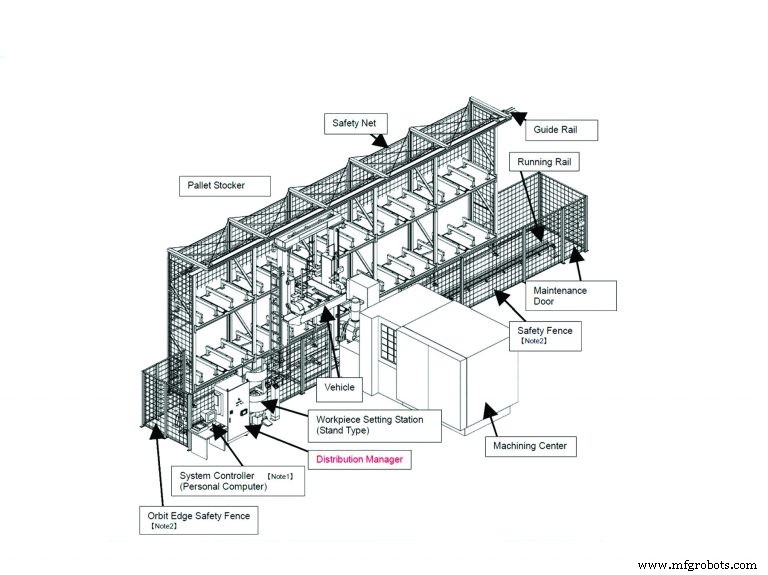
基本的线性托盘系统,也称为柔性制造系统 (FMS),可自动从中央存储位置装载和卸载一个或多个加工中心的工件。工件在直轨上行驶,由带有附加运动轴的车辆承载,使其能够将工件移入机器并移到其工作台上,并在完成后再次移出。操作员在中央站而不是在单个机器上设置作业,中央计算机控制工作的分配和执行。
在最常见的配置中,工件用螺栓固定在夹具上,而夹具又用螺栓固定在统一的托盘上。这最大限度地提高了系统的灵活性,因为只要机器配置为该标准托盘,任何工作都可以随时进入任何机器。线性托盘系统的另一个关键特性是能够在初始安装后对其进行扩展,以包括额外的机床、更多的存储空间,甚至是检查等非机加工操作。有些系统有 10 台或更多的加工中心和数十个堆叠在三层的托盘货架。
因此,线性托盘系统不同于托盘池系统,后者可以被认为是“机器的非智能扩展”,正如美国斗山机床系统和大型机器专家 Bob Baldizzi(Pine Brook,新泽西州)解释。 “在托盘池系统中,机器本身的附加软件运行系统。您通常仅限于告诉软件哪些程序与池中的哪个托盘相关联,以及您希望这些托盘通过机器的顺序。而已。没有生产调度。没有数据管理。没有报告。它只是机器的一个更大的托盘系统扩展。”托盘池系统通常是圆形排列,尽管它们可能是线性的,这可能会增加混乱。
“我见过的托盘池系统通常在所有五个或六个托盘上都有相同的部件,”Fastems LLC(俄亥俄州西切斯特)总裁 David Suica 说。 “如果要更换零件,通常必须更换机器内部的工具、零件程序以及每个零件所需的任何偏移量。托盘池适用于一系列相同的零件。但是,如果您想以可以销售的数量生产您需要的产品,线性托盘系统通常是更好的选择。”
主轴利用率超过 90%

情况有所不同,但似乎没有一个机械车间在没有 FMS 的情况下达到超过 50-60% 的主轴利用率,而任何正确使用 FMS 的人都会看到 90% 或更高的利用率。在某些情况下,差距甚至更大。 Hansel 说:“在大多数情况下,如果混合使用手动进给的机器,则主轴利用率可能为 30% 或更低。在剪贴板上进行工件转换、夹具转换和高效调度大量资源是不可能的。”正如 Suica 解释的那样,“机器的大部分停机时间是由人造成的……等待工具……弄清楚程序……手动冲入工具偏移量。一旦花费了那个小时的设置时间,您就再也无法将其重新投入生产。”
这表明了过去几年线性托盘系统最大和最显着的改进:软件。在某种程度上,所有 FMS 供应商都提供容量规划软件,可以最大限度地提高系统吞吐量。 Hansel 描述了一个典型的场景:“假设您有几台机器,每个刀库中有 180 个工具,24 个夹具,以及必须完成的某些工作才能满足您的合同。您可以设置参数,例如作业的优先级和特定时间所需的数量。或者说你正在造一辆汽车。你不会生产两个车轴和三个轮子。你需要四个轮子。因此,您可以告诉软件生成批量大小。无论哪种情况,软件都会自动计算如何正确使用您的资源来获得您需要的产品。如果您计划正确并准备好夹具和工具,然后让软件为您完成工作,则完全可以实现 90-95% 的运行率。”
非常适合工作场所......等等
谁从 FMS 中受益?在某些情况下,从小型加工车间到制造 100,000 或更多零件的操作的任何人。 Makino Inc.(俄亥俄州梅森)的产品线经理 John Einberger 说:“这项技术的最佳选择是可以运行多种产品,以某种随机的顺序运行,并且生产运行时间相对较短。通过在加工中心外进行工作设置,可以提高主轴利用率。
“但在季节性生产的人群中也有更高产量的申请,”他继续说道。 “例如,假设他们一年生产 80,000 件东西,但他们只生产三个月,然后在接下来的四个月里运行一个变体或不同的东西。休闲车动力总成行业适合这种生产方案。在淡季期间,他们正在生产旺季所需的东西,例如出售雪地摩托时的船用马达,以及出售船只时的雪地摩托马达。在这些大批量情况下,我们的 FMS 一直是客户非常有用的工具。”
Hansel 补充说:“对于只运行五六个不同零件编号的人来说,将它们放在线性托盘系统上是很常见的。那是因为在这样的系统中有很多冗余。卧式通常有大型刀库,允许您在刀库中放置多余的工具以运行更长的班次。如果工具坏了或磨损了,你可以去下一个。”另一方面,Liebherr (Saline, MI) 的人员指出,当给定托盘上所有部件的循环时间总计超过 5 分钟时,托盘搬运单元最具成本效益。否则你会浪费时间等待车辆关闭托盘。
为了让您了解这些系统的流行程度,Einberger 说,仅在过去 20 年中,Makino 就在北美安装了 575 个线性托盘系统。
不只是横向
传统上,线性托盘系统通常连接卧式加工中心,因为“卧式机器几乎总是带有托盘更换器,”斗山的 Baldizzi 解释道。 “您总是在装载站区域有第二个托盘——在独立设置中——操作员在机器运行时用来装载和卸载零件。这在 FMS 中是一个好处,因为起重机可以在不中断加工循环的情况下从装载站区域装载和卸载。典型的立式加工中心不具备此功能,大多数五轴机床也不具备,尽管像斗山这样的制造商现在正在为五轴机床配备可连接到 FMS 的托盘更换器。”
除了混合类型的加工中心外,还可以将其他功能集成到 FMS 中。您还可以集成来自不同制造商的机器,但在这种情况下,您最好与 Fastems 这样的“不可知论”自动化公司合作:“我们可以拥有一台用于粗加工的 X 品牌机器,一台用于严格公差的 Y 品牌机器应用程序、具有自动刀具偏移写入芯片的 Zoller、CMM、清洗站和去毛刺系统,所有这些都完全集成,”Suica 说。 “我们的软件甚至可以自动管理刀具偏置和检测数据。”
其中一些选项需要一个或多个站点中的机器人,或者用轨道上的机器人代替传统的 FMS 车辆。 Einberger 说,Makino 提供后一种混合动力车“作为对某些要求的回应,主要是在航空航天结构领域。其中一些客户希望使用轨道上的机器人将零件自动装载到机器中,因为他们希望能够通过将零件装载到平面上开始,然后将子夹具装载到卧式加工中心中。
“这种方法对于多操作零件也非常有利,其中第一个操作可能是四轴操作,第二个操作是同一加工中心内的五轴操作,”他继续说道。 “因此,加工中心上的第一个托盘将是一个四轴墓碑,可以接受底板上的零件,而同一加工中心上的第二个托盘将位于第五轴工作台上,该工作台可以接受同一底板上的相同零件。随后的五轴操作。轨道系统上的机器人弥合了托盘搬运 FMS 和离散零件搬运机器人之间的差距。”
另一方面,Baldizzi 警告说,获得一种灵活性会导致你失去另一种灵活性。 “我们开始看到适应不同托盘的需求,例如在水平机器上执行某些功能,而在具有转动功能的五轴机器上执行其他功能,需要不同的托盘。好处是你可以把所有这些你需要的机器都放在FMS上执行操作。缺点是你失去了 FMS 的一些灵活性,因为软件必须确保这个托盘只在这个特定的时间在这个特定的机器上运行。而如果您在 FMS 上拥有多台完全相同的机器,则用螺栓固定在托盘上的工作可以随时随地进行。”
成本和挑战
根据 Einberger 的说法,初始 FMS 的成本包括轨道系统、车辆、工作台和托盘堆垛机架,大约是给定加工中心成本的三分之二,不包括固定装置。因此,鉴于您的吞吐量翻倍的承诺,这是一个很好的回报。但 Hansel 说:“虽然人们真的很喜欢拥有大量托盘的想法,但他们有时会低估夹具的成本。因此,当他们决定购买什么机器时,有时不包括实际的固定成本——这可能会阻止他们充分使用该系统。例如,您可以享受熄灯操作的好处,或者取消第三班,前提是您可以加载足够的工作量以使机器运行 8 小时或更长时间。”

然而,每个人都同意 FMS 的最大挑战是运营。正如 Suica 所说:“它和你的 PC 一样:垃圾输入等于垃圾输出。如果你有好的程序,刀具偏置是已知的;如果你有你的日程安排,它工作得很好。对于大多数公司来说,最重要的是确保他们做好准备所需的纪律。这与每家公司对其会计部门的纪律没有什么不同。您匹配发票,确保它们是正确的,确保您缴纳税款。这并不容易,但它已经准确地排列并完成了。你可以在制造车间做同样的事情并将其集成,你可以消除导致错误的人为因素。”
Suica 还警告说,“大多数线性托盘和机器人系统往往是自动化孤岛。他们知道他们所知道的,并且与您运营中的其他任何东西都没有联系。您可能有一个 ERP [企业资源计划] 包来跟踪您的订单、原材料的摄入等。您在刀具、确定刀具偏置和测量系统上花费了很多钱。但所有这些系统之间的信息流最终仍然是手动的。”这种相对缺乏整合的情况阻碍了公司实现大量的人力节省。
Suica 表示,如果您完全集成这些系统,那么只有几个人运行八九台机器并不少见。 “我们现在正在开发一个系统,该系统有 8 台机器,由 3 个人操作,其中一个只是在做检查,因为他们不想自动化。它将运行两班制,所以那条线上将有 6 人,而现在是 14 人。但是你需要高水平的系统集成来做到这一点,否则你仍然需要一群人来告诉自动化该做什么。集成和软件是关键。”培训和支持也是如此,这就是 DMG Mori、Makino 和其他公司拥有专门的自动化团队和设施的原因。
不过,软件并不能解决所有问题。 Baldizzi 指出,机械可靠性绝对是最重要的:“如果您将一台机器(或更重要的是多台机器)连接到 FMS 并且它出现故障,那么这些机器的主轴利用率会降至零。请记住,操作员过去用来装载卧式加工中心的位置现在被封闭在 FMS 中。按钮不见了。您几乎不可能手动有效地在该机器中装载和卸载零件。因此,深入了解一下,确保 FMS 在机械上能够提供 90% 的正常运行时间。”
对于高素质的建筑商来说,这包括通过车辆上方的汇流条(如地铁的第三轨)运行三相高压电源,除了接触点之外没有其他移动部件。 “不太坚固的系统将车辆拴在电缆轨道中的一系列电缆上,随着车辆来回移动。随着电缆不断弯曲,这会导致疲劳点,”Baldizzi 说。 “其次,我们使用封闭在隧道中的光学眼来进行伺服驱动器、电机、控制等之间必须发生的数据通信,从而消除对这些电缆的需求。
“我还会查看 FMS 是否有冷却剂通道、管道和管道,以确保托盘上的任何冷却剂在进入存储后被回收并返回到机器冷却剂罐或中央储存库,而不是制造你的地板上一团糟,”巴尔迪兹总结道。
自动化控制系统