

木工用硬质合金螺旋铣刀的常见类型

木工用硬质合金螺旋铣刀钻头的常见类型
高速切削是木材加工最有效的方法,在家具制造行业中得到广泛应用。高速切削实际上是通过提高切削速度来减少加工时间,提高表面质量。除了合适的机械设备外,高速切削还需要专用工具。目前,刀具主要有三大类 用于高速切削:整体硬质合金螺旋立铣刀、夹式铣刀和聚晶金刚石 (PCD) 铣刀 .

本文主要介绍整体硬质合金螺旋铣刀的木工加工,并简要介绍铣刀的选择。

直铣刀和螺旋铣刀比较
在直接路由器位期间 切削,因为整个切削刃同时切入和离开工件,切削刃与工件的接触面一般较大。所以反复切削会产生较大的摩擦阻力,刀片容易磨损,导致工件表面质量变差。这就是为什么直铣刀适合切削较软材料的原因。

螺旋铣刀的切削质量优于直钻。螺旋刀片的设计使得刀刃上受力的位置随着刀具的转动而变化,从而减少了与工件接触所产生的阻力。因此,与直铣刀相比,螺旋铣刀适用于更硬的材料和更高的进给率。另外,螺旋铣刀的使用寿命比直铣刀长。

但是对于层压木板切割,现在3刃TCT直钻头(常用型号和断屑槽型号)性能优良,应用广泛。
上切和下切螺旋铣刀的特点
上切路由器位 请参阅带有右螺旋刀片和凹槽的路由器钻头。这类工具在切削过程中会导致木屑沿螺旋槽向上清除,在木屑难以清除时尤其有用。但是,在某些加工情况下,向上切割的铣刀会将工件向上拉。在这种情况下,应更换工件的夹具,增加夹紧力,或分阶段完成切削过程。

上切钻头可直接进行垂直下切或钻孔。但一般不建议直接垂直切割。通常采用斜进给方式,因为切削深度和切削力逐渐增加,因此对刀具和主轴的影响比垂直进给小,可以显着减少刀具的损坏。

下切路由器位 指带有左螺旋叶片和凹槽的钻头,将木屑从工件底部清除。下切钻头的切削方法有助于在切削时固定工件。下切铣刀可以保证工件顶部光滑,但底部粗糙。有时切屑会堵塞,所以最好在使用下切钻头之前先切割工件。该工具不适用于垂直向下进给方式。这很容易导致诸如断裂或芯片阻塞等问题。

螺旋铣刀刀头加工方法的选择
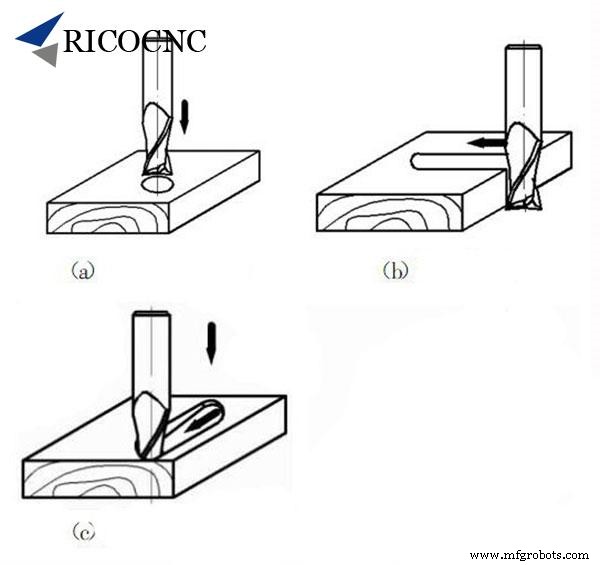
直接垂直切入工件容易损坏刀片,不推荐使用,见图1(a)
从边缘切割是一种两阶段切割方法。下切时铣刀不接触工件,然后水平移动。可避免直接垂直切割。见图1(b)刳刨机钻头同时垂直和水平切入工件,直至达到理想深度。铣削力逐渐增加,因此对刀具和主轴的冲击比直接垂直切削要小,可以显着减少刀片的损坏,见图1(c)
RicoCNC 是优秀CNC 和木工工具 的一站式商店 ,如有需要,欢迎联系我们。

工业技术