

熔焊与固态焊接的区别
连接两个或多个组件的要求是制造过程中固有的。存在多种连接技术以多种方式组装多种材料。这些过程中的一些提供永久接头,而其他过程提供临时接头。与铆接、耦合和粘接一样,焊接也是一种永久性连接工艺。根据定义,焊接是一种连接工艺,通过该工艺可以通过聚结形成永久连接两个或多个固体部件,无论是否施加外部压力、热量和填充金属。因此,为了通过焊接连接,热量和压力都不是强制性的;事实上,它们是交替应用的。所以在一些焊接过程中会施加外部热量;而在其他过程中施加外部压力。在此基础上,焊接工艺大致可分为熔焊和固态焊接两大类。
在所有从外部源施加足够热量以使基础部件的接合面熔化或熔化以形成焊道的焊接工艺中,称为熔焊工艺 .在这样的过程中通常不需要压力。所有电弧焊、气焊和电阻焊工艺都属于熔焊。还值得一提的是,底板接合面的熔化是由于直接加热而不是由于压力、摩擦等造成的。
另一方面,在固态焊接工艺 ,不直接加热;相反,在大多数情况下会施加足够的压力。由于压力,接触区可能会产生热量;然而,通常这个温度仍然远低于基础成分的熔点。扩散焊、锻焊、爆炸焊、压焊、摩擦焊等就是这一类的例子。熔焊与固态焊接的重要区别如下表所示。
表格:熔焊与固态焊接的区别
| 熔焊 | 固态焊接 |
|---|---|
| 在熔焊过程中,基础部件的接合面熔化形成焊道。 | 不会发生这种熔化;接合面的温度始终低于母材的熔点。 |
| 直接从外部施加热量。但是,压力不是必需的。 | 不直接加热来辅助接合;相反,在大多数情况下施加足够的压力。 |
| 如果需要,可以轻松应用外部填充材料。 | 固态焊接工艺大多是自生的,而且填充金属也不容易应用。 |
| 由于高热输入,焊道周围存在更广泛的热影响区 (HAZ)。 | HAZ很窄,因为没有发生熔化。在大多数情况下,HAZ可以忽略不计,对焊接结构没有问题。 |
| 由于剧烈加热和随后的熔化,各种机械和冶金性能都会受到影响。 | 机械和冶金性能没有受到严重影响。 |
| 异种金属通过熔焊连接更容易。 | 通过固态焊接连接异种金属非常困难。 |
| 热量输入过多会导致高变形。必须使用适当的夹具来避免这种情况。 | 失真程度很低,通常不需要采取预防措施来避免它。 |
| 所有电弧焊、气焊、电阻焊和高能焊工艺都是熔焊。 | 扩散焊、压焊、滚焊、冷焊、摩擦焊、锻焊等都是固态焊接的例子。 |
接合面熔化: 顾名思义,在熔焊中,允许母部件的接合面熔合以形成焊道或聚结。如果使用填充金属,也会熔化并与熔融母金属混合。与此相反,在固态焊接中不会发生熔合或熔化,因此在组件处于固态时进行连接。尽管由于同时施加压力和摩擦,母部件的温度可能会升高;但是,它始终保持在贱金属的熔点以下,因此不会发生熔合。其实这是两种焊接方式的主要区别。
热量和压力的应用: 很明显,在熔焊中必须从外部加热。这种热源可以是不同类型的,例如在电弧焊的情况下是电弧,在气焊的情况下燃烧氧气燃料,在电阻焊的情况下进行电阻加热,甚至是等离子、激光或电子束等强能量束在 PAW、LBW 或 EBW 的情况下。另一方面,固态焊接工艺通常需要施加压力。不需要直接加热;但是,由于压力、摩擦等原因,可能会产生热量。
填充材料的应用: 需要填充材料来填充存在于父组件之间的根间隙。根据填料的应用及其成分,焊接可分为自生、均质和异质三类。当根间隙非常小时,则不需要填料,这种过程称为自生。固态焊接通常以自生模式进行。另一方面,当应用填料且填料的金相成分与母材相近时,称为均质焊;而如果填料的冶金成分与母材不同,则称为异质焊。熔焊可以有利地在所有三种模式下进行;但是,在异构模式下加入时,必须使用额外的预防措施和最佳参数。
存在 HAZ: 热影响区 (HAZ) 是焊接部件中围绕焊道的狭窄层,其中材料尚未熔化,但由于加热和随后的冷却,各种物理和机械性能已受到影响。该 HAZ 被认为是薄弱区域,因为它非常容易受到机械和化学故障的影响。由于在高于相关材料熔点的温度下会发生极端加热,当通过熔焊工艺连接组件时,焊道周围会存在更宽的 HAZ;而当组件通过固态焊接工艺连接时,可以观察到狭窄的(有时可以忽略不计)HAZ,因为焊接过程中产生的热量较少。
机械和冶金性能的变化: 焊接过程中通常会影响各种冶金性能,如晶粒取向、晶粒结构、原子缺陷等。由于冶金变化,许多机械性能(如强度、硬度、韧性等)也会受到影响。通常这种变化与组件的加热水平和随后的冷却有关。在熔焊过程中,施加高热量并熔化材料,因此此类过程可以将各种特性改变到极端水平。与此相反,当使用固态焊接工艺进行连接时,这种变化是微不足道的,而且大多在可接受的范围内。
异种金属接合能力: 在所有连接工艺中,焊接的最大优势之一是异种材料的防漏和良好连接。然而,并不是每一种焊接工艺都适合这个目的。由于异种金属连接基本上是异种焊接,因此只有少数熔焊工艺可以满足这一要求。然而,它需要极其小心和最佳工艺参数才能获得良好的接头。固态焊接根本不适合异种金属的连接。
焊接结构的变形程度: 由于焊接过程中加热和冷却过程中的膨胀和收缩不均匀,组装的结构变形到不同的平面,导致焊接缺陷。连接结构中的这种变形会导致尺寸不准确和零件不合格。焊接结构的变形趋势随着热输入的增加而增加。因此,如果不采用适当的夹具或不采用适当的变形最小化技术(如跳焊、预先设置相反方向的零件等),则由于热输入较高,熔焊零件的变形要高于其他零件。前一种情况。
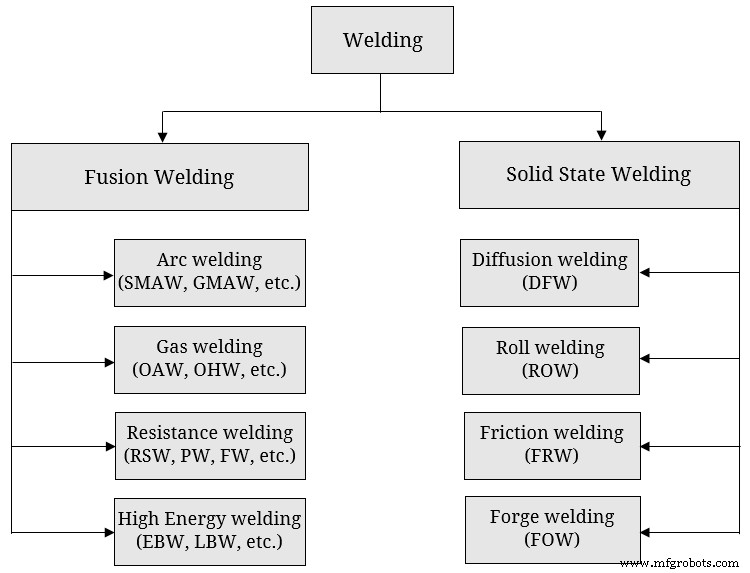
流程示例: 所有电弧焊工艺(MMAW、GMAW、TIG、SAW、FCAW、ESW 等)、气焊工艺(OAW、OHW、AAW、PGW 等)、电阻焊工艺(RSW、RSEW、PW、PEW、FW等)和高能束焊接工艺(PAW、LBM 和 EBW)是熔焊的例子。扩散焊(DFW)、压力焊(PW)、滚焊(ROW)、冷焊(CW)、摩擦焊(FRW)、锻焊(FOW)等都是固态焊接的例子。
本文介绍了熔焊和固态焊接的科学比较。作者还建议您阅读以下参考资料以更好地理解该主题。
- differ.minaprem.com 上的熔焊和固态焊接之间的区别。
- 焊接缺陷作者 M. Preto (1 st 版,Aracne)。
- G. F. Deyev 和 D. G. Deyev 的《熔焊物理化学》(1 st 版,DGD 出版社)。
工业技术