

钣金折弯:产品设计师的基础知识、类型和技巧
在 15 世纪后期,列奥纳多·达·芬奇(Leonardo Da Vinci)描绘了一个简单的轧机,展示了弯曲金属板的可能性。然而,直到 1590 年,这个草图才成为现实,因为金属工人开始使用两个重型圆柱体来压制金属,改变它们的厚度和形状。
自从达芬奇的奇妙草图以来,钣金折弯工艺有了进步;我们现在拥有多种具有不同功能的钣金折弯技术。然而,多年来一直保持不变的一件事是:您的钣金成型项目的成功始于您了解不同的弯曲方法及其对不同设计场景的适用性。
在这里,我们讨论您应该了解的钣金折弯工艺。如果您想在第一时间完成您的钣金成型项目,这篇文章就是为您准备的!
钣金折弯工艺
钣金折弯过程涉及向钣金零件施加力以改变其几何形状。这种力会导致钣金上的应力超过其屈服强度,从而导致材料发生物理变形而不会断裂或失效。
折弯机是一种常用的钣金折弯工具。它通过将冲头降低到位于模具上的金属板上来工作,从而创建所需的几何形状。
(钣金弯曲过程动画。来自维基共享资源的公共领域)
虽然这个过程非常简单,但钣金折弯的意义远不止眼前所见。例如,钣金折弯有几种方法,它们的功能相似,但操作不同。因此,了解如何选择理想的方法是您成功开展钣金成型项目所需采取的第一步。
6 钣金折弯方法
方法#1 V-弯曲
V型弯曲是最常见的钣金弯曲方法。顾名思义,V 形弯曲方法采用 V 形模具和冲头以所需角度弯曲金属。 V型冲头将钣金工件压入模具中的“V型”凹槽,形成不同弯曲角度的钣金。例如,您可以实现锐角、钝角或 90° 弯曲角,具体取决于 V 形冲头和模具角度。
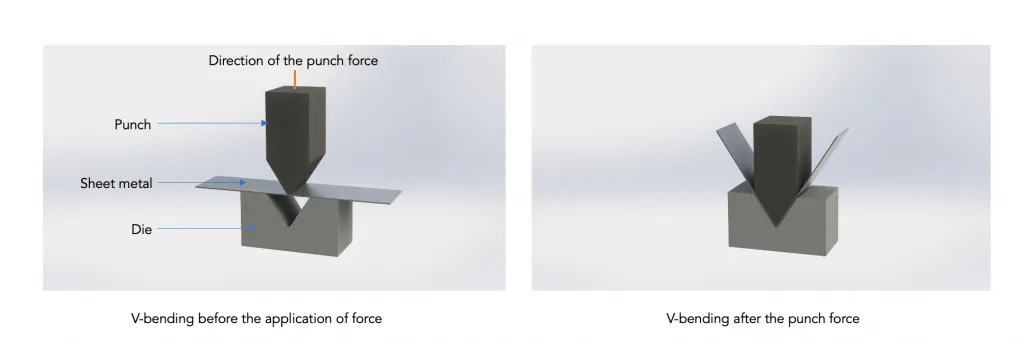
图 1:V 形弯曲法
方法 #2 空气弯曲
空气弯曲与 V 形弯曲方法非常相似:它依靠 V 形冲头和模具来弯曲金属板。但是,与传统的 V 型弯曲工艺不同,空气弯曲方法中的冲头不会将板材压入型腔底部。相反,它在板材下方留下空间(或空气),与传统的 V 形弯曲相比,允许更多的弯曲角度控制。
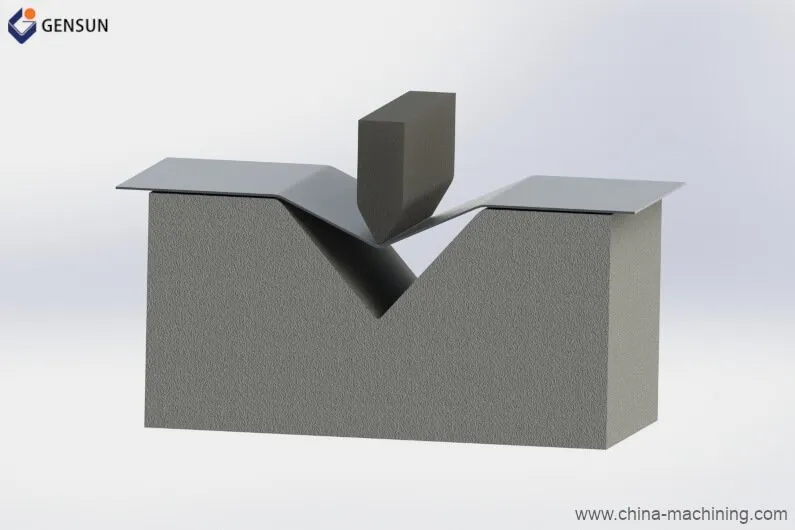
图2:空气弯曲法
例如,假设您有一个 90° 的模具和冲头。使用空气弯曲方法,您可以实现 90° 到 180° 之间的任何弯曲角度。这种方法还确保了更准确的结果,因为它经历了更少的回弹ㅡ,它描述了在施加弯曲力之前弯曲的钣金零件部分恢复到其几何形状。回弹是不可取的,因为它会导致不准确的弯曲。
方法#3 打底
打底(或底部弯曲)是一种 V 形弯曲,也解决了回弹挑战。它涉及在弯曲完成后通过冲头的尖端施加额外的力来使弯曲区域中的钣金变形。
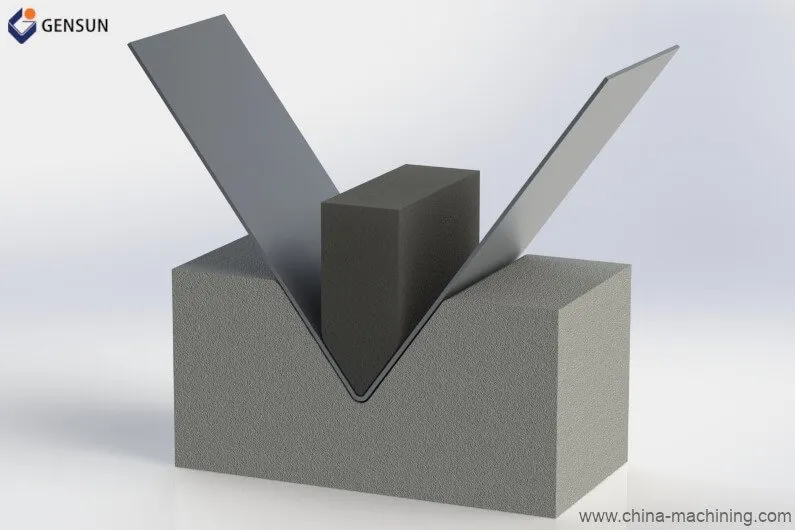
图3:底部弯曲
与空气弯曲方法一样,打底提供了精确的弯曲角度控制。但是,它需要比底弯更高吨位的压力机。
方法#4擦拭弯曲
在擦拭弯曲方法中,金属板通过压力垫固定在擦拭模具上。然后,冲头对超出模具和压力垫的板材边缘施加压力,使其弯曲到模具末端。
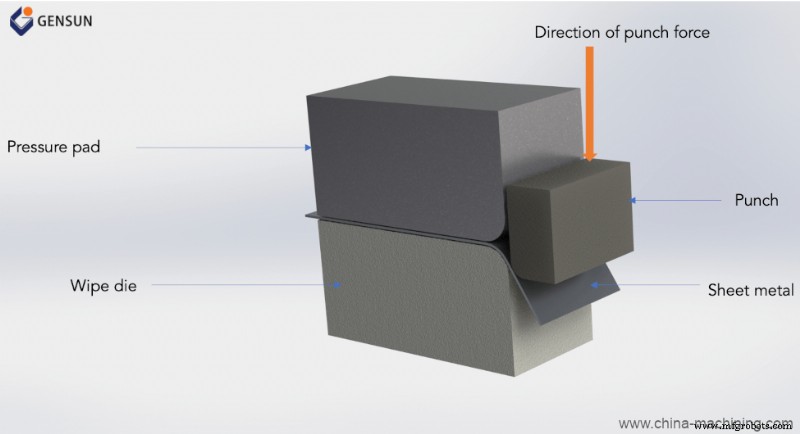
图 4:擦拭弯曲
这种方法提供了良好的机械优势ㅡ,这意味着它允许您施加较小的力来创建所需的弯曲(和弯曲角度)。但是,它可能不适合创建钝角弯曲角度,因为您需要能够提供水平力的更复杂的设备。
方法 #5 滚弯
滚弯方法允许您将钣金弯曲成卷、管、圆锥或弯曲形状。这种独特的钣金成型工艺使用多组滚轮将金属坯料送入(和弯曲)到所需的曲率。
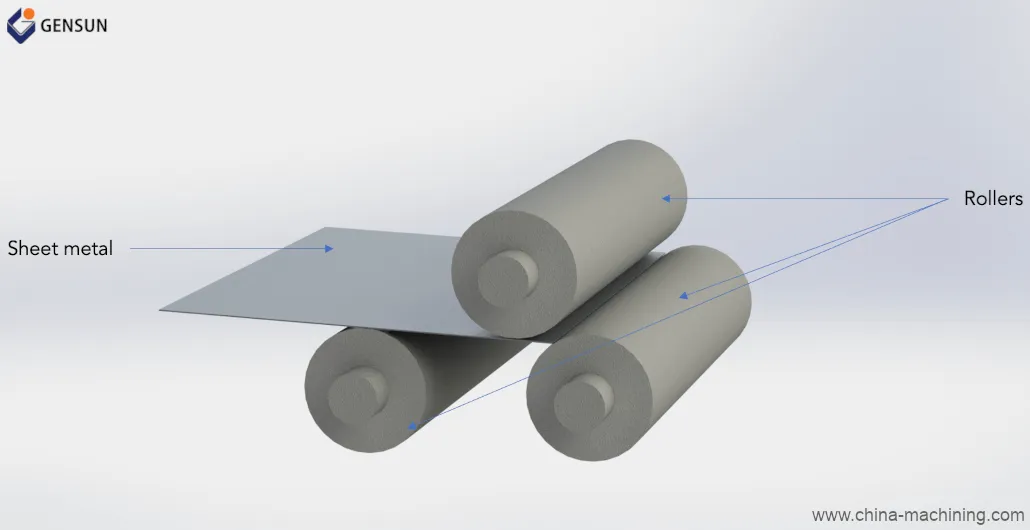
图 5:滚弯
滚弯可以将金属板成型为各种横截面型材,由多条弯曲曲线组成。它对于创建厚度在 0.004 英寸到 0.125 英寸之间、宽度最大为 20 英寸的超长钣金零件特别有用。例如,您可以使用滚弯机创建面板、轨道和搁板(通常用于建筑物的照明、屋顶和 HVAC 应用)等部件。
方法#6 旋转拉弯
在旋转拉弯中,将金属板夹在旋转模具上并围绕模具拉制以形成其半径与所需弯曲半径相匹配的几何形状。这种方法通常采用内部支撑芯轴来防止弯曲金属板壁起皱。
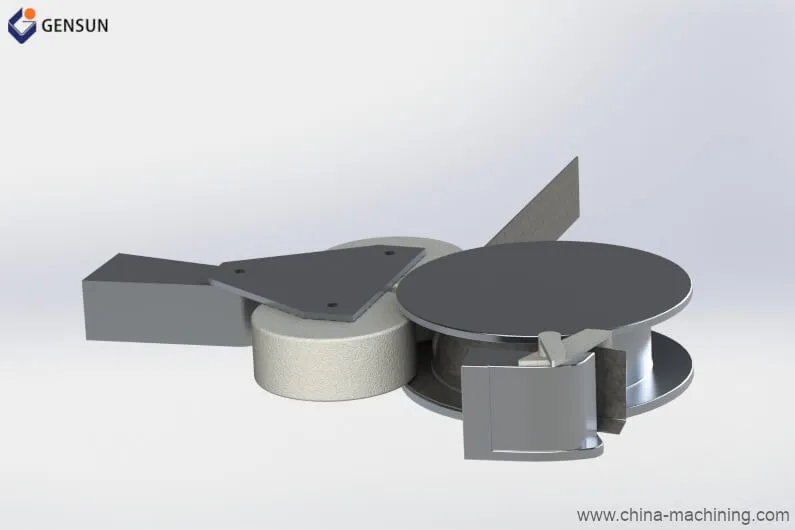
图6:旋转拉弯
与其他钣金弯曲类型相比,旋转拉伸弯曲方法具有一些优势。例如,与擦拭弯曲和 V 形弯曲工艺不同,它不会划伤金属表面。此外,它还可以将材料弯曲成钝角的尖角。
相关文章:产品设计师应该了解的关于钣金原型制作的 5 件事
弯曲钣金的 5 个技巧

以下提示将帮助您创建准确可靠的钣金零件。
- 确保折弯位于存在足够材料的区域。
- 对所有折弯使用单一折弯半径,无需额外的工具。
- 确保内弯曲半径等于(或大于)板材厚度。
- 垂直于轧制方向弯曲硬质材料以防止断裂。
- 避免在非常靠近折弯处设计孔和槽等特征,因为它可能会扭曲特征。通常,您必须将所有特征与折弯保持至少等于板材厚度三倍的距离。
- 与在提供高质量钣金成型服务方面有着良好记录的机械厂合作。
Gensun Precision Machining 是亚洲领先的钣金成型服务提供商。我们为服务于广泛行业的公司提供高质量的折弯服务。此外,我们的钣金折弯服务与我们的其他制造能力(如 3D 打印和 CNC 加工)相辅相成,为您提供全方位的制造解决方案。
详细了解我们的折弯服务。
工业技术