

如何理解表面光洁度和表面粗糙度图表
您是打算将新产品推向市场,还是想要制造和组装不同的零件设计?
零件的表面粗糙度对产品的耐用性和性能起着重要作用。例如,粗糙的表面通常会经历高摩擦,这使得它们比光滑的表面更容易磨损。
但是,有时需要粗糙的表面——某些应用要求零件具有一定程度的粗糙度,以促进涂层和喷漆的附着力。此外,不同的制造工艺会产生不同类型的表面光洁度。
要对零件的理想表面光洁度和制造方法做出明智的决定,您需要首先了解制造过程中的表面粗糙度图表。在这里,我们将讨论您需要了解的有关表面光洁度和粗糙度以及如何测量它的所有信息。
什么是表面处理?
为了更好地理解表面光洁度,让我们考虑一个典型机加工零件的简单说明,如图 1 所示。表面光洁度简单地描述了表面(或零件)的整体纹理,其特点是:
- 躺着
- 波纹度
- 表面粗糙度
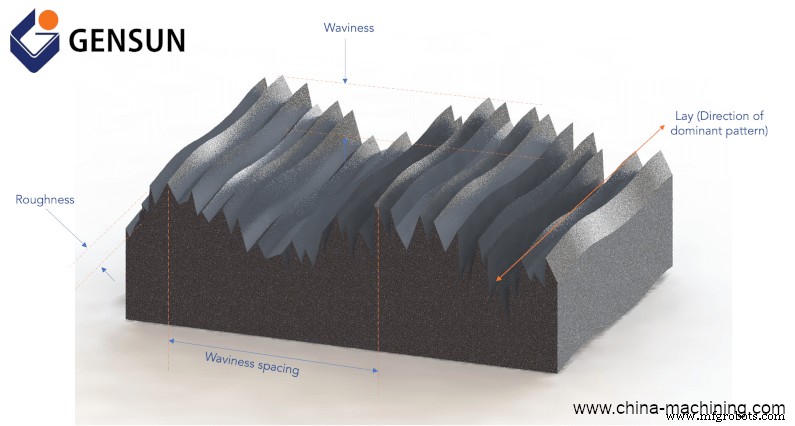
图 1:显示表面光洁度的机加工零件
Lay 是指表面上的主要图案和该图案的方向。例如,布局模式可以是垂直的、水平的、圆形的、垂直的或交叉影线的;这一切都取决于用于制造零件的制造方法。

图 2:不同类型的布局模式
表面粗糙度是零件表面上总的间隔不规则度的量度。这就是工程师和机械师谈论表面光洁度时的意思。表面粗糙度数越低,表面的不规则性越少。
波纹度测量表面与其标称形状的更广泛间隔的偏差。它描述了以比表面粗糙度更长的间隔周期性出现的不平整表面。它通常是由加热和冷却操作引起的颤振和变形或翘曲引起的加工缺陷引起的。
如何测量表面粗糙度?
图 3 表示具有表面不规则性的典型机加工零件的横截面。要测量该零件的表面粗糙度,您必须沿零件长度测量粗糙度峰值的高度。测量表面粗糙度的质量控制设备有多种,但一流的机械厂普遍使用表面粗糙度计。
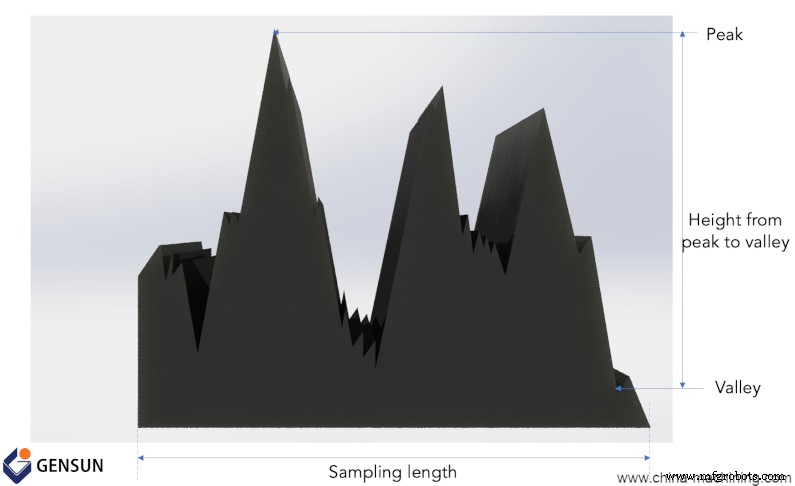
图 3:表面不规则零件的横截面
表面粗糙度仪的特点是触针(或高分辨率探头)以恒定速度沿垂直于布局图案的方向在目标表面上移动。通过特殊的电气系统,仪表获得(并放大)电信号以产生更大的垂直放大率。根据您选择的国家标准,本仪表使用以下三个指标之一来评估表面粗糙度:
- 平均粗糙度 Ra
- 平均凹凸高度Rz
- RMS 粗糙度
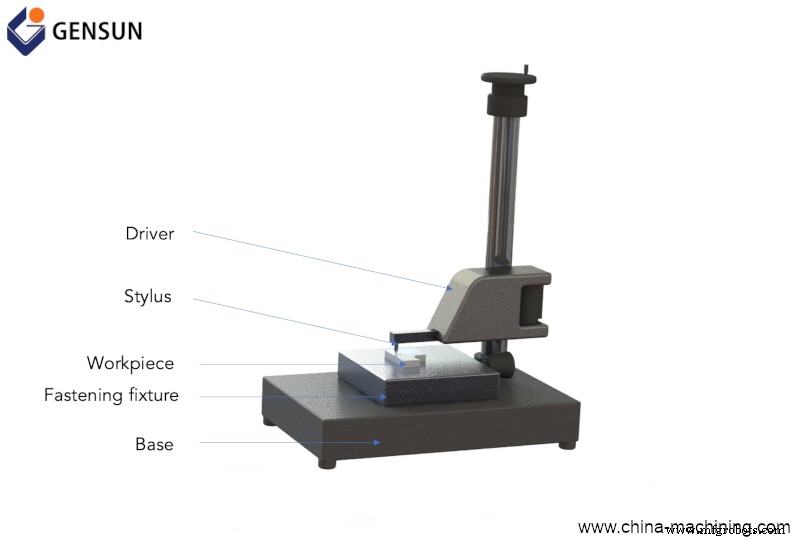
图4:表面粗糙度仪
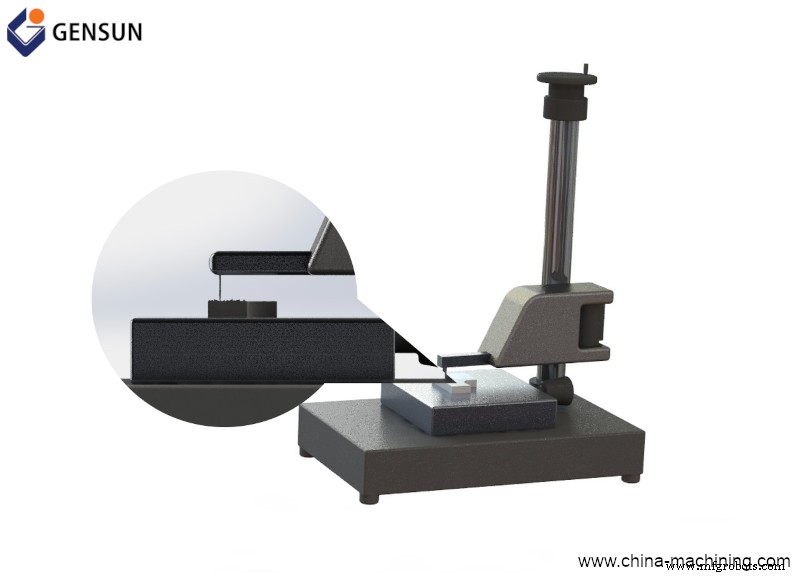
图5:表面粗糙度仪显示测针和工件的放大图
平均粗糙度 ,也称为中心线平均值,是在一个表面上测量的所有表面高度的算术平均值。它是迄今为止最常用的表面粗糙度指标。但是,请记住,不同的表面粗糙度轮廓可以具有相同的 Ra,但性能不同。因此,您可能需要确定更多的表面粗糙度参数来区分这些差异。
不均匀的平均高度 (或平均粗糙度 Rz)通过计算五个采样长度内五个最大“峰谷”差异的平均值来评估表面粗糙度。它是欧洲和亚洲更常用的指标。
RMS 粗糙度 测量表面所有峰和谷的均方根。因为 RMS 粗糙度指标比 Rz 粗糙度使用更多的点,所以它比 Rz 更准确。如果不想计算 Ra,这通常是一个不错的选择。
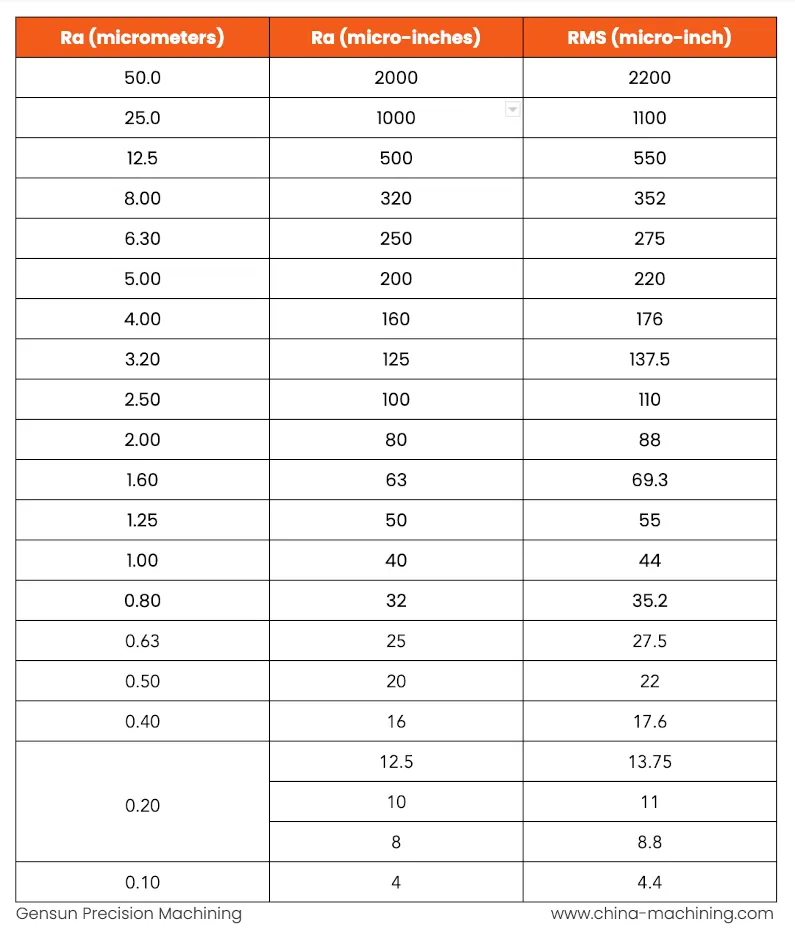
表面光洁度图表:表面粗糙度指标转换
表1列出了Ra、Rz和RMS粗糙度指标的表面粗糙度换算表。
一流的加工和表面处理服务:Gensun 可以提供帮助
既然您了解了表面光洁度和表面粗糙度图表的含义,您可能会同意表面光洁度操作需要最好的技术和专家来制造所需的零件。
Gensun Precision Machining已经经营了近二十年,在亚洲提供首屈一指的加工服务。我们不仅拥有专业的工程师和机械师,而且还拥有一支由质量控制专家组成的专门团队,确保我们的加工零件满足客户的表面粗糙度要求。
详细了解我们的 CNC 加工服务。
工业技术