

表面光洁度 - 表面粗糙度 - 符号、图表、标注
什么是表面光洁度?
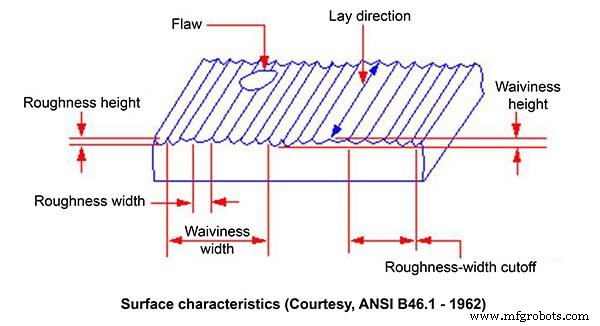
表面光洁度测量表面的整体纹理,由表面的纹路、表面粗糙度和波纹度定义。表面光洁度通常称为表面纹理 当它包含所有三个特征以防止误解时,因为机械师经常将表面粗糙度称为表面光洁度。
此图说明了如何考虑 Waviness、Lay 和 Roughness 之间的联系:
表面粗糙度测量
R、W 和 P 轮廓是与完整符号一起标准化的三个主要表面纹理特征类别。 R 轮廓系列与粗糙度参数有关。 W 轮廓系列与波纹参数有关。 P 型材系列与结构参数有关。 Ra值是全世界最常用的。
表面粗糙度与制造工艺
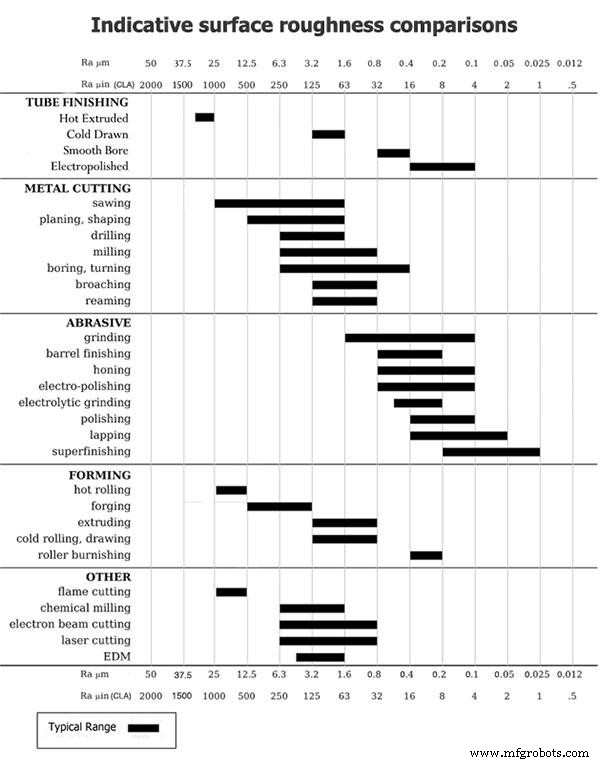
表面光洁度差异很大,具体取决于用于生产它们的制造程序。例如,火焰切割板边缘的表面质量与磨光表面明显不同。因此,确定如何生产需要特定表面光洁度的产品的第一步是选择一种能够产生必要表面光洁度的方法。可能需要对多个流程进行分层,以最经济高效地获得所需的输出。
下面是一张表格,其中有一张图表,展示了几种生产工艺的相对表面粗糙度:
注塑成型表面光洁度指南
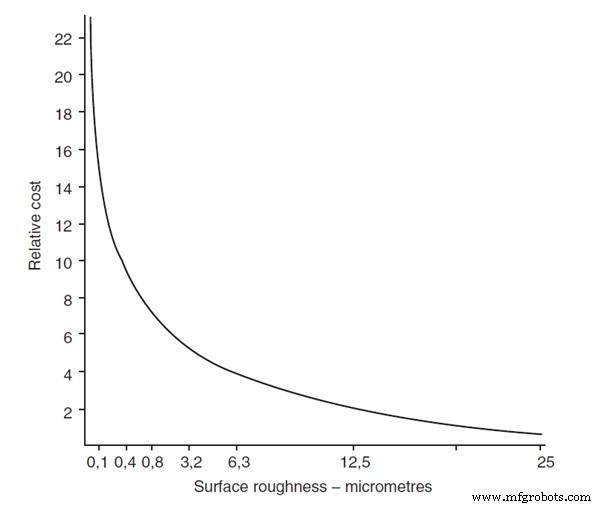
表面粗糙度与制造成本
下图描述了表面粗糙度与获得此类光洁度的成本之间的大致联系。
表面粗糙度标准和等效物
- ANSI B46.1
- BS EN ISO 1302:2002
| R a-μm – | 0.025 | 0.05 | 0.1 | 0.2 | 0.4 | 0.8 | 1.6 | 3.2 | 6.3 | 12.5 | 25 | 50 |
| R a– μinch | 1 | 2 | 4 | 8 | 16 | 32 | 63 | 125 | 250 | 500 | 1000 | 2000 |
| R t (R y ) -μm | 0,25 | 0,5 | 1 | 2 | 4 | 8 | 16 | 32 | ||||
| N 级 | N1 | N2 | N3 | N4 | N5 | N6 | N7 | N8 | N9 | N10 | N11 | N12 |
- 不使用 ISO 1302:1992 标准定义的 N 等级编号,因为它们已被 BS EN ISO 1302:2002 取代
参考
Simmons, C. H., Phelps, N. 和 Maguire, D. E. (2012)。 工程制图手册:符合英国和国际标准的技术产品规格和文档 .伯灵顿:巴特沃斯·海涅曼。
制造工艺