

如何提高 3D 打印表面光洁度质量
众所周知,3D 打印工艺无法直接在打印机上生产出注塑质量的表面光洁度,但有个好消息。技术的存在可以提供帮助,并且一直都有新的发展。随着后处理变得越来越自动化,3D 打印零件的成本将会下降。
去除支撑结构——或者在选择性激光烧结 (SLS) 和多射流融合 (MJF) 的情况下,去除粉饼——是将打印部件从构建所需的支撑结构中解放出来的第一步。如需快速了解我们如何利用新技术去除支撑,请查看此 PolyJet 案例研究。一旦零件脱离其印刷支撑层,根据所使用的材料,有多种方法可以解决表面粗糙度问题。在某些情况下,如果它对您的应用程序有意义,您最好根本不解决它。
 我们的精加工部门使用多种技术来提高零件制造后的表面光洁度质量。
我们的精加工部门使用多种技术来提高零件制造后的表面光洁度质量。 为什么光滑的 3D 打印部件需求量很大
为什么平滑变得如此流行?很多原因。平滑可以:
- 提高审美观
- 允许更好的涂层和油漆或染料附着力
- 有助于耐化学性
- 帮助降低腐蚀可能性
- 提高耐用性
- 减少孔隙率,密封表面以便于清洁和消毒
- 消除可能成为薄弱点或失效点的表面缺陷
- 最小化摩擦影响
- 提高电导率
- 提高防水性
- 在增材零件上创建类似注塑成型的表面
这绝不是一个全面的列表,但它可能会为您在评估零件纹理时提供一些考虑点。
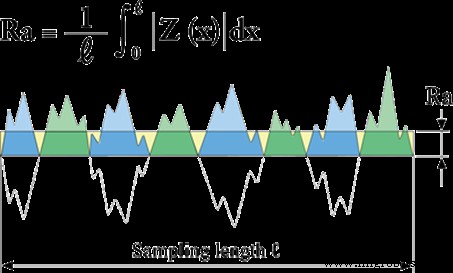
测量表面粗糙度
最广泛使用的表面粗糙度测量值是 Ra,即粗糙度曲线和平均线之间的平均粗糙度。 Ra 是以微英寸或微米测量的与理想表面平面的偏差。较大的 Ra 单位等同于较粗糙的表面。例如,选择性激光烧结和 Multi Jet Fusion 3D 打印表面通常被比作方糖或一条蓝色牛仔裤。
对于大多数工程师来说,需要建立表面粗糙度的上限,因为出于机械应用或美学原因,通常不希望这样做。例如,有时,当人为因素工程要求手柄或触摸板具有“抓地力”时,会使用 Ra 规范。如需更深入地了解表面粗糙度参数,请查看 ISO 25178。

如果您在获取指南时遇到任何问题,请单击此处下载。
平滑 FDM 零件
 熔融沉积建模 (FDM) 工艺在打印过程中产生了不均匀的层。有很多选择:目前的平滑方法包括:
熔融沉积建模 (FDM) 工艺在打印过程中产生了不均匀的层。有很多选择:目前的平滑方法包括:
- 打磨
- 填补空白
- 打磨
- 绘画
- 蒸汽平滑
- 浸渍
- 环氧树脂涂层
- 金属电镀
每种方法对零件公差都有特定的影响,因此在开始这些平滑过程之一之前,请确保您了解可能做出的任何权衡。
平滑立体光刻部分
与 FDM 相比,立体光刻 (SLA) 工艺在打印机上创建了一个更光滑的表面,因为它不依赖于基于灯丝的方法。平滑 SLA 零件的两种常用方法包括手动打磨和介质喷砂。可以使用沙子、砂砾或陶瓷珠进行介质喷砂。通常需要手工打磨或两种方法的组合才能获得均匀的纹理,而圆形打磨运动效果最好。要获得更高的抛光度,请使用高粒度砂纸。
 这个用 SLS 构建的尼龙零件显示了我们的标准表面光洁度。
这个用 SLS 构建的尼龙零件显示了我们的标准表面光洁度。 平滑选择性激光烧结 (SLS) 和多射流融合零件
SLS 和 MJF 等基于粉末的印刷工艺可以利用手动打磨来实现功能性应用。然而,我们发现砂纸并不能完全使这些表面光滑到我们的审查水平,即使使用高砂纸,尤其是在需要油漆应用的情况下。结果会感觉更光滑,但质地会变成更像天鹅绒般的表面。这不是与 SLA 分沙方式的 1:1 比较。真正平滑这些材料最好使用机械加工。
尼龙和 TPU 零件还依赖于化学或蒸汽平滑等其他技术,从本质上将表面熔化成均匀的纹理。这种方法越来越普遍。我们总是将 MJF 零件染成黑色,以打造统一的美学外观。如果您想要涂漆光滑的 SLS 或 MJF 零件,最好先涂一层厚底漆来密封材料。可以在涂漆前将底漆弄平。
平滑金属 3D 打印部件
无论您是打印还是加工金属零件,都需要光滑的表面。对于增材制造,印后加工是去除那些粗糙边缘的一种方法。其他可能性包括:
- 对整个零件进行喷丸处理,或者您可以抛光或抛光零件的特定区域
- 电化学抛光或蚀刻
- 振动精加工、翻滚和离心精加工也是使表面光滑的好方法。与介质喷砂和喷丸处理一样,这些工艺非常适合外表面精加工,但进入内表面和通道可能具有挑战性。
- 用于提高内壁光滑度的磨料流加工(也称为挤压珩磨)。这使用了一种研磨介质,基本上可以腐蚀内部通道并去除毛刺。
- 各向同性超精加工,使用振动和抛光使零件具有镜面般的光洁度
应该注意的是,在某些情况下,粗糙表面和最大化总表面积是零件设计不可或缺的一部分。引用最多的例子之一是结构植入物,它需要骨整合(骨生长到植入物中)才能实现其功能。 Stryker 是一家率先采用增材多孔植入物设计的公司。
控制增材零件的表面光洁度和自动化流程都在快速发展,我们很高兴看到未来五年会有哪些额外的流程起飞。对于后袋资源,请查看我们的 3D 打印表面处理指南,以查看我们可以使用每种 3D 打印技术生产的零件和表面处理的特写示例。
工业技术