

薄壁注塑成型技巧和注意事项
薄壁是我们在设计中经常看到的特征,它们会给注塑成型零件带来一系列问题(稍后会详细介绍)。避免潜在问题的最简单方法是修改您的设计以加固墙壁或进行细微调整。由于零件功能要求,我们知道可能无法完全避免薄壁,因此如果您的零件必须包含薄壁,我们还将介绍一些有用的设计和材料注意事项。
薄壁几何形状的瘦身
那么,薄壁有什么问题呢?注塑成型的成功全在于适当的流动,薄壁使塑料材料难以在零件模具中均匀流动。以下是一些常见的薄壁注塑成型风险:
- 破解
- 材料流动问题导致的未成型区域
- 不均匀的冷却和翘曲
- 弱编织线或断裂点
- 化妆品质地不一致
在设计阶段尽早上传您的 CAD 模型,让我们能够尽早查明任何潜在问题,让您可以根据需要进行修改,同时保持进度。我们的报价软件会自动识别您的零件是否有薄壁,并会在我们开始制造模具之前标记任何潜在的铣削问题。如果您的设计被标记为包含太薄的壁(通常,根据材料,厚度小于 0.015-0.020 英寸(0.381-0.508 毫米))应用工程师将与您联系,建议在拐角处增加额外的拔模,厚度变薄墙壁或难以到达的区域,或其他改进设计的功能。
重要事项
在考虑为您的零件选择哪种材料时,请记住选择合适的材料取决于您的零件几何形状和应用需求。
某些材料很容易流过薄区域,包括热塑性塑料,如
- 高密度聚乙烯 (HDPE)
- 低密度聚乙烯 (LDPE)
- 聚丙烯 (PP)
- 尼龙(PA)
这些都是包含活动铰链的部件的绝佳选择;需要弯曲能力的薄区域。热固性系列中的另一种材料是液体硅橡胶 (LSR),它非常容易填充——以至于它可能会在分型线上带来飞边风险。我们可以通过在模具设计中添加额外功能来帮助减少飞边。
另一方面,聚碳酸酯等材料具有粘性,难以填充薄壁的几何形状。在确定使用哪种材料时,零件壁厚应该是一个关键考虑因素。
查看我们对每种材料的壁厚建议,并记住我们是来帮助提供建议的。
 适当的壁厚将降低塑料部件出现外观缺陷的风险。
适当的壁厚将降低塑料部件出现外观缺陷的风险。 避免碰壁:设计提示和技巧
以下是在设计和选择带壁模制部件的材料时要牢记的一些有用技巧:
- 一般来说,确保您的设计始终具有介于 0.060 和 0.120 英寸(1.5-3.0 毫米)之间的均匀壁厚,这将确保部件均匀冷却并防止翘曲。
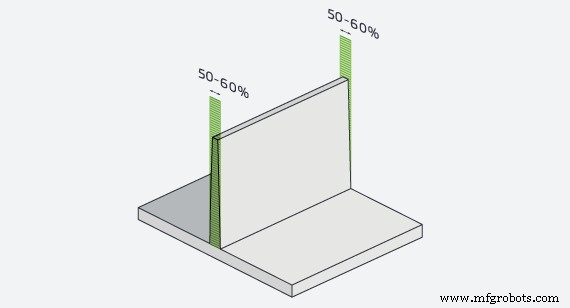
- 一个例外:如右图所示,加强筋的厚度应约为主底座厚度的 50-60%。整体厚度相同的肋条可能会在肋条底部留下额外的材料。
- 要制作更坚固的薄肋壁,请考虑添加角撑板(交叉支撑肋)以加强设计,而不是简单地使肋变厚。
- 为薄的几何形状添加包括半径在内的流动路径可以帮助材料更容易地流入薄肋或截面。
- 虽然分型线(模具的两半连接处的接缝)在大多数模制零件上都应该存在,但改变分型线的位置可以在外观上产生很大的不同。您的报价将确定您的分型线位置,我们可能会就将几何形状修改到更不易察觉的位置提出建议。
尽早上传您的 CAD 文件可以让我们向您提供有关您的设计的反馈,并帮助我们指导您完成注塑成型制造过程。如果我们预见到任何壁厚或零件几何形状方面的一般问题,我们可以就如何快速纠正它提出建议,以确保您按时收到成品零件。
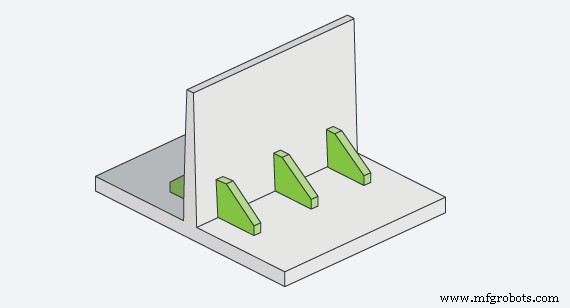
添加角撑板有助于支撑薄肋墙。
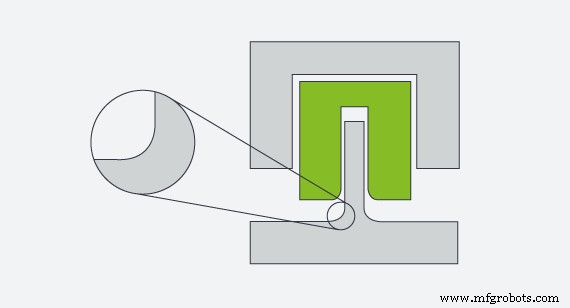
为零件几何形状的内角添加半径对于帮助零件从模具中干净地脱模至关重要。
工业技术